Файл: Пояснительная записка к дипломному проекту на тему Снижение степени загрязнения окружающей среды отходами переработки хлопка Студент.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 30.10.2023
Просмотров: 57
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Федеральное агентство по образованию
Волгоградский государственный архитектурно-строительный университет
Кафедра водоснабжения и водоотведения
Пояснительная записка
к дипломному проекту на тему
Снижение степени загрязнения окружающей среды отходами переработки хлопка
Студент
Николаенко
Ирина
Александровна
Специальность 330200
Группа ИЗОС-2-2000
Руководитель
Дипломного проекта
Москвичева
Елена
Викторовна
Волгоград 2005
СОДЕРЖАНИЕ
Введение
1. Охрана окружающей среды
1.1 Особенности хлопковой пыли
1.2 Очистка запыленного воздуха
1.3 Методы очистки газов от механических примесей
2. Технологическая часть
2.1 Технологический процесс производства
2.2 Экологические аспекты очистки сточных вод
2.2.1 Характеристика сточных вод хлопчатобумажного комбината
2.2.2 Расчет ПДС загрязнений производственных сточных вод
2.2.3 Определение концентраций загрязнений смешанного стока
2.2.4 Очистка сточных вод хлопчатобумажного комбината
2.3 Очистка запыленного хлопком воздуха
2.3.1 Местный отсос пыли
2.3.2 Процесс обеспыливания воздуха на хлопкоперерабатывающих предприятиях
2.4 Получение гидроизоляционного кровельного материала из отходов переработки хлопка
2.5 Оценка экологичности технологического процесса
Заключение
Литература
Введение
На хлопкоперерабатывающих заводах перерабатывают ежегодные урожаи хлопка-сырца, получая хлопковое волокно, хлопковый линт, посевные и технические семена. Хлопкоперерабатывающие заводы организуют и осуществляют приемку, централизованную сушку, очистку хлопка-сырца, джинирование-отделение волокна от семян, очистку и линтерование хлопковых семян, очистку волокна от сорных и других примесей, обработку волокнистых отходов, прессование волокна, линта и волокнистых отходов в кипы, а также химическую обработку.
Заводы оснащены специальным технологическим оборудованием (сушильные агрегаты, очистительные машины для хлопка-сырца, джины, линтеры, очистители волокна, линта и хлопковых семян, сепараторы, конденсеры и др.), средствами механизации для внутрицехового и межцехового транспорта хлопка-сырца и готовой продукции (пневмотранспортные установки, винтовые и ленточные конвейеры, элеваторы и др.), машинами для переработки волокнистых отходов и гидропрессовыми установками для прессования волокна, линта и волокнистых отходов.
0бщий комплекс работ превращения хлопка-сырца в готовую продукцию называется технологическим процессом первичной обработки хлопка и включает следующие процессы: сушку и очистку хлопка-сырца в сушильно-очистительном цехе хлопкозаготовительного пункта; подсушку и очистку хлопка-сырца от мелкого и крупного сора в очистительном цехе хлопкоперерабатывающего завода; джинирование и волокноочистку, линтерование хлопковых семян и линтоочистку; переработку волокнистых отходов; упаковку волокна, линта и волокнистых отходов в кипы в главном корпусе завода.
При осуществлении технологического процесса первичной обработки хлопка-сырца должны быть обеспечены сохранение природных физико-механических свойств хлопкового волокна и семян и выпуск их в соответствии с Государственными стандартами и без потерь. Решающим фактором в выполнении этой задачи является правильное построение процесса первичной обработки хлопка-сырца.
Технологическим процессом предусматривается использование комплекса машин, установленных по определенным схемам, и работа их согласно строго установленным режимам в зависимости от состояния и качества исходного хлопка-сырца и вырабатываемой продукции.
В зависимости от характеристики исходного материала первичная обработка его на хлопкоперерабатывающем заводе осуществляется по регламентированной схеме технологического процесса, разработанной на основе опыта передовых предприятий, а также результатов научно-исследовательских работ, направленных на улучшение и развитие техники и технологии производства.
Регламентированный технологический процесс первичной обработки хлопка предназначен для обеспечения правильной организации производства, начиная от приемки, комплектования, хранения хлопка и кончая переработкой и выпуском продукции, отвечающей требованиям Государственных стандартов.
Основным показателем совершенства технологического процесса является общий очистительный эффект, который достигается в результате эффективной обработки хлопка на всех машинах, включенных в цепь работающего технологического оборудования.
В технологическом процессе первичной обработки хлопка, кроме основной продукции — хлопкового волокна, получают большое количество волокнистых отходов (улюк волокнистый, волокно хлопковое регенерированное, пух хлопковый), из которых в результате переработки извлекают волокнистые материалы, пригодные в качестве сырья для другой промышленности.
Производство переработки хлопка является вредным для окружающей среды. В дипломном проекте предлагается использовать отходы переработки хлопка для получения кровельной мастики.
На Камышенском ХБК вывозятся на полигон 250-300 т/год хлопкоотходов, представляющих собой ценный компонент природного происхождения. Продукты деструкции хлопка безвредны для окружающей среды. Отходы хлопка, которые образуются в результате очистки воздуха производственных помещений целесообразно использовать для получения различных материалов. Изложенный материал подтверждает актуальность и целесообразность данного дипломного проекта, цель которого заключается в снижении антропогенного воздействия на окружающую среду отходов переработки хлопка и дальнейшего их использования.
1. ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
Мероприятия по охране окружающей среды направлены на рациональное использование природных ресурсов, предупреждение вредного влияния результатов хозяйственной деятельности общества на природу и здоровье человека.
При решении задач снижения загрязнений природной среды главным является создание и внедрение безотходных технологических процессов, экономичных методов очистки промышленных и бытовых сточных вод, воздуха и твердых отходов, переход в промышленном производстве на маловодные технологические процессы и замкнутое водопотребление.
Технологический процесс первичной обработки хлопка сопровождается значительным выделением пыли из технологических и транспортирующих машин в производственные помещения и атмосферу. Оседая, пыль загрязняет производственные помещения и территорию завода, создает неблагоприятные условия для работы людей и оборудования. Норма запыленности воздуха в производственных помещениях хлопкоочистительного завода - не более 10 мг/м3, а отработавшего воздуха, выбрасываемого в атмосферу,- 150 мг/м3. Для создания нормальных санитарно-гигиенических условий производится обеспыливание производственных помещений и отдельных пылевыделяющих установок. Перед выбросом отработавшего запыленного воздуха в атмосферу его также очищают от пыли.
1.1 Особенности хлопковой пыли
Пыль, выделяющаяся из хлопка-сырца, состоит из органической и минеральной фракций. Органическая фракция представляет собой раздробленные частицы куста или коробочек хлопчатника и массу мелких коротких волокон.
Минеральная фракция пыли состоит из земли, песка и других посторонних примесей, которые попадают в хлопок-сырец во время уборки урожая и в период его транспортировки и хранения.
В начале технологического процесса, при транспортировке и очистке хлопка-сырца от сорных примесей, из него в основном выделяется и загрязняет воздух минеральная пыль, а в конце технологического процесса, особенно при линтеровании и трамбовании, выделяется пыль органического происхождения.
В отработавшем воздухе системы пневматического транспорта хлопка-сырца пыль содержит от 10 до 20% органических и 80—90% минеральных частиц. В конце технологического процесса у линтеров при выбросе отработавшего воздуха из конденсеров содержание органической фракции пыли доходит до 80—90%.
Запыленность воздуха, отходящего от технологического оборудования в производственных цехах, зависит от сорта, влажности и засоренности хлопка-сырца; при переработке хлопка-сырца низких сортов выделение пыли наиболее интенсивна. В табл. 1.1 приводится примерный состав пыли, выделяющейся с воздухом при пневматической транспортировке хлопка-сырца (III сорт ручного сбора, разновидности 108-Ф, кондиционной влажности и засоренности от 1,3 до 3,5%).
Таблица 1.1 - Дисперсный состав пыли
Крупность
частиц μ
0-50
50-70
70-90
90-160
160-190
190-250
250-500
500-1000
1000
и более
Содержание в
пыли частиц данной крупности,%
3
12
9
5
4
11
12
9
3
Данные о количестве и запыленности отработавшего воздуха, выделяемого основным технологическим оборудованием, приведены в табл.1.2
Таблица1.2- Количество и запыленность воздуха, выделяемого от основного технологического оборудования
Оборудование
Количество воздуха, выбрасываемого в атмосферу, м3/с
Запыленность воздуха, мг/м3
Вентилятор пневмотранспортной установки
4,5-7
4000-12000
Батарейный конденсер для 2-х джинов
3,2
500-2000
Батарейный конденсер для 4-х джинов
6,4
500-1500
Конденсер:
для пяти линтеров
5,0
800-2000
для шести линтеров
6,0
800-2000
для семи линтеров
7,0
800-2000
Пневматический семяочиститель
1,5
300-800
1.2 Очистка запыленного воздуха
Запыленный и загрязненный воздух, отсасываемый из пылящих источников, а также воздух, отработавший в пневмотранспортных установках, должен очищаться от пыли до выброса его в атмосферу. Очистка его может быть грубой, средней и тонкой.
При грубой очистке запыленный воздух очищают от пыли размером более 100μ, запыленность воздуха после такой очистки может быть более 150 мг/м3.
При средней очистке выделяют пыль размером от 10μ, и выше, запыленность воздуха после очистки не должна превышать 150 мг/м3. Такой воздух можно выбрасывать в атмосферу.
При тонкой очистке улавливают пыль размером менее 10μ, а остаточная запыленность воздуха не должна превышать 2-3 мг/м3.
1.3 Методы очистки газов от механических примесей
Методы очистки по их основному принципу можно разделить на механическую очистку, электростатическую очистку и очистку с помощью звуковой и ультразвуковой коагуляции.
Механическая очистка газов включает сухие и мокрые методы. К сухим методам относятся:
-
гравитационное осаждение;
-
инерционное и центробежное пылеулавливание;
-
фильтрация.
В большинстве промышленных газоочистительных установок комбинируется несколько приемов очистки от аэрозолей, причем конструкции очистных аппаратов весьма многочисленны.
Гравитационное осаждение основано на осаждении взвешенных частиц под действием силы тяжести при движении запыленного газа с малой скоростью без изменения направления потока. Процесс проводят в отстойных газоходах и пылеосадительных камерах. Для уменьшения высоты осаждения частиц в осадительных камерах установлено на расстоянии 40–100 мм множество горизонтальных полок, разбивающих газовый поток на плоские струи. Производительность осадительных камер П = SwО, где S — площадь горизонтального сечения камеры, или общая площадь полок, м2; wO — скорость осаждения частиц, м/с. Гравитационное осаждение действенно лишь для крупных частиц диаметром более 50-100 мкм, причем степень очистки составляет не выше 40-50%. Метод пригоден лишь для предварительной, грубой очистки газов.
Инерционное осаждение основано на стремлении взвешенных частиц сохранять первоначальное направление движения при изменении направления газового потока. Среди инерционных аппаратов наиболее часто применяют жалюзийные пылеуловители с большим числом щелей (жалюзи). Газы обеспыливаются, выходя через щели и меняя при этом направление движения, скорость газа на входе в аппарат составляет 10-15 м/с. Гидравлическое сопротивление аппарата 100 - 400 Па (10 - 40 мм вод. ст.). Частицы пыли с d < 20 мкм в жалюзийных аппаратах не улавливаются. Степень очистки в зависимости от дисперсности частиц составляет 20-70%. Инерционный метод можно применять лишь для грубой очистки газа. Помимо малой эффективности недостаток этого метода – быстрое истирание или забивание щелей.
Для очистки запыленного воздуха перед выводом его в атмосферу широко применяют центробежные пылеуловители - циклоны.
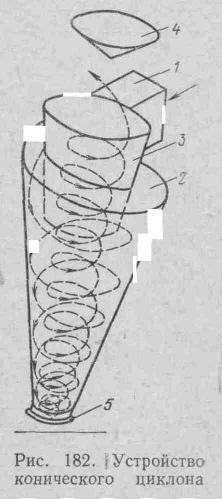
Рисунок 1.1 – Устройство конического циклона
Центробежные пылеуловители. В центробежных пылеуловителях- циклонах происходит очистка запыленного воздуха от крупной пыли (размером более 50μ). При вращении воздушного потока внутри циклона развивается центробежная сила, под воздействием которой пылевые частицы отделяются от воздуха и отбрасываются к наружной стенке. В хлопковой промышленности широко используют конические циклоны.
На рис. 1.1 показано устройство конического циклона, который состоит из входного патрубка 1, наружного полого усеченного конуса 2, внутреннего полого усеченного конуса 3, дождевого колпака с рассекателем 4 и пылевого патрубка 5. Запыленный воздух поступает в циклон через входной патрубок по касательной и приобретает вращательное движение. Центробежная сила отжимает частицы пыли к внутренней стенке наружного конуса, по которой они, вращаясь, скатываются к пылевому патрубку и выводятся в атмосферу. Воздушный поток, также вращаясь и теряя скорость, в нижней части переходит во внутренний конус и выходит в атмосферу. В нижней части циклона, в месте перехода наружного воздушного потока во внутренний конус, создается разрежение, которое препятствует выделению пыли. В результате этого разрежения через пылевой патрубок в циклон подсасывается наружный воздух, а вместе с ним может обратно поступать выделенная пыль, которая будет выбрасываться в атмосферу через внутренний усеченный конус вместе с очищенным воздухом.
Для нормальной работы циклона без подсоса наружного воздуха необходимо создать подпор воздуха на выходном отверстии за счет регулировки дождевого колпака, который в некоторой степени может уменьшить разрежение в нижней части циклона. Полное устранение подсоса в циклоне достигается герметизацией пылевого патрубка, а также устройством бункера или шлюзового затвора. Даже незначительный присос воздуха через нижнюю часть циклона резко снижает эффективность задержания пыли. При подсосе 10—15% воздуха эффективность его очистки незначительна.
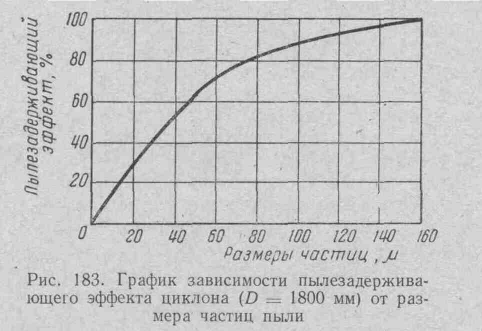
Рисунок 1.2 – График зависимости пылезадерживающего эффекта циклона (D = 1800 мм) от размера частиц пыли
С увеличением скорости воздуха при входе в циклон пылезадерживающий эффект повышается. Однако с увеличением скорости увеличивается и сопротивление циклона. Оптимальной скоростью воздуха в циклонах считают 14—18 м/с.
Пылезадерживающий эффект конических циклонов зависит от свойств пыли и от размеров ее частиц.
На графике (рис. 1.2) показана зависимость пылезадерживающего эффекта циклона от размера частиц пыли, выделяющейся с отработавшим воздухом пневмотранспортной установки с крупностью частиц менее 50|х и содержанием их в пыли около 35%. Пылезадерживающий эффект при этом составляет 60—65%. Опыт работы хлопкоочистительных заводов показывает, что при очистке циклонами отработавшего воздуха с большим содержанием в нем волокнистой массы пылезадерживающий эффект доходит до 94-97%. Это объясняется тем, что пыль с воздухом по внутренней поверхности наружного конуса опускается, а вблизи пылевого патрубка воздушный поток изменяет направление. В момент изменения направления движения воздушного потока происходит захват воздухом мелких частиц пыли и вынос их из циклона в атмосферу.
Нормальная эксплуатация циклонов обеспечивает при переработке хлопка-сырца низких сортов очистку воздуха после конденсеров линтеров до 76 мг/м3 при пылезадерживающем эффекте 95—97%. При очистке воздуха после конденсеров джинов достигается такой же пылезадерживающий эффект (94-97%). Циклоны, которые обеспыливают воздух после конденсеров джинов, очищают его до санитарной нормы (150 мг/м3), если в хлопке-сырце нет лессовой пыли. Поэтому их широко применяют при обеспыливании отработавшего воздуха, отходящего от конденсеров линтеров, от местных пылеотсосов, от семяочистителей и других устройств, выделяющих волокнистую пыль.
Сопротивление циклонов потоку воздуха при скорости входа его в циклон, равной 14 м/с, составляет 460—650 Н/м2.
Конические циклоны в зависимости от производительности устанавливают одиночно или группами. При групповой установке (более двух циклонов) необходимо, чтобы направление вращения воздуха во всех циклонах было одинаковым.
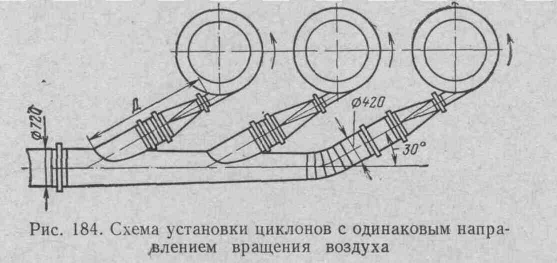
Рисунок 1.3 – Схема установки циклонов с одинаковым направлением вращения воздуха

Рисунок 1.4 – Схема установки циклонов с разным направлением вращения воздуха
Схема установки циклонов с одинаковым направлением вращения воздуха показана на рис. 1.3, а с разным - на рис. 1.4. Когда несколько циклонов подключают к одному источнику запыленного воздуха, необходимо предусмотреть регулировку количества воздуха, поступающего в каждый циклон. Для этого устанавливают заслонки во входном патрубке циклона.
При работе группы циклонов, установленные в одну линию бункера их не обеспечивают отвода осаждающегося сора, поэтому сор направляют в герметически закрытый винтовой шнек, который транспортирует сорные примеси к месту их скопления.
Для улавливания запыленных частиц после пневмотранспортных систем и из системы аспирации технологических машин применяют двухсекционную многоциклонную установку.
Двухступенчатая шестициклонная установка. Такую установку применяют для очистки воздуха, отходящего от системы пневмотранспорта хлопка-сырца перед выпуском его в атмосферу.
Двухступенчатая шестициклонная воздухоочистительная система (рис. 1.5) для очистки воздуха, отходящего от систем пневмотранспорта хлопка-сырца, состоит из двух ступеней: в первой установлены два циклона диаметром 1500 мм, а во второй - четыре циклона диаметром 1000 мм. Запыленный воздух подается к циклонам первой ступени 1 со скоростью 16—18 м/с, здесь осаждается вся основная волокнистая масса и грубодисперсная пыль. Далее воздух через трубопровод 2 отсасывается из циклонов первой ступени вентилятором 3 и подается к циклонам второй ступени 4 через беззабойные рукава 5.
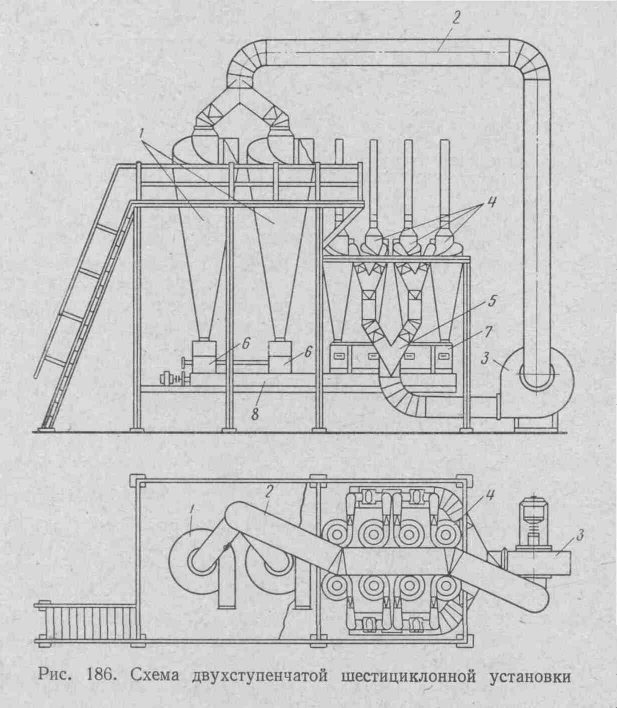
Рисунок 1.5 – Схема двухступенчатой шестициклонной установки
Далее воздух через трубопровод 2 отсасывается из циклонов первой ступени вентилятором 3 и подается к циклонам второй ступени 4 через беззабойные рукава 5.
Циклоны герметизированы вакуум-клапаном 6, который соединяется с циклоном через переходник 7, предназначенный для осмотра внутренней полости циклона и очистки в случае забивания пылью.
Выброс пыли осуществляется через шнек 8, откуда она поступает в общий пневмотранспорт и транспортируется к соронакопительному устройству. Общий пылезадерживающий эффект системы 90-95%.
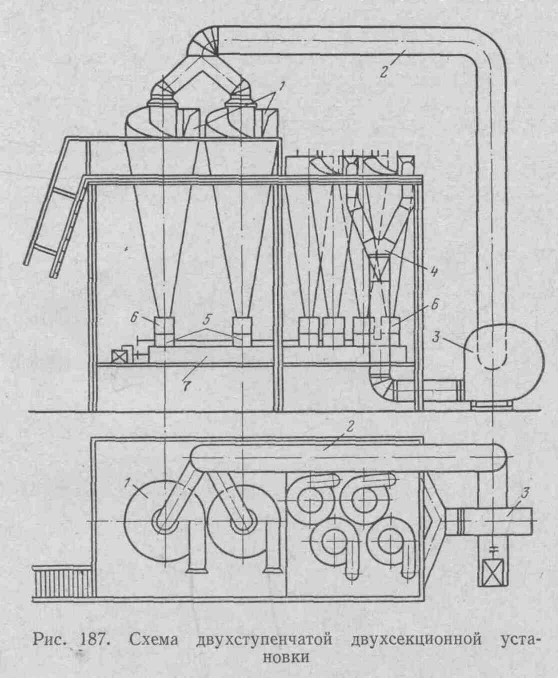
Рисунок 1.6 – Схема двухступенчатой двухсекционной установки
Двухступенчатая двухсекционная установка. Двухступенчатую двухсекционную установку применяют для очистки запыленного воздуха, отходящего от системы аспирации технологических машин хлопкоочистительного завода.
Установка (рис. 1.6) для очистки запыленного воздуха от системы аспирации очистительных и других технологических машин и джинно-линтерного цеха состоит из двух ступеней.
Впервой ступени установлены два циклона большой производительности, вторая ступень состоит из четырех циклонов меньшей производительности.
Запыленный воздух поступает в циклон 1 со скоростью 14-18 м/с, здесь осаждается вся волокнистая масса и крупнодисперсная пыль. Очищенный воздух через трубопровод 2 отсасывается из циклонов 1 вентилятором 3 и через беззабойные тройники 4 передается к циклонам второй ступени аналогичного устройства.
Циклоны первой ступени герметизированы вакуум-клапаном 5, соединенным с переходником 6, предназначенным для осмотра внутренней плоскости циклона и очистки в случае забивания пылью. Пылевыгрузочные отверстия циклонов герметизированы переходниками, являющимися общими для четырех циклонов. Очищенный воздух из четырех циклонов второй ступени через выхлопные трубы выбрасывается в атмосферу. Аэродинамический режим циклонов регулируется с помощью шиберов, отвод пыли и сорных примесей осуществляется общим шнеком 7, откуда они поступают в общий пневмосоропровод и транспортируются к соронакопительному устройству.
Фильтрация основана на прохождении очищаемого газа через различные фильтрующие ткани (хлопок, шерсть, химические волокна, стекловолокно и др.) или через другие фильтрующие материалы (керамика, металлокерамика, пористые перегородки из пластмассы и др.). Наиболее часто для фильтрации применяют специально изготовленные волокнистые материалы — стекловолокно, шерсть или хлопок с асбестом, асбоцеллюлозу. В зависимости от фильтрующего материала различают тканевые фильтры (в том числе рукавные), волокнистые, из зернистых материалов (керамика, металлокерамика, пористые пластмассы). Тканевые фильтры, чаще всего рукавные, применяются при температуре очищаемого газа не выше 60-65°С. В зависимости от гранулометрического состава пылей и начальной запыленности степень очистки составляет 85-99%. Гидравлическое сопротивление фильтра Р около 1000 Па; расход энергии
1 кВт*ч на 1000 м3 очищаемого газа. Для непрерывной очистки ткани продувают воздушными струями, которые создаются различными устройствами – соплами, расположенными против каждого рукава, движущимися наружными продувочными кольцами и др. Сейчас применяют автоматическое управление рукавными фильтрами с продувкой их импульсами сжатого воздуха.
Фильтрация – весьма распространенный прием тонкой очистки газов. Ее преимущества – сравнительная низкая стоимость оборудования (за исключением металлокерамических фильтров) и высокая эффективность тонкой очистки. Недостатки фильтрации высокое гидравлическое сопротивление и быстрое забивание фильтрующего материала пылью.
Мокрая очистка газов от аэрозолей основана на промывке газа жидкостью (обычной водой) при возможно более развитой поверхности контакта жидкости с частицами аэрозоля и возможно более интенсивном перемешивании очищаемого газа с жидкостью. Этот универсальный метод очистки газов от частиц пыли, дыма и тумана любых размеров является наиболее распространенным приемом заключительной стадии механической очистки, в особенности для газов, подлежащих охлаждению. В аппаратах мокрой очистки применяют различные приемы развития поверхности соприкосновения жидкости и газа.
Башни с насадкой (насадочные скрубберы) отличаются простотой конструкции и эксплуатации, устойчивостью в работе, малым гидравлическим сопротивлением (Р=300800 Па) и сравнительно малым расходом энергии. В насадочном скруббере возможна очистка газов с начальной запыленностью до 5-6 г/м3. Эффективность одной ступени очистки для пылей с d > 5 мкм не превышает 70-80%. Насадка быстро забивается пылью, особенно при высокой начальной запыленности.
Орошаемые циклоны (центробежные скрубберы) применяют для очистки больших объемов газа. Они имеют сравнительно небольшое гидравлическое сопротивление – 400-850 Па. Для частиц размером 2-5 мкм степень очистки составляет
50%. Центробежные скрубберы высокопроизводительны благодаря большой скорости газа; во входном патрубке
Федеральное агентство по образованию
Волгоградский государственный архитектурно-строительный университет
Кафедра водоснабжения и водоотведения
Пояснительная записка
к дипломному проекту на тему
Снижение степени загрязнения окружающей среды отходами переработки хлопка
Студент
Николаенко
Ирина
Александровна
Специальность 330200
Группа ИЗОС-2-2000
Руководитель
Дипломного проекта
Москвичева
Елена
Викторовна
Волгоград 2005
СОДЕРЖАНИЕ
Введение
1. Охрана окружающей среды
1.1 Особенности хлопковой пыли
1.2 Очистка запыленного воздуха
1.3 Методы очистки газов от механических примесей
2. Технологическая часть
2.1 Технологический процесс производства
2.2 Экологические аспекты очистки сточных вод
2.2.1 Характеристика сточных вод хлопчатобумажного комбината
2.2.2 Расчет ПДС загрязнений производственных сточных вод
2.2.3 Определение концентраций загрязнений смешанного стока
2.2.4 Очистка сточных вод хлопчатобумажного комбината
2.3 Очистка запыленного хлопком воздуха
2.3.1 Местный отсос пыли
2.3.2 Процесс обеспыливания воздуха на хлопкоперерабатывающих предприятиях
2.4 Получение гидроизоляционного кровельного материала из отходов переработки хлопка
2.5 Оценка экологичности технологического процесса
Заключение
Литература
Введение
На хлопкоперерабатывающих заводах перерабатывают ежегодные урожаи хлопка-сырца, получая хлопковое волокно, хлопковый линт, посевные и технические семена. Хлопкоперерабатывающие заводы организуют и осуществляют приемку, централизованную сушку, очистку хлопка-сырца, джинирование-отделение волокна от семян, очистку и линтерование хлопковых семян, очистку волокна от сорных и других примесей, обработку волокнистых отходов, прессование волокна, линта и волокнистых отходов в кипы, а также химическую обработку.
Заводы оснащены специальным технологическим оборудованием (сушильные агрегаты, очистительные машины для хлопка-сырца, джины, линтеры, очистители волокна, линта и хлопковых семян, сепараторы, конденсеры и др.), средствами механизации для внутрицехового и межцехового транспорта хлопка-сырца и готовой продукции (пневмотранспортные установки, винтовые и ленточные конвейеры, элеваторы и др.), машинами для переработки волокнистых отходов и гидропрессовыми установками для прессования волокна, линта и волокнистых отходов.
0бщий комплекс работ превращения хлопка-сырца в готовую продукцию называется технологическим процессом первичной обработки хлопка и включает следующие процессы: сушку и очистку хлопка-сырца в сушильно-очистительном цехе хлопкозаготовительного пункта; подсушку и очистку хлопка-сырца от мелкого и крупного сора в очистительном цехе хлопкоперерабатывающего завода; джинирование и волокноочистку, линтерование хлопковых семян и линтоочистку; переработку волокнистых отходов; упаковку волокна, линта и волокнистых отходов в кипы в главном корпусе завода.
При осуществлении технологического процесса первичной обработки хлопка-сырца должны быть обеспечены сохранение природных физико-механических свойств хлопкового волокна и семян и выпуск их в соответствии с Государственными стандартами и без потерь. Решающим фактором в выполнении этой задачи является правильное построение процесса первичной обработки хлопка-сырца.
Технологическим процессом предусматривается использование комплекса машин, установленных по определенным схемам, и работа их согласно строго установленным режимам в зависимости от состояния и качества исходного хлопка-сырца и вырабатываемой продукции.
В зависимости от характеристики исходного материала первичная обработка его на хлопкоперерабатывающем заводе осуществляется по регламентированной схеме технологического процесса, разработанной на основе опыта передовых предприятий, а также результатов научно-исследовательских работ, направленных на улучшение и развитие техники и технологии производства.
Регламентированный технологический процесс первичной обработки хлопка предназначен для обеспечения правильной организации производства, начиная от приемки, комплектования, хранения хлопка и кончая переработкой и выпуском продукции, отвечающей требованиям Государственных стандартов.
Основным показателем совершенства технологического процесса является общий очистительный эффект, который достигается в результате эффективной обработки хлопка на всех машинах, включенных в цепь работающего технологического оборудования.
В технологическом процессе первичной обработки хлопка, кроме основной продукции — хлопкового волокна, получают большое количество волокнистых отходов (улюк волокнистый, волокно хлопковое регенерированное, пух хлопковый), из которых в результате переработки извлекают волокнистые материалы, пригодные в качестве сырья для другой промышленности.
Производство переработки хлопка является вредным для окружающей среды. В дипломном проекте предлагается использовать отходы переработки хлопка для получения кровельной мастики.
На Камышенском ХБК вывозятся на полигон 250-300 т/год хлопкоотходов, представляющих собой ценный компонент природного происхождения. Продукты деструкции хлопка безвредны для окружающей среды. Отходы хлопка, которые образуются в результате очистки воздуха производственных помещений целесообразно использовать для получения различных материалов. Изложенный материал подтверждает актуальность и целесообразность данного дипломного проекта, цель которого заключается в снижении антропогенного воздействия на окружающую среду отходов переработки хлопка и дальнейшего их использования.
1. ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
Мероприятия по охране окружающей среды направлены на рациональное использование природных ресурсов, предупреждение вредного влияния результатов хозяйственной деятельности общества на природу и здоровье человека.
При решении задач снижения загрязнений природной среды главным является создание и внедрение безотходных технологических процессов, экономичных методов очистки промышленных и бытовых сточных вод, воздуха и твердых отходов, переход в промышленном производстве на маловодные технологические процессы и замкнутое водопотребление.
Технологический процесс первичной обработки хлопка сопровождается значительным выделением пыли из технологических и транспортирующих машин в производственные помещения и атмосферу. Оседая, пыль загрязняет производственные помещения и территорию завода, создает неблагоприятные условия для работы людей и оборудования. Норма запыленности воздуха в производственных помещениях хлопкоочистительного завода - не более 10 мг/м3, а отработавшего воздуха, выбрасываемого в атмосферу,- 150 мг/м3. Для создания нормальных санитарно-гигиенических условий производится обеспыливание производственных помещений и отдельных пылевыделяющих установок. Перед выбросом отработавшего запыленного воздуха в атмосферу его также очищают от пыли.
1.1 Особенности хлопковой пыли
Пыль, выделяющаяся из хлопка-сырца, состоит из органической и минеральной фракций. Органическая фракция представляет собой раздробленные частицы куста или коробочек хлопчатника и массу мелких коротких волокон.
Минеральная фракция пыли состоит из земли, песка и других посторонних примесей, которые попадают в хлопок-сырец во время уборки урожая и в период его транспортировки и хранения.
В начале технологического процесса, при транспортировке и очистке хлопка-сырца от сорных примесей, из него в основном выделяется и загрязняет воздух минеральная пыль, а в конце технологического процесса, особенно при линтеровании и трамбовании, выделяется пыль органического происхождения.
В отработавшем воздухе системы пневматического транспорта хлопка-сырца пыль содержит от 10 до 20% органических и 80—90% минеральных частиц. В конце технологического процесса у линтеров при выбросе отработавшего воздуха из конденсеров содержание органической фракции пыли доходит до 80—90%.
Запыленность воздуха, отходящего от технологического оборудования в производственных цехах, зависит от сорта, влажности и засоренности хлопка-сырца; при переработке хлопка-сырца низких сортов выделение пыли наиболее интенсивна. В табл. 1.1 приводится примерный состав пыли, выделяющейся с воздухом при пневматической транспортировке хлопка-сырца (III сорт ручного сбора, разновидности 108-Ф, кондиционной влажности и засоренности от 1,3 до 3,5%).
Таблица 1.1 - Дисперсный состав пыли
| Крупность частиц μ | 0-50 | 50-70 | 70-90 | 90-160 | 160-190 | 190-250 | 250-500 | 500-1000 | 1000 и более |
| Содержание в пыли частиц данной крупности,% | 3 | 12 | 9 | 5 | 4 | 11 | 12 | 9 | 3 |
Данные о количестве и запыленности отработавшего воздуха, выделяемого основным технологическим оборудованием, приведены в табл.1.2
Таблица1.2- Количество и запыленность воздуха, выделяемого от основного технологического оборудования
| Оборудование | Количество воздуха, выбрасываемого в атмосферу, м3/с | Запыленность воздуха, мг/м3 |
| Вентилятор пневмотранспортной установки | 4,5-7 | 4000-12000 |
| Батарейный конденсер для 2-х джинов | 3,2 | 500-2000 |
| Батарейный конденсер для 4-х джинов | 6,4 | 500-1500 |
| Конденсер: | | |
| для пяти линтеров | 5,0 | 800-2000 |
| для шести линтеров | 6,0 | 800-2000 |
| для семи линтеров | 7,0 | 800-2000 |
| Пневматический семяочиститель | 1,5 | 300-800 |
1.2 Очистка запыленного воздуха
Запыленный и загрязненный воздух, отсасываемый из пылящих источников, а также воздух, отработавший в пневмотранспортных установках, должен очищаться от пыли до выброса его в атмосферу. Очистка его может быть грубой, средней и тонкой.
При грубой очистке запыленный воздух очищают от пыли размером более 100μ, запыленность воздуха после такой очистки может быть более 150 мг/м3.
При средней очистке выделяют пыль размером от 10μ, и выше, запыленность воздуха после очистки не должна превышать 150 мг/м3. Такой воздух можно выбрасывать в атмосферу.
При тонкой очистке улавливают пыль размером менее 10μ, а остаточная запыленность воздуха не должна превышать 2-3 мг/м3.
1.3 Методы очистки газов от механических примесей
Методы очистки по их основному принципу можно разделить на механическую очистку, электростатическую очистку и очистку с помощью звуковой и ультразвуковой коагуляции.
Механическая очистка газов включает сухие и мокрые методы. К сухим методам относятся:
-
гравитационное осаждение; -
инерционное и центробежное пылеулавливание; -
фильтрация.
В большинстве промышленных газоочистительных установок комбинируется несколько приемов очистки от аэрозолей, причем конструкции очистных аппаратов весьма многочисленны.
Гравитационное осаждение основано на осаждении взвешенных частиц под действием силы тяжести при движении запыленного газа с малой скоростью без изменения направления потока. Процесс проводят в отстойных газоходах и пылеосадительных камерах. Для уменьшения высоты осаждения частиц в осадительных камерах установлено на расстоянии 40–100 мм множество горизонтальных полок, разбивающих газовый поток на плоские струи. Производительность осадительных камер П = SwО, где S — площадь горизонтального сечения камеры, или общая площадь полок, м2; wO — скорость осаждения частиц, м/с. Гравитационное осаждение действенно лишь для крупных частиц диаметром более 50-100 мкм, причем степень очистки составляет не выше 40-50%. Метод пригоден лишь для предварительной, грубой очистки газов.
Инерционное осаждение основано на стремлении взвешенных частиц сохранять первоначальное направление движения при изменении направления газового потока. Среди инерционных аппаратов наиболее часто применяют жалюзийные пылеуловители с большим числом щелей (жалюзи). Газы обеспыливаются, выходя через щели и меняя при этом направление движения, скорость газа на входе в аппарат составляет 10-15 м/с. Гидравлическое сопротивление аппарата 100 - 400 Па (10 - 40 мм вод. ст.). Частицы пыли с d < 20 мкм в жалюзийных аппаратах не улавливаются. Степень очистки в зависимости от дисперсности частиц составляет 20-70%. Инерционный метод можно применять лишь для грубой очистки газа. Помимо малой эффективности недостаток этого метода – быстрое истирание или забивание щелей.
Для очистки запыленного воздуха перед выводом его в атмосферу широко применяют центробежные пылеуловители - циклоны.
Рисунок 1.1 – Устройство конического циклона
Центробежные пылеуловители. В центробежных пылеуловителях- циклонах происходит очистка запыленного воздуха от крупной пыли (размером более 50μ). При вращении воздушного потока внутри циклона развивается центробежная сила, под воздействием которой пылевые частицы отделяются от воздуха и отбрасываются к наружной стенке. В хлопковой промышленности широко используют конические циклоны.
На рис. 1.1 показано устройство конического циклона, который состоит из входного патрубка 1, наружного полого усеченного конуса 2, внутреннего полого усеченного конуса 3, дождевого колпака с рассекателем 4 и пылевого патрубка 5. Запыленный воздух поступает в циклон через входной патрубок по касательной и приобретает вращательное движение. Центробежная сила отжимает частицы пыли к внутренней стенке наружного конуса, по которой они, вращаясь, скатываются к пылевому патрубку и выводятся в атмосферу. Воздушный поток, также вращаясь и теряя скорость, в нижней части переходит во внутренний конус и выходит в атмосферу. В нижней части циклона, в месте перехода наружного воздушного потока во внутренний конус, создается разрежение, которое препятствует выделению пыли. В результате этого разрежения через пылевой патрубок в циклон подсасывается наружный воздух, а вместе с ним может обратно поступать выделенная пыль, которая будет выбрасываться в атмосферу через внутренний усеченный конус вместе с очищенным воздухом.
Для нормальной работы циклона без подсоса наружного воздуха необходимо создать подпор воздуха на выходном отверстии за счет регулировки дождевого колпака, который в некоторой степени может уменьшить разрежение в нижней части циклона. Полное устранение подсоса в циклоне достигается герметизацией пылевого патрубка, а также устройством бункера или шлюзового затвора. Даже незначительный присос воздуха через нижнюю часть циклона резко снижает эффективность задержания пыли. При подсосе 10—15% воздуха эффективность его очистки незначительна.
Рисунок 1.2 – График зависимости пылезадерживающего эффекта циклона (D = 1800 мм) от размера частиц пыли
С увеличением скорости воздуха при входе в циклон пылезадерживающий эффект повышается. Однако с увеличением скорости увеличивается и сопротивление циклона. Оптимальной скоростью воздуха в циклонах считают 14—18 м/с.
Пылезадерживающий эффект конических циклонов зависит от свойств пыли и от размеров ее частиц.
На графике (рис. 1.2) показана зависимость пылезадерживающего эффекта циклона от размера частиц пыли, выделяющейся с отработавшим воздухом пневмотранспортной установки с крупностью частиц менее 50|х и содержанием их в пыли около 35%. Пылезадерживающий эффект при этом составляет 60—65%. Опыт работы хлопкоочистительных заводов показывает, что при очистке циклонами отработавшего воздуха с большим содержанием в нем волокнистой массы пылезадерживающий эффект доходит до 94-97%. Это объясняется тем, что пыль с воздухом по внутренней поверхности наружного конуса опускается, а вблизи пылевого патрубка воздушный поток изменяет направление. В момент изменения направления движения воздушного потока происходит захват воздухом мелких частиц пыли и вынос их из циклона в атмосферу.
Нормальная эксплуатация циклонов обеспечивает при переработке хлопка-сырца низких сортов очистку воздуха после конденсеров линтеров до 76 мг/м3 при пылезадерживающем эффекте 95—97%. При очистке воздуха после конденсеров джинов достигается такой же пылезадерживающий эффект (94-97%). Циклоны, которые обеспыливают воздух после конденсеров джинов, очищают его до санитарной нормы (150 мг/м3), если в хлопке-сырце нет лессовой пыли. Поэтому их широко применяют при обеспыливании отработавшего воздуха, отходящего от конденсеров линтеров, от местных пылеотсосов, от семяочистителей и других устройств, выделяющих волокнистую пыль.
Сопротивление циклонов потоку воздуха при скорости входа его в циклон, равной 14 м/с, составляет 460—650 Н/м2.
Конические циклоны в зависимости от производительности устанавливают одиночно или группами. При групповой установке (более двух циклонов) необходимо, чтобы направление вращения воздуха во всех циклонах было одинаковым.
Рисунок 1.3 – Схема установки циклонов с одинаковым направлением вращения воздуха
Рисунок 1.4 – Схема установки циклонов с разным направлением вращения воздуха
Схема установки циклонов с одинаковым направлением вращения воздуха показана на рис. 1.3, а с разным - на рис. 1.4. Когда несколько циклонов подключают к одному источнику запыленного воздуха, необходимо предусмотреть регулировку количества воздуха, поступающего в каждый циклон. Для этого устанавливают заслонки во входном патрубке циклона.
При работе группы циклонов, установленные в одну линию бункера их не обеспечивают отвода осаждающегося сора, поэтому сор направляют в герметически закрытый винтовой шнек, который транспортирует сорные примеси к месту их скопления.
Для улавливания запыленных частиц после пневмотранспортных систем и из системы аспирации технологических машин применяют двухсекционную многоциклонную установку.
Двухступенчатая шестициклонная установка. Такую установку применяют для очистки воздуха, отходящего от системы пневмотранспорта хлопка-сырца перед выпуском его в атмосферу.
Двухступенчатая шестициклонная воздухоочистительная система (рис. 1.5) для очистки воздуха, отходящего от систем пневмотранспорта хлопка-сырца, состоит из двух ступеней: в первой установлены два циклона диаметром 1500 мм, а во второй - четыре циклона диаметром 1000 мм. Запыленный воздух подается к циклонам первой ступени 1 со скоростью 16—18 м/с, здесь осаждается вся основная волокнистая масса и грубодисперсная пыль. Далее воздух через трубопровод 2 отсасывается из циклонов первой ступени вентилятором 3 и подается к циклонам второй ступени 4 через беззабойные рукава 5.
Рисунок 1.5 – Схема двухступенчатой шестициклонной установки
Далее воздух через трубопровод 2 отсасывается из циклонов первой ступени вентилятором 3 и подается к циклонам второй ступени 4 через беззабойные рукава 5.
Циклоны герметизированы вакуум-клапаном 6, который соединяется с циклоном через переходник 7, предназначенный для осмотра внутренней полости циклона и очистки в случае забивания пылью.
Выброс пыли осуществляется через шнек 8, откуда она поступает в общий пневмотранспорт и транспортируется к соронакопительному устройству. Общий пылезадерживающий эффект системы 90-95%.
Рисунок 1.6 – Схема двухступенчатой двухсекционной установки
Двухступенчатая двухсекционная установка. Двухступенчатую двухсекционную установку применяют для очистки запыленного воздуха, отходящего от системы аспирации технологических машин хлопкоочистительного завода.
Установка (рис. 1.6) для очистки запыленного воздуха от системы аспирации очистительных и других технологических машин и джинно-линтерного цеха состоит из двух ступеней.
Впервой ступени установлены два циклона большой производительности, вторая ступень состоит из четырех циклонов меньшей производительности.
Запыленный воздух поступает в циклон 1 со скоростью 14-18 м/с, здесь осаждается вся волокнистая масса и крупнодисперсная пыль. Очищенный воздух через трубопровод 2 отсасывается из циклонов 1 вентилятором 3 и через беззабойные тройники 4 передается к циклонам второй ступени аналогичного устройства.
Циклоны первой ступени герметизированы вакуум-клапаном 5, соединенным с переходником 6, предназначенным для осмотра внутренней плоскости циклона и очистки в случае забивания пылью. Пылевыгрузочные отверстия циклонов герметизированы переходниками, являющимися общими для четырех циклонов. Очищенный воздух из четырех циклонов второй ступени через выхлопные трубы выбрасывается в атмосферу. Аэродинамический режим циклонов регулируется с помощью шиберов, отвод пыли и сорных примесей осуществляется общим шнеком 7, откуда они поступают в общий пневмосоропровод и транспортируются к соронакопительному устройству.
Фильтрация основана на прохождении очищаемого газа через различные фильтрующие ткани (хлопок, шерсть, химические волокна, стекловолокно и др.) или через другие фильтрующие материалы (керамика, металлокерамика, пористые перегородки из пластмассы и др.). Наиболее часто для фильтрации применяют специально изготовленные волокнистые материалы — стекловолокно, шерсть или хлопок с асбестом, асбоцеллюлозу. В зависимости от фильтрующего материала различают тканевые фильтры (в том числе рукавные), волокнистые, из зернистых материалов (керамика, металлокерамика, пористые пластмассы). Тканевые фильтры, чаще всего рукавные, применяются при температуре очищаемого газа не выше 60-65°С. В зависимости от гранулометрического состава пылей и начальной запыленности степень очистки составляет 85-99%. Гидравлическое сопротивление фильтра Р около 1000 Па; расход энергии
г=1820 м/с, а в сечении скруббера г = 45 м/с.
Пенные аппараты применяют для очистки газа от аэрозолей полидисперсного состава. Интенсивный пенный режим создается на полках аппарата при линейной скорости газа в его полном сечении 1-4 м/с. Пенные газоочистители обладают высокой производительностью по газу и сравнительно небольшим гидравлическим сопротивлением (Р одной полки около 600 Па). Для частиц с диаметром d >5 мкм эффективность их улавливания на одной полке аппарата 90-99%; при d < 5 мкм = 7590%. Для повышения устанавливают двух- и трехполочные аппараты.
Скрубберы Вентури (см. рис. 1.7) — высокоинтенсивные газоочистительные аппараты, но работающие с большим расходом энергии. Скорость газа в сужении трубы (горловине скруббера) составляет 100—200 м/с, а в некоторых установках — до 1200 м/с. При такой скорости очищаемый газ разбивает на мельчайшие капли завесу жидкости, впрыскиваемой по периметру трубы. Это приводит к интенсивному столкновению частиц аэрозоля с каплями и улавливанию частиц под действием сил инерции. Скруббер Вентури — универсальный малогабаритный аппарат, обеспечивающий улавливание тумана на 99—100%, частиц пыли с d = 0,010,35 мкм — на 50–85% и частиц пыли с d = 0,5-2 мкм — на 97%. Для аэрозолей с d = 0,3-10 мкм эффективность улавливания определяется в основном силами инерции и может быть оценена по формуле
 (1.1)
(1.1)где К – константа; L – объем жидкости, подаваемой в газ, дм3/м3;
– инерционный параметр, отнесенный к скорости газа в горловине
при
90% является однозначной функцией перепада давления в скруббере.
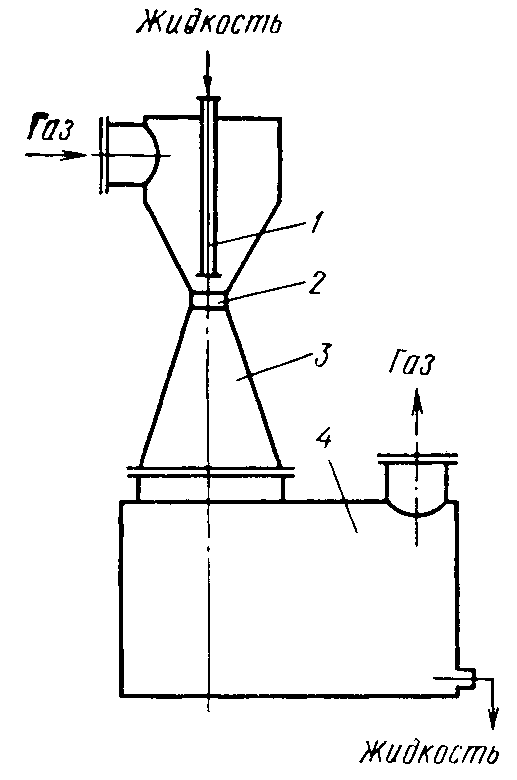
Рисунок 1.7 – Реактор полного смешения- скруббер Вентури:
1- сопло; 2- горловина; 3- камера смешения; 4- разделительная камера.
Главный дефект скруббера Вентури — большой расход энергии по преодолению высокого гидравлического сопротивления, которое в зависимости от скорости газа в горловине может составлять 0,002-0,013 МПа. Помимо того, аппарат не отличается надежностью в эксплуатации, управление им сложное.
Основной недостаток всех методов мокрой очистки газов от аэрозолей — это образование больших объемов жидких отходов (шлама). Таким образом, если не предусмотрены замкнутая система водооборота и утилизация всех компонентов шлама, то мокрые способы газоочистки по существу только переносят загрязнители из газовых выбросов в сточные воды, т. е. из атмосферы в водоемы.
Электростатическая очистка газов служит универсальным средством, пригодным для любых аэрозолей, включая туманы кислот, и при любых размерах частиц. Метод основан на ионизации и зарядке частиц аэрозоля при прохождении газа через электрическое поле высокого напряжения, создаваемое коронирующими электродами. Осаждение частиц происходит на заземленных осадительных электродах. Промышленные электрофильтры состоят из ряда заземленных пластин или труб, через которые пропускается очищаемый газ. Между осадительными электродами подвешены проволочные коронирующие электроды, к которым подводится напряжение 25–100 кВ. Теоретическое выражение для степени улавливания аэрозолей в трубчатых электрофильтрах имеет вид
 (1.2)
(1.2) (1.3)
(1.3)где и – скорость дрейфа частиц к электроду; l — длина электрода; r — радиус осадительного электрода; г — скорость очищаемого газа.
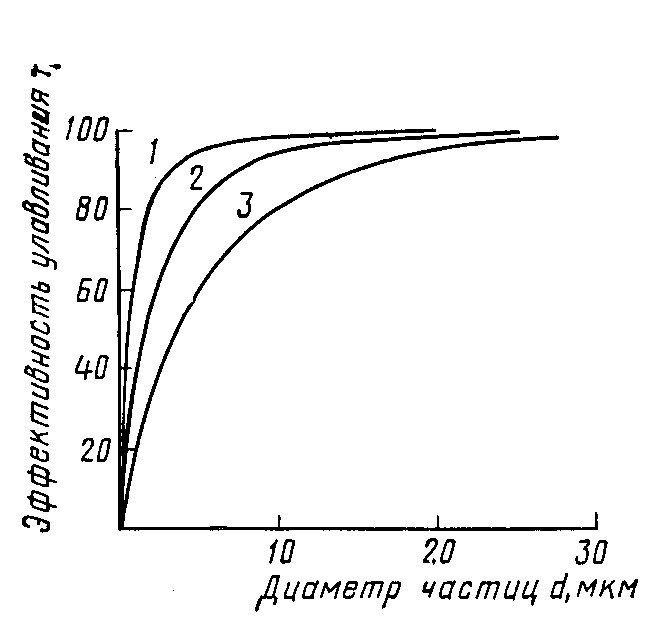
Рисунок 1.8 – Кривые зависимости степени улавливания пыли в электрофильтре от размеров частиц: 1-pEE0=160; 2 - pEE0=80; 3 - pEE0=40.
На рис. 1.8 приведены идеальные кривые зависимости степени улавливания аэрозолей в электрофильтре от размеров частиц. Кривые на этом рисунке отвечают разным значениям произведения рЕЕО , где р — коэффициент, для непроводящих частиц р = 1,52, для проводящих частиц р=3; Е — напряженность электрического поля; eО – критическое значение напряженности поля. Фактическая зависимость степени улавливания аэрозолей от диаметра частиц d для промышленных электрофильтров определяется экспериментально. Очистка осложнена прилипанием частиц к электроду, аномальным (пониженным) сопротивлением слоя пыли на электродах и др.
При очистке от пыли сухих газов электрофильтры могут работать в широком диапазоне температур (от 20 до 500 °С) и давлений. Их гидравлическое сопротивление невелико – 100-150 Па. Степень очистки от аэрозолей – выше 90, достигая 99,9% на многопольных электрофильтрах при d > 1 мкм. Недостаток этого метода – большие затраты средств на сооружение и содержание очистных установок и значительный расход энергии на создание электрического поля. Расход электроэнергии на электростатическую очистку – 0,1-0,5 кВт на 1000 м3 очищаемого газа.
Звуковая и ультразвуковая коагуляция
, а также предварительная электризация пока мало применяются в промышленности и находятся в основном в стадии разработки. Они основаны на укрупнении аэрозольных частиц, облегчающем их улавливание традиционными методами. Аппаратура звуковой коагуляции состоит из генератора звука, коагуляционной камеры и осадителя. Звуковые и ультразвуковые методы применимы для агрегирования мелкодисперсных аэрозольных частиц (тумана серной кислоты, сажи) перед их улавливанием другими методами. Начальная концентрация частиц аэрозоля для звуковой коагуляции должна быть не менее 2 г/м3 (для частиц d = l10 мкм).
Коагуляцию аэрозолей методом предварительной электризации производят, например, пропусканием газа через электризационную камеру с коронирующими электродами, где происходит зарядка и коагуляция частиц, а затем через мокрый газоочиститель, в котором газожидкостный слой служит осадительным электродом (рис. 1.9). Осадительным электродом может служить пенный слой в пенных аппаратах, слой газожидкостной эмульсии в насадочных скрубберах и других мокрых газопромывателях, в которых решетки или другие соответствующие детали должны быть заземлены.
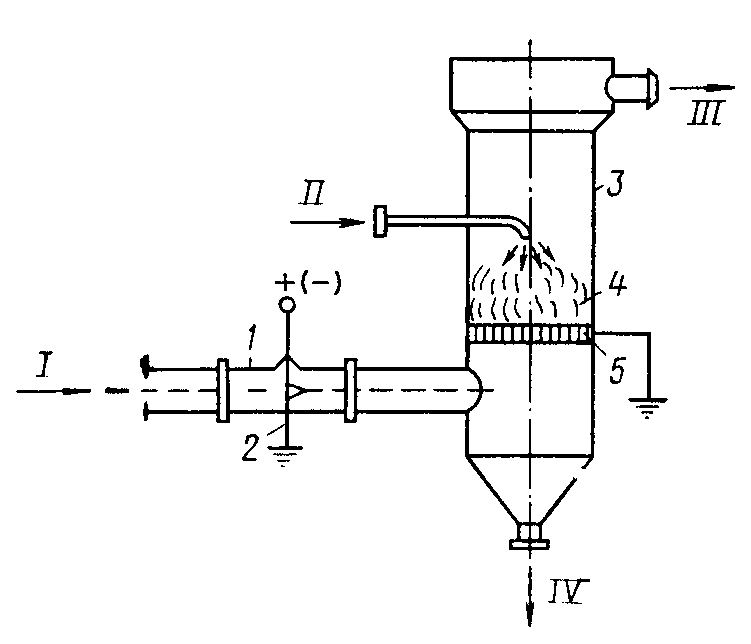
Рисунок – 1.9 –Схема мокрого пылеулавливания с предварительной электризацией: 1 – камера электризации; 2 – коронирующий электрод; 3- пенный аппарат; 4 – газожидкостный (пенный) слой; 5- заземленная решетка; / - очищаемый газ; // - вода; /// - очищенный газ; /V- слив шлама.
2. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
2.1 Технологический процесс производства
Выпускаемая продукция Камышенской фабрики: товарная пряжа и суровая ткань.
Хлопок поступает на хлопковый склад с хлопкоочистительных заводов по железнодорожным путям в туго спрессованных кипах массой 180-200 кг. Со склада поступает на сортировочно-трепальный участок, где спрессованные пласты хлопка, подвергаясь растаскиванию и ударному воздействию игл, планок бил, делятся на отдельные клочки, одновременно очищаясь от крупных сорных примесей и пороков. Все разрыхлительно - трепальные машины объединены в один агрегат с пневматической передачей волокна из машины в машину. Автоматические устройства обеспечивают равномерность потока волокна.
Сущность процессов разрыхления и смешивания
Хлопковое волокно, поступающее на фабрику спрессованным в кипы, содержит сорные примеси, пороки, которые необходимо из него выделить, чтобы получить чистую пряжу. Поэтому на первых же стадиях обработки хлопкового волокна его подвергают интенсивному разрыхлению. Сущность процесса разрыхления заключается в уменьшении плотности хлопка и разделении его на мелкие клочки. Цель процесса разрыхления - создание лучших условий для очистки волокнистой массы от сорных примесей и пороков и хорошего перемешивания всех компонентов смеси.
На современных разрыхлительно-трепальных агрегатах процессы разрыхления и очистки объединены и являются начальной стадией обработки хлопка. Разделение хлопка на клочки вначале достигается расщипыванием грубыми иглами на машинах с игольчатыми решетками, а затем ударным воздействием рабочих органов машины с одновременной очисткой. Расщипывание хлопка осуществляется за счет захвата его двумя игольчатыми решетками, движущимися в разные стороны или в одну с разной скоростью, в результате чего клочки растаскиваются, и размер их уменьшается. Одновременно с уменьшением размеров клочков ослабляется связь между волокном и сорными примесями, часть которых выпадает.
Выделяющиеся при разрыхлении сорные примеси проваливаются через щели специальных колосниковых решеток, а пыль отсасывается через сетчатые барабаны с помощью вентиляторов.
Разрыхлительные агрегаты.
В последние годы требования к очистке и разрыхлению повысились, т.к. пневмопрядильные машины могут хорошо работать только при достаточной очистке волокна. Рассмотрим схему поточной линии кипа - лента.
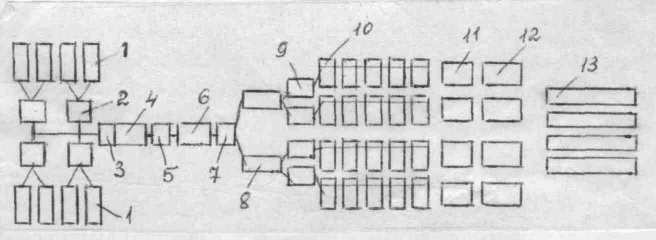
Рисунок 2.1 – Схема поточной линии кипа – лента
Агрегат состоит из 8 кипных рыхлителей РКА-2Х (1), на которые с помощью автопогрузчика устанавливаются распакованные кипы хлопка. Рыхлители производят первичное разрыхление и очистку волокна. Перемешивание хлопкового волокна из 2-х рыхлителей происходит в дозирующем бункере ДБ-1 (2), здесь же осуществляются дальнейшее разрыхление и очистка. Далее тягой воздуха волокно попадает в питатель -смеситель П-5 (3), где перемешивается волокно, поступающее со всех РКА-2Х, и создается резерв для питания последующих машин: наклонного очистителя ОН-6-3 (4), осевого чистителя ЧО (5), второго наклонного очистителя ОН-6-4 (6) с конденсером, рыхлителя горизонтального Р (7). Эти машины предназначены для разрыхления и очистки волокна от сора. Распределитель РВП-2 (распределитель волокна пневматический) направляет хлопок в бункеры двух трепальных машин ТБ-3 (8), а затем он попадает в бункеры резервных питателей чесальных машин ПРЧ-1. С одной трепальной машины ТБ-3 хлопок поступает на 2 питателя ПРЧ-1 (9). Каждый из питателей через распределитель РПЧ-5 (распределитель пневматический чесальных машин) питает хлопковым волокном 4-5 чесальных машин ЧМД-4 (10). Далее 6 лент складываются и вытягиваются на ленточной машине ЛА-54-500 (11) с авторегулятором ровноты ленты. Лента в тазах диаметром 500 мм подается на второй переход ленточных машин Л2-50-220 (12). Здесь лента укладывается в тазы диаметром 220 мм и вместимостью 7 кг, предназначенные для питания пневмомеханических прядильных машин БД-200 (13).
Очищающая способность такого разрыхлительно-трепального агрегата достигает 70-75%. Под очищающей способностью понимается количество угаров, пороков и сорных примесей (в процентах от начального содержания этих пороков в волокне), удаляемое из хлопкового волокна в результате разрыхления и очистки.
Вырабатываемая чесальная лента укладывается в тазы диаметром 400 мм и вместимостью до 15 кг. От кипы до чесальных машин поток не прерывается, процесс осуществляется в один переход.
При обработке хлопкового волокна на машинах разрыхлительно-трепального агрегата выделяются угары, которые состоят из сорных примесей, короткого волокна и пуха.
На поточных линиях удаление угаров и опыленного воздуха производится пневмотранспортом. На всех машинах разрыхлительно-трепального агрегата имеются вентиляторы, которые направляют запыленный воздух в пылеочищающее устройство: фильтр ФТ-1М. Этот фильтр состоит из медленно вращающегося сетчатого барабана, заключенного в спиралеобразный металлический кожух. Пыльный воздух вместе с волокном поступает по трубе к барабану и образует на нем ватку толщину которой регулируют, изменяя скорость вращения барабана. Очищенный воздух проходит внутрь сетчатого барабана и через его торцы выходит из фильтра. Данный фильтр используют на первой ступени очистки.
До 25% сорных примесей и пороков остается в хлопковом волокне, поступающем на чесальные машины. Причем эти сорные примеси и пороки находятся как на поверхности, так и внутри хлопкового волокна. Для удаления их необходимо разъединить волокна. Поэтому назначение процесса чесания, осуществляемого чесальной машиной, заключается в следующем:
- разделение клочков на отдельные волокна;
- удаление сорных примесей и пороков волокна, частичное удаление короткого волокна;
- значительное утонение слоя волокна (примерно в 100 раз);
- формирование ленты и укладка ее в таз.
В процессе чесания выделяются от 4 до 8% угаров. В угарах помимо короткого волокна, пороков и сорных примесей содержатся и длинные волокна, которые можно использовать в прядении.
На ленточных машинах осуществляются следующие процессы:
- вытягивание в вытяжных приборах для утонения ленты, распрямления и параллелизации волокон;
- автоматическое регулирование толщины продукта.
На ленточных машинах выделяются угары в виде пуха и подмети; количество угаров не превышает 0,3-0,5%.
Следующий этап - прядение, приготовление пряжи из ленты на прядильных пневмомеханических машинах. На прядильных машинах продукт утоняется до занятой линейной плотности, происходит скручивание волокон для придания продукту необходимой прочности и его наматывания на гильзы и патроны.
Подготовка пряжи к ткачеству.
По назначению вся потребляемая пряжа может быть разделена на основную и уточную пряжу.
Пряжа, поступающая из прядильного производства, проходит ряд подготовительных процессов.
Основную пряжу в початках перематывают в мотальном отделе на мотальных машинах на мотальные паковки, удобные для последующего процесса - снования. В процессе перематывания из пряжи удаляют прядильные пороки шишки, утолщения.
Далее пряжа направляется на снование. В процессе снования на сновальных машинах на паковку - сновальный вал навивается определенное число нитей установленной длины.
Затем основную пряжу подвергают шлихтованию. В процессе шлихтования пряжу пропитывают специальным клеящим составом, называемым шлихтой, в результате чего нити основы становятся более прочными, гладкими и стойкими к истирающим воздействиям. Одновременно, при шлихтовании нити с нескольких сновательных валов объединяют и навивают на ткацкий навой.
На пневмомеханических прядильных машинах осуществляются следующие операции:
- питание лентой;
- разделение непрерывного потока на отдельные волокна дискретизация;
- сгущение и выравнивание волокнистого потока;
- кручение со свободным концом;
- наматывание пряжи.
На прядильных машинах выделяются угары, которые все возвращаются на переработку, кроме подмети грязной в количестве 0,05-0,08%.
На ткацком станке вырыбатывается ткань определенного переплетения, плотности и ширины.
В ткацком цехе основной вид отхода - подметь грязная.
В ткацком цехе на станках вырабатывается ткань путем перекрещивания основных и уточных нитей. Это суровая ткань, которая поступает в приемно-контрольный участок, где ткань перемеривается и разбраковывается.
Затем ткань пакуют в кипы и отправляют потребителю.
2.2 Экологические аспекты очистки сточных вод
2.2.1 Характеристика сточных вод хлопчатобумажного комбината
В состав хлопчатобумажного комбината входят прядильные, ткацкие и отделочные производства.
На хлопчатобумажном комбинате вода расходуется на технологические нужды в отделочных фабриках, в шлихтовальных отделах ткацких фабрик, а также в цехах крашения и мерсеризации; на расходку аппаратов при ведении процесса под давлением и при температурах, превышающих 1000 С; на нужды вентиляции, доувлажнения воздуха в цехах, испарение в кондиционерах и вентиляционных камерах, промывку поддонов кондиционеров; на нужды котельной, подпитку систем кондиционирования воздуха и охлаждение оборудования, на собственные нужды станций водоподготовки и др.
2.2.2 Расчёт ПДС загрязнений производственных сточных вод
С целью достижения величины ПДС, обеспечения надёжной работы городских очистных сооружений и сетей канализации были разработаны "Условия приёма сточных вод промышленных предприятий в городскую канализационную сеть", которые определяют порядок пользования промышленных предприятий услугами городского канализации, регламентируют допустимые величины показателей состава сточных вод, поступающих в городскую канализацию и затем на городские очистные сооружения.
В водоотводящие сети населённых мест могут быть приняты производственные сточные воды, которые не вызывают нарушения в работе водоотводящих сетей и сооружений, обеспечивают безопасность их эксплуатации и могут вместе со сточными водами населённых пунктов в соответствии с требованиями "Правил охраны поверхностных вод от загрязнения сточными водами".
Сброс производственных сточных вод в городские канализационные сети населённых мест должен осуществляться самостоятельными выпусками с обязательным устройством смотрового колодца, размещаемого за пределами предприятия.
Промышленные предприятия несут ответственность за нарушение установленных правил приёма, повлёкшие сброс в водные объекты недостаточно очищенных сточных вод, а также аварии или несчастные случаи из-за сброса производственных сточных вод, реагентов и других материалов, используемых в технологическом процессе промышленного комплекса.
К производственным сточным водам предприятий, сбрасываемых в городскую канализационную сеть города Камышина и направляемых на городские очистные сооружения, предъявляются следующие требования (см. табл. 2.1)
ПДС и сброс загрязнений от предприятия рассчитываются по формуле:
ПДС=Q*ПДК кг/сут (2.1)
М=Q*Сik кг/сут (2.2)
где Q- объем сточных вод, сбрасываемых предприятием, м3/сут;
Сik- концетрация i-того вещества в сточных водах предприятия, мг/л.
Рассчитаем ПДС загрязнений для хлопкоперерабатывающего предприятия, где наблюдается повышение ПДК по отдельным показателям.
Таблица 2.1 - Предельно допустимые концентрации загрязнений производственных сточных вод.
№
Вещество
ПДК,
мг/л
1
Взвешенные вещества
143,0
2
Сухой остаток
541,0
3
БПКполн
254,5
4
ХПК
381,75
5
Азот аммонийный
19,0
6
Хлориды (Cl-)
300,0
7
Сульфаты (SO42-)
100,0
8
Фосфаты
0,8
9
Нефтепродукты
1,2
10
Жиры
10,9
11
СПАВ
45,7
12
Железо (Feобщ)
1,45
13
Медь (Cu2+)
0,098
14
Цинк (Zn2+)
0,33
15
Никель (Ni+)
0,01
2.2.3 Определение концентраций загрязнений смешанного стока
Определение концентраций загрязнений общего потока сточных вод от промышленных предприятий.
Все рассмотренные сточные воды от предприятия с нижеприведёнными показателями загрязнений поступают в городскую сеть водоотведения, в результате чего в общем потоке от всех производств на городские очистные сооружения поступает следующее количество загрязнений
 , мг/л (2.3)
, мг/л (2.3)
где Сi - концентрация i-го вещества, поступающего в общем потоке сточных вод от промышленных предприятий на городские очистные сооружения, мг/л;
Сnik – концентрация i-го вещества в сточных водах предприятия, мг/л;
Qnik - сточных вод, сбрасываемых предприятием, м3/сут;
∑Qnik - суммарный объём сточных вод, поступающих от всех предприятий города, м3/сут.
Определение концентраций загрязнений бытовых сточных вод
По норме загрязнений и норме водоотведения рассчитываем концентрацию бытовых сточных вод по отдельным показателям, по формуле:
 , мг/л (2.4)
, мг/л (2.4)
где Сб.с.в. – концентрация загрязнений, мг/л;
а – норма загрязнений, г/чел. сут;
n – норма водоотведения, л/чел. сут.
Результаты расчёта сводим в таблицу 2.2 .
Таблица 2.2– Результаты расчета концентраций загрязнений бытовых сточных вод
2. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
2.1 Технологический процесс производства
Выпускаемая продукция Камышенской фабрики: товарная пряжа и суровая ткань.
Хлопок поступает на хлопковый склад с хлопкоочистительных заводов по железнодорожным путям в туго спрессованных кипах массой 180-200 кг. Со склада поступает на сортировочно-трепальный участок, где спрессованные пласты хлопка, подвергаясь растаскиванию и ударному воздействию игл, планок бил, делятся на отдельные клочки, одновременно очищаясь от крупных сорных примесей и пороков. Все разрыхлительно - трепальные машины объединены в один агрегат с пневматической передачей волокна из машины в машину. Автоматические устройства обеспечивают равномерность потока волокна.
Сущность процессов разрыхления и смешивания
Хлопковое волокно, поступающее на фабрику спрессованным в кипы, содержит сорные примеси, пороки, которые необходимо из него выделить, чтобы получить чистую пряжу. Поэтому на первых же стадиях обработки хлопкового волокна его подвергают интенсивному разрыхлению. Сущность процесса разрыхления заключается в уменьшении плотности хлопка и разделении его на мелкие клочки. Цель процесса разрыхления - создание лучших условий для очистки волокнистой массы от сорных примесей и пороков и хорошего перемешивания всех компонентов смеси.
На современных разрыхлительно-трепальных агрегатах процессы разрыхления и очистки объединены и являются начальной стадией обработки хлопка. Разделение хлопка на клочки вначале достигается расщипыванием грубыми иглами на машинах с игольчатыми решетками, а затем ударным воздействием рабочих органов машины с одновременной очисткой. Расщипывание хлопка осуществляется за счет захвата его двумя игольчатыми решетками, движущимися в разные стороны или в одну с разной скоростью, в результате чего клочки растаскиваются, и размер их уменьшается. Одновременно с уменьшением размеров клочков ослабляется связь между волокном и сорными примесями, часть которых выпадает.
Выделяющиеся при разрыхлении сорные примеси проваливаются через щели специальных колосниковых решеток, а пыль отсасывается через сетчатые барабаны с помощью вентиляторов.
Разрыхлительные агрегаты.
В последние годы требования к очистке и разрыхлению повысились, т.к. пневмопрядильные машины могут хорошо работать только при достаточной очистке волокна. Рассмотрим схему поточной линии кипа - лента.
Рисунок 2.1 – Схема поточной линии кипа – лента
Агрегат состоит из 8 кипных рыхлителей РКА-2Х (1), на которые с помощью автопогрузчика устанавливаются распакованные кипы хлопка. Рыхлители производят первичное разрыхление и очистку волокна. Перемешивание хлопкового волокна из 2-х рыхлителей происходит в дозирующем бункере ДБ-1 (2), здесь же осуществляются дальнейшее разрыхление и очистка. Далее тягой воздуха волокно попадает в питатель -смеситель П-5 (3), где перемешивается волокно, поступающее со всех РКА-2Х, и создается резерв для питания последующих машин: наклонного очистителя ОН-6-3 (4), осевого чистителя ЧО (5), второго наклонного очистителя ОН-6-4 (6) с конденсером, рыхлителя горизонтального Р (7). Эти машины предназначены для разрыхления и очистки волокна от сора. Распределитель РВП-2 (распределитель волокна пневматический) направляет хлопок в бункеры двух трепальных машин ТБ-3 (8), а затем он попадает в бункеры резервных питателей чесальных машин ПРЧ-1. С одной трепальной машины ТБ-3 хлопок поступает на 2 питателя ПРЧ-1 (9). Каждый из питателей через распределитель РПЧ-5 (распределитель пневматический чесальных машин) питает хлопковым волокном 4-5 чесальных машин ЧМД-4 (10). Далее 6 лент складываются и вытягиваются на ленточной машине ЛА-54-500 (11) с авторегулятором ровноты ленты. Лента в тазах диаметром 500 мм подается на второй переход ленточных машин Л2-50-220 (12). Здесь лента укладывается в тазы диаметром 220 мм и вместимостью 7 кг, предназначенные для питания пневмомеханических прядильных машин БД-200 (13).
Очищающая способность такого разрыхлительно-трепального агрегата достигает 70-75%. Под очищающей способностью понимается количество угаров, пороков и сорных примесей (в процентах от начального содержания этих пороков в волокне), удаляемое из хлопкового волокна в результате разрыхления и очистки.
Вырабатываемая чесальная лента укладывается в тазы диаметром 400 мм и вместимостью до 15 кг. От кипы до чесальных машин поток не прерывается, процесс осуществляется в один переход.
При обработке хлопкового волокна на машинах разрыхлительно-трепального агрегата выделяются угары, которые состоят из сорных примесей, короткого волокна и пуха.
На поточных линиях удаление угаров и опыленного воздуха производится пневмотранспортом. На всех машинах разрыхлительно-трепального агрегата имеются вентиляторы, которые направляют запыленный воздух в пылеочищающее устройство: фильтр ФТ-1М. Этот фильтр состоит из медленно вращающегося сетчатого барабана, заключенного в спиралеобразный металлический кожух. Пыльный воздух вместе с волокном поступает по трубе к барабану и образует на нем ватку толщину которой регулируют, изменяя скорость вращения барабана. Очищенный воздух проходит внутрь сетчатого барабана и через его торцы выходит из фильтра. Данный фильтр используют на первой ступени очистки.
До 25% сорных примесей и пороков остается в хлопковом волокне, поступающем на чесальные машины. Причем эти сорные примеси и пороки находятся как на поверхности, так и внутри хлопкового волокна. Для удаления их необходимо разъединить волокна. Поэтому назначение процесса чесания, осуществляемого чесальной машиной, заключается в следующем:
- разделение клочков на отдельные волокна;
- удаление сорных примесей и пороков волокна, частичное удаление короткого волокна;
- значительное утонение слоя волокна (примерно в 100 раз);
- формирование ленты и укладка ее в таз.
В процессе чесания выделяются от 4 до 8% угаров. В угарах помимо короткого волокна, пороков и сорных примесей содержатся и длинные волокна, которые можно использовать в прядении.
На ленточных машинах осуществляются следующие процессы:
- вытягивание в вытяжных приборах для утонения ленты, распрямления и параллелизации волокон;
- автоматическое регулирование толщины продукта.
На ленточных машинах выделяются угары в виде пуха и подмети; количество угаров не превышает 0,3-0,5%.
Следующий этап - прядение, приготовление пряжи из ленты на прядильных пневмомеханических машинах. На прядильных машинах продукт утоняется до занятой линейной плотности, происходит скручивание волокон для придания продукту необходимой прочности и его наматывания на гильзы и патроны.
Подготовка пряжи к ткачеству.
По назначению вся потребляемая пряжа может быть разделена на основную и уточную пряжу.
Пряжа, поступающая из прядильного производства, проходит ряд подготовительных процессов.
Основную пряжу в початках перематывают в мотальном отделе на мотальных машинах на мотальные паковки, удобные для последующего процесса - снования. В процессе перематывания из пряжи удаляют прядильные пороки шишки, утолщения.
Далее пряжа направляется на снование. В процессе снования на сновальных машинах на паковку - сновальный вал навивается определенное число нитей установленной длины.
Затем основную пряжу подвергают шлихтованию. В процессе шлихтования пряжу пропитывают специальным клеящим составом, называемым шлихтой, в результате чего нити основы становятся более прочными, гладкими и стойкими к истирающим воздействиям. Одновременно, при шлихтовании нити с нескольких сновательных валов объединяют и навивают на ткацкий навой.
На пневмомеханических прядильных машинах осуществляются следующие операции:
- питание лентой;
- разделение непрерывного потока на отдельные волокна дискретизация;
- сгущение и выравнивание волокнистого потока;
- кручение со свободным концом;
- наматывание пряжи.
На прядильных машинах выделяются угары, которые все возвращаются на переработку, кроме подмети грязной в количестве 0,05-0,08%.
На ткацком станке вырыбатывается ткань определенного переплетения, плотности и ширины.
В ткацком цехе основной вид отхода - подметь грязная.
В ткацком цехе на станках вырабатывается ткань путем перекрещивания основных и уточных нитей. Это суровая ткань, которая поступает в приемно-контрольный участок, где ткань перемеривается и разбраковывается.
Затем ткань пакуют в кипы и отправляют потребителю.
2.2 Экологические аспекты очистки сточных вод
2.2.1 Характеристика сточных вод хлопчатобумажного комбината
В состав хлопчатобумажного комбината входят прядильные, ткацкие и отделочные производства.
На хлопчатобумажном комбинате вода расходуется на технологические нужды в отделочных фабриках, в шлихтовальных отделах ткацких фабрик, а также в цехах крашения и мерсеризации; на расходку аппаратов при ведении процесса под давлением и при температурах, превышающих 1000 С; на нужды вентиляции, доувлажнения воздуха в цехах, испарение в кондиционерах и вентиляционных камерах, промывку поддонов кондиционеров; на нужды котельной, подпитку систем кондиционирования воздуха и охлаждение оборудования, на собственные нужды станций водоподготовки и др.
2.2.2 Расчёт ПДС загрязнений производственных сточных вод
С целью достижения величины ПДС, обеспечения надёжной работы городских очистных сооружений и сетей канализации были разработаны "Условия приёма сточных вод промышленных предприятий в городскую канализационную сеть", которые определяют порядок пользования промышленных предприятий услугами городского канализации, регламентируют допустимые величины показателей состава сточных вод, поступающих в городскую канализацию и затем на городские очистные сооружения.
В водоотводящие сети населённых мест могут быть приняты производственные сточные воды, которые не вызывают нарушения в работе водоотводящих сетей и сооружений, обеспечивают безопасность их эксплуатации и могут вместе со сточными водами населённых пунктов в соответствии с требованиями "Правил охраны поверхностных вод от загрязнения сточными водами".
Сброс производственных сточных вод в городские канализационные сети населённых мест должен осуществляться самостоятельными выпусками с обязательным устройством смотрового колодца, размещаемого за пределами предприятия.
Промышленные предприятия несут ответственность за нарушение установленных правил приёма, повлёкшие сброс в водные объекты недостаточно очищенных сточных вод, а также аварии или несчастные случаи из-за сброса производственных сточных вод, реагентов и других материалов, используемых в технологическом процессе промышленного комплекса.
К производственным сточным водам предприятий, сбрасываемых в городскую канализационную сеть города Камышина и направляемых на городские очистные сооружения, предъявляются следующие требования (см. табл. 2.1)
ПДС и сброс загрязнений от предприятия рассчитываются по формуле:
ПДС=Q*ПДК кг/сут (2.1)
М=Q*Сik кг/сут (2.2)
где Q- объем сточных вод, сбрасываемых предприятием, м3/сут;
Сik- концетрация i-того вещества в сточных водах предприятия, мг/л.
Рассчитаем ПДС загрязнений для хлопкоперерабатывающего предприятия, где наблюдается повышение ПДК по отдельным показателям.
Таблица 2.1 - Предельно допустимые концентрации загрязнений производственных сточных вод.
| № | Вещество | ПДК, мг/л |
| 1 | Взвешенные вещества | 143,0 |
| 2 | Сухой остаток | 541,0 |
| 3 | БПКполн | 254,5 |
| 4 | ХПК | 381,75 |
| 5 | Азот аммонийный | 19,0 |
| 6 | Хлориды (Cl-) | 300,0 |
| 7 | Сульфаты (SO42-) | 100,0 |
| 8 | Фосфаты | 0,8 |
| 9 | Нефтепродукты | 1,2 |
| 10 | Жиры | 10,9 |
| 11 | СПАВ | 45,7 |
| 12 | Железо (Feобщ) | 1,45 |
| 13 | Медь (Cu2+) | 0,098 |
| 14 | Цинк (Zn2+) | 0,33 |
| 15 | Никель (Ni+) | 0,01 |
2.2.3 Определение концентраций загрязнений смешанного стока
Определение концентраций загрязнений общего потока сточных вод от промышленных предприятий.
Все рассмотренные сточные воды от предприятия с нижеприведёнными показателями загрязнений поступают в городскую сеть водоотведения, в результате чего в общем потоке от всех производств на городские очистные сооружения поступает следующее количество загрязнений
, мг/л (2.3)где Сi - концентрация i-го вещества, поступающего в общем потоке сточных вод от промышленных предприятий на городские очистные сооружения, мг/л;
Сnik – концентрация i-го вещества в сточных водах предприятия, мг/л;
Qnik - сточных вод, сбрасываемых предприятием, м3/сут;
∑Qnik - суммарный объём сточных вод, поступающих от всех предприятий города, м3/сут.
Определение концентраций загрязнений бытовых сточных вод
По норме загрязнений и норме водоотведения рассчитываем концентрацию бытовых сточных вод по отдельным показателям, по формуле:
, мг/л (2.4) где Сб.с.в. – концентрация загрязнений, мг/л;
а – норма загрязнений, г/чел. сут;
n – норма водоотведения, л/чел. сут.
Результаты расчёта сводим в таблицу 2.2 .
Таблица 2.2– Результаты расчета концентраций загрязнений бытовых сточных вод
| Показатели | Норма загрязнений а, г/чел.сут | Норма водоотведения n, л/чел.сут | Концентрация загрязнения Сб.с.в., мг/л |
| 1 | 2 | 3 | 4 |
| Взвешенные вещества | 65 | 350 | 185,71 |
| БПК | 75 | 350 | 214,26 |
| Азот аммонийный | 8 | 350 | 22,86 |
| Фосфаты (Р2О5) | 3,3 | 350 | 9,43 |
| 1 | 2 | 3 | 4 |
| Фосфаты (Р2О5) | 2,2 | 350 | 7,7 |
| Фосфаты от м. веществ | 1,6 | 350 | 4,57 |
| Хлориды | 9 | 350 | 25,71 |
| ПАВ | 2,5 | 350 | 7,14 |
| Фосфор (Р2) | 1,44 | 350 | 4,71 |