Файл: Отчет по производственной практике по профилю специальности по профессиональному модулю пм 04 Выполнение работ по одной или нескольким профессиям рабочих, должностям служащих.docx
Добавлен: 06.11.2023
Просмотров: 197
Скачиваний: 14
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
кратковременное пользование применяется два вида марок: марки с табельным номером рабочего, которые предназначены для того, чтобы устанавливать, кому из работников были выданы инструменты во временное пользование, и марки с номенклатурным номером инструмента, используемые для определения, какие инструменты выданы работникам. Инструментальные марки с табельным номером работника до получения инструмента из кладовой находятся у работника, а после получения инструмента марки передаются в кладовую.
Инструментальные марки с номенклатурным номером до выдачи инструмента хранятся в соответствующей ячейке стеллажа, а после выдачи инструмента помещаются на соответствующее контрольное устройство.
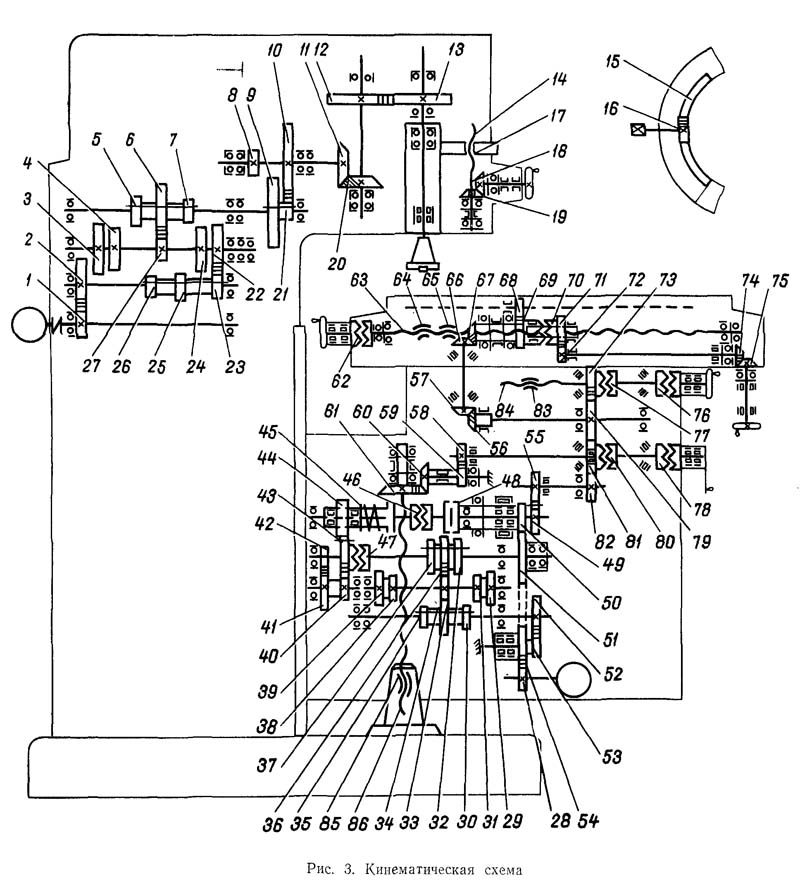
4. Устройство и принцип работы фрезерного станка
 6Р12 вертикальный консольно-фрезерный станок. Назначение, область применения
6Р12 вертикальный консольно-фрезерный станок. Назначение, область примененияКонсольно-фрезерный вертикальный станок 6Р12 предназначен для обработки всевозможных деталей из стали, чугуна, труднообрабатываемых и цветных металлов, главным образом торцовыми и концевыми фрезами. На станках можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, криволинейные поверхности.
Для обработки криволинейных поверхностей станки оснащены специальным копировальным устройством. Обработка криволинейных поверхностей производится по копирам, контур которых ощупывается наконечником электроконтактного датчика перемещения стола.
Технологические возможности станков 6Р12 могут быть расширены с применением делительной головки, поворотного круглого стола и других приспособлений.
Консольно-фрезерные станки 6Р12 предназначены для выполнения различных фрезерных работ в условиях индивидуального и серийного производства.
Техническая характеристика и жесткость станков позволяет полностью использовать возможности быстрорежущего и твердосплавного инструмента.
Настройка станка на различные полуавтоматические и автоматические циклы позволяет организовать многостаночное обслуживание.
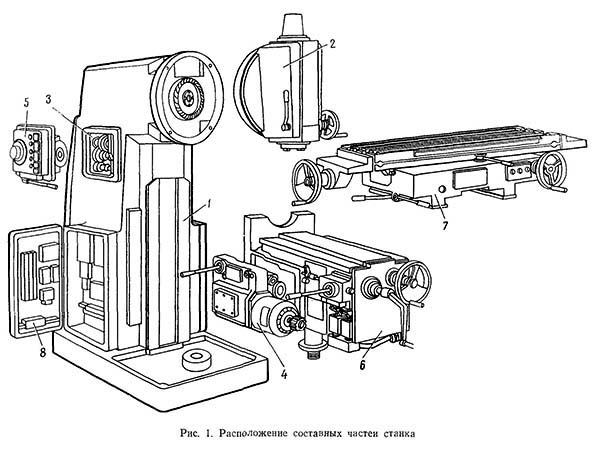
 Перечень составных частей консольно-фрезерного станка 6Р12
Перечень составных частей консольно-фрезерного станка 6Р12
-
Станина - 6Р12-1 -
Поворотная головка - 6Р12-31 -
Коробка скоростей - 6М12П-3 -
Коробка подач - 6Р82-4 -
Коробка переключения - 6Р82-5 -
Консоль - 6Р12-6 -
Стол и салазки - 6Р82Г-7 -
Электрооборудование - 6Р12-8
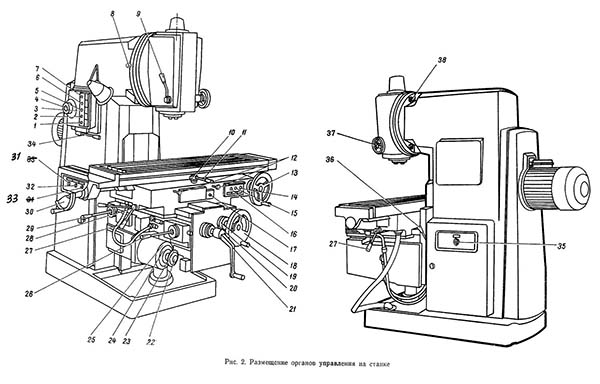
Принцип работы и особенности конструкции станка
Консольно-фрезерный станок с вертикальным пинольным шпинделем имеет крестово перемещающийся в горизонтальной плоскости стол, который смонтирован на вертикально перемещающейся по направляющим стойки консоли.
Станок 6Р12 отличается от станка 6Р13 установленной мощностью двигателей главного движения и подач, размерами рабочей поверхности стола и величинами перемещения стола. Быстроходные станки 6Р12Б имеют, в отличие от станков 6Р12, повышенный диапазон чисел оборотов шпинделя и подач стола и повышенную мощность двигателя главного движения.
Для обработки криволинейных поверхностей станок оснащен специальным копировальным устройством. Обработка криволинейных поверхностей производится по копирам, контур которых ощупывается наконечником электроконтактного датчика перемещения стола.
СОЖ подается двигателем центробежного вертикального насоса по трубопроводам через сопло к инструменту.
Поворотная шпиндельная головка станков оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола. Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
Станки применяются в единичном и серийном производстве.
Класс точности станков Н по ГОСТ 8—77.

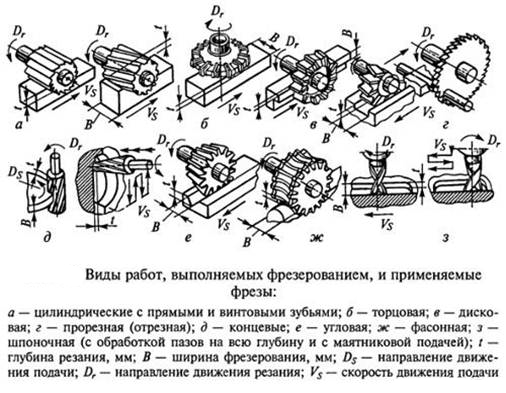
 5. Работы выполняемые на фрезерных станках
5. Работы выполняемые на фрезерных станкахФрезерные станки применяются при операциях обработки различных поверхностей многолезвийным инструментом (фрезой) с получением точности размеров, соответствующей 6-10 квалитету. Шероховатость обработки — Ra 1.25...20.
Фрезерование горизонтальных, вертикальных и наклонных поверхностей
Производится на станках с горизонтальным и вертикальным расположением вала шпинделя, а также на широкоуниверсальных станках с поворотной шпиндельной головкой. На вертикальном обрабатывающем центре возможно выполнение операций с обработкой перемещения по трем, четырем и пяти осям одновременно.
При обработке наклонных плоскостей как основном виде фрезерных работ применяют фрезы с заточкой режущих кромок под определенным углом, либо используют стандартный инструмент и выполняют работы на станках с поворотной шпиндельной бабкой или наклоняют заготовку при помощи оснастки.
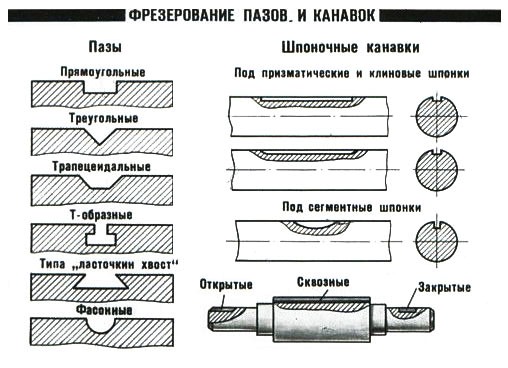
Фрезерование уступов, пазов всех видов — прямоугольных, т-образных, «ласточкиного хвоста», шпоночных канавок
Эти виды работ на фрезерных станках, выполняемые с помощью различных фрез (пазовых, концевых, т-образных, радиусных и т.п.), считаются одними из самых распространенных. Лезвия ножей инструмента расположены таким образом, что при фрезеровании на горизонтальных, вертикальных, универсальных станках обеспечивают получение требуемой конфигурации детали.
 Фрезерование фасонных, комбинированных поверхностей
Фрезерование фасонных, комбинированных поверхностейФасонные поверхности, выполняемые при работе на фрезерном станке по металлу:
-
с помощью фасонных и комбинированных фрез; -
при использовании приспособлений и поворотных столов; -
путем заданного взаимного перемещения обрабатываемой детали и шпинделя станка (продольно-фрезерные с ЧПУ); -
с помощью фрезерной обработки по копиру (копировально-фрезерные станки).
Отрезные работы
Разделение крупных заготовок осуществляется на фрезерно-отрезном оборудовании дисковыми пилами. Разделение заготовок небольшой высоты возможно на обычном станке при помощи пальчиковой фрезы, является более ресурсозатратным процессом.
Резьбофрезерные работы
Винтовые поверхности формируют концевыми (пальцевыми), дисковыми или гребенчатыми фрезами на зубофрезерных станках и обрабатывающих центрах ЧПУ.
Зубофрезерные и шлицефрезерные операции
Обработка прямозубых, косозубых, червячных, конических, цилиндрических колес и шестерен, фрезерование шлицевых валов и пр., выполняемые на зубофрезерных, шлицефрезерных и универсальных станках, проводится с помощью пазовых, фасонных и модульных (червячных или дисковых) фрез.
Сверление, растачивание, нарезание резьбы
Это также основной вид фрезерных работ, востребованных на производстве. Для сокращения времени на переустановку заготовки данные операции реализуются на том же станке, где производилось фрезерование. Применяется как специнструмент, так и стандартные сверла, метчики, зенкера, устанавливаемые в шпиндель станка с помощью оправок и цанговых патронов (координатно-расточные, сверлильно-фрезерные станки).
 Фрезерные операции могут производиться двумя способами:
Фрезерные операции могут производиться двумя способами:-
Попутное фрезерование. Вектор подачи детали совпадает с направлением вращения фрезерного инструмента. -
Встречное фрезерование. Направление вращения фрезы и подачи обрабатываемой детали противоположны.
По точности размеров и качеству получаемых поверхностей
Для предварительной обработки заготовки используют черновое фрезерование. Ему характерны более высокая мощность и глубина резания, шероховатость получаемой поверхности — Ra 6.3...20. Требуется оборудование большой жесткости и мощности. При вращении на относительно небольших оборотах, фреза с напайками или сменными пластинами снимает большую толщину металла.
Чистовое фрезерование дает более точный квалитет размеров (6-7) и более высокую чистоту поверхности — Ra 1,25…1,6. Снимаемый слой металла при чистовых фрезерных операциях — минимальный, скорость резания — высокая.
И чистовое, и черновое фрезерование — операции, выполняемые на одном или разных станках. Получистовая обработка — это комбинация двух видов обработки, обычно различным инструментом.
Точность результата всех видов фрезерных работ зависит не только от режимов обработки, но и от параметров и технических характеристик самого фрезерного станка (станки нормальной точности и прецизионные фрезерные станки), от применяемого инструмента и от правильности базирования и перемещения детали.
Список использованных источников
-
Копылов, Ю. Р. Технология машиностроения : учебное пособие для спо / Ю. Р. Копылов. — Санкт-Петербург : Лань, 2021. — 252 с. — ISBN 978-5-8114-6703-7. — Текст : электронный // Лань : электронно-библиотечная система. — URL: https://e.lanbook.com/book/151683 (дата обращения: 19.05.2021). — Режим доступа: для авториз. пользователей. Гуреева М.А. Экономика машиностроения: учебник для студентов СПО – М: Академия, 2010. – 240 с. -
Антимонов, А. М. Основы технологии машиностроения : учебник / А. М. Антимонов. — 2-е изд., стер. — Москва : ФЛИНТА, 2020. — 176 с. — ISBN 978-5-9765-4163-4. — Текст : электронный // Лань : электронно-библиотечная система. — URL: https://e.lanbook.com/book/143717 (дата обращения: 19.05.2021). — Режим доступа: для авториз. пользователей. -
Технологическая оснастка : учебное пособие / В. Г. Мальцев, А. П. Моргунов, Н. С. Морозова, Р. Л. Артюх. — Омск : ОмГТУ, 2019. — 134 с. — ISBN 978-5-8149-2951-8. — Текст : электронный // Лань : электронно-библиотечная система. — URL: https://e.lanbook.com/book/149158 (дата обращения: 19.05.2021). — Режим доступа: для авториз. пользователей. Ильянков А.И. Основные термины, понятия и определения в технологии машиностроения: учебное пособие для студентов СПО. - М: Академия, 2012. - 288 с. -
Блюменштейн, В. Ю. Проектирование технологической оснастки : учебное пособие для спо / В. Ю. Блюменштейн, А. А. Клепцов. — Санкт-Петербург : Лань, 2021. — 220 с. — ISBN 978-5-8114-6913-0. — Текст : электронный // Лань : электронно-библиотечная система. — URL: https://e.lanbook.com/book/153669 (дата обращения: 19.05.2021). — Режим доступа: для авториз. пользователей. -
Сысоев, С. К. Технология машиностроения. Проектирование технологических процессов : учебное пособие / С. К. Сысоев, А. С. Сысоев, В. А. Левко. — 2-е изд., стер. — Санкт-Петербург : Лань, 2021. — 352 с. — ISBN 978-5-8114-1140-5. — Текст : электронный // Лань : электронно-библиотечная система. — URL: https://e.lanbook.com/book/168901 (дата обращения: 19.05.2021). — Режим доступа: для авториз. пользователей. -
Теория и практика профессиональной коммуникации на русском языке : учебное пособие / составители О. С. Гаврилова, И. В. Желябова. — Ставрополь : СКФУ, 2017. — 118 с. — Текст : электронный // Лань : электронно-библиотечная система. — URL: https://e.lanbook.com/book/155651 (дата обращения: 19.05.2021). — Режим доступа: для авториз. пользователей. -
http://www.ic-tm.ru/ – издательский центр «Технология машиностроения», доступны журналы «Технология машиностроения». -
http://www.i-mash.ru/ – специализированный информационно-аналитический интернет ресурс, посвященный машиностроению. Доступны для скачивания ГОСТы.