Файл: Системы автоматического регулирования проплавления при дуговой сварке.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 07.11.2023
Просмотров: 57
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Системы автоматического регулирования проплавления при дуговой сварке.
Рассмотрим систему подобного регулирования на базе автомата АДС-1000-2. Сигнал в виде светового потока, характеризующею h, воспринимается датчиком Д. В блоке измерения преобразования БНП он сопоставляется контрольным, эталонным сигналом (уставкой). Контрольный сигнал представляет собой настраиваемый световой поток контрольной лампочки. Разностный световой поток в тех или иных фоточувствительных элементах вызывает пропорциональную ЭДС. Реже (и менее точно) сопоставляют не световые потоки, а вырабатываемое ими ЭДС.Сигнал рассогласования после усиления в виде напряжения на выходе усилителя У воздействует на рабочий поток генератора Г в виде дополнительного магнитного потока Фh в отдельной корректирующей обмотке. Более просто, но с меньшей точностью и _______________ усиления напряжения подается сопротивления Rh, включенные последовательно в рабочую цепь, где индуктируется поток Фд (пунктурное сопротивление). Знак рассогласования Uрс должен быть таким, чтобы росту h соответствовало бы уменьшение результирующего потока Фh и Vп. При h=hном автомат работает в обычном режиме, выполняя функции АРНД. При hном, происходит рост Vп и I до величины, требуемой для получения hном. В отличие от нормальной системы АРНД скорость подачи зависит не только от Uд, Uз, но и от Uрс, а именно:
 ;
;
САР рассматриваем как систему с переменной уставкой Uу=(Uз+Uрс): статическая характеристика имеет переменную
 ;
;
С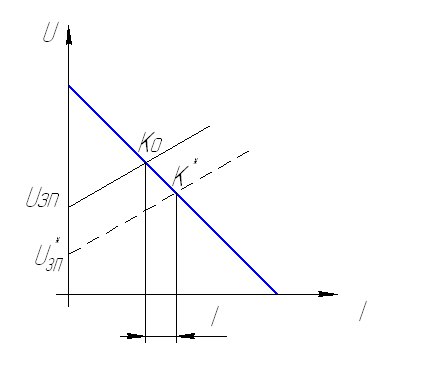 нижение h вызовет снижение Uрс, Uy, а так же Uзп до Uзп, рабочий режим сместится из точки Ko в точку K, т.е. ток возрастёт на ΔI.
нижение h вызовет снижение Uрс, Uy, а так же Uзп до Uзп, рабочий режим сместится из точки Ko в точку K, т.е. ток возрастёт на ΔI.
На рисунке показана реакция системы на уменьшение h, происшедшие, например, в связи с уменьшением зазора в стыке.
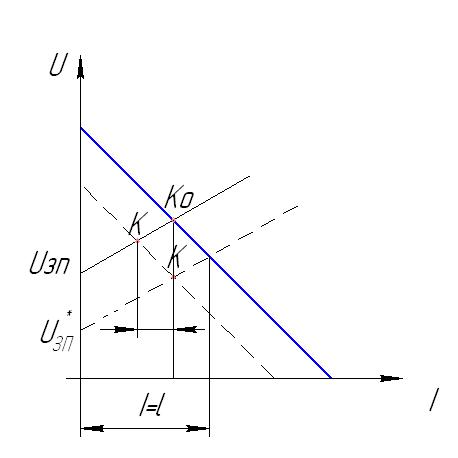
Если Δh возникло вследствие то система сработает как своеобразныйстабилизатор тока: Действием –ΔUрс характеристика смкстится вниз с одновременным переходом промежуточной рабочей точки с К’ в K” и ликвидацией отклонения тока –ΔI.
то система сработает как своеобразныйстабилизатор тока: Действием –ΔUрс характеристика смкстится вниз с одновременным переходом промежуточной рабочей точки с К’ в K” и ликвидацией отклонения тока –ΔI.
Известны так же системы на базе АРНД с самонастройкой режима по току с воздействием на установку, т.е. ___ Uз.
Изменяя ток за счёт Vп, можно реализовать систему стабилизации h в автоматах системы АРДС, имеющих в приводе подачи проволоки двигатель постоянного тока. Для этого достаточно в цепи питания этого двигателя включить обратные связи по глубине проплавления.
В системе АРНД, как известно так можно плавно и гибко регулировать со стороны источника питания. Для стабилизации h необходимо включить обратную связь, воздействующую, например, на цепь возбуждения сварочного генератора и его Uo.
В системах стабилизации h подобного типа для аргонодуговой сварки используются автоматические регуляторы нагрева типов АРТМ-2МИ (на 200-500°С) и АРТМ-2МВ (на 600-1200°С). От пятна в корневой части шва датчик расположен на расстоянии ≈400мм и защищен от брызг и вспышек света фильтром. Для повышения динамических свойств всей системы (для подавления колебательности) введена обратная гибкая связь по напряжению дуги и по сварочному току. Диаметр _________ 20мм. Датчик принимает усреднённый световой поток от всего пятна, т.е.его интегральное излучение.
Система в несколько раз уменьшает отношение Δh, возникающее при возмущениях ΔVcв, ΔI и др. Время отработки находится в пределах 1-3сек. Широкие возможности построения рабочих систем представляют современные выпрямители на тиристорах, с дросселями насыщения и др.

-
Принцип действия и свойства систем.
-
Некоторые типовые САР глубины провара.ъ
Рассмотрим систему подобного регулирования на базе автомата АДС-1000-2. Сигнал в виде светового потока, характеризующею h, воспринимается датчиком Д. В блоке измерения преобразования БНП он сопоставляется контрольным, эталонным сигналом (уставкой). Контрольный сигнал представляет собой настраиваемый световой поток контрольной лампочки. Разностный световой поток в тех или иных фоточувствительных элементах вызывает пропорциональную ЭДС. Реже (и менее точно) сопоставляют не световые потоки, а вырабатываемое ими ЭДС.Сигнал рассогласования после усиления в виде напряжения на выходе усилителя У воздействует на рабочий поток генератора Г в виде дополнительного магнитного потока Фh в отдельной корректирующей обмотке. Более просто, но с меньшей точностью и _______________ усиления напряжения подается сопротивления Rh, включенные последовательно в рабочую цепь, где индуктируется поток Фд (пунктурное сопротивление). Знак рассогласования Uрс должен быть таким, чтобы росту h соответствовало бы уменьшение результирующего потока Фh и Vп. При h=hном автомат работает в обычном режиме, выполняя функции АРНД. При h
;САР рассматриваем как систему с переменной уставкой Uу=(Uз+Uрс): статическая характеристика имеет переменную
;С
нижение h вызовет снижение Uрс, Uy, а так же Uзп до Uзп, рабочий режим сместится из точки Ko в точку K, т.е. ток возрастёт на ΔI.На рисунке показана реакция системы на уменьшение h, происшедшие, например, в связи с уменьшением зазора в стыке.
Если Δh возникло вследствие
то система сработает как своеобразныйстабилизатор тока: Действием –ΔUрс характеристика смкстится вниз с одновременным переходом промежуточной рабочей точки с К’ в K” и ликвидацией отклонения тока –ΔI.Известны так же системы на базе АРНД с самонастройкой режима по току с воздействием на установку, т.е. ___ Uз.
Изменяя ток за счёт Vп, можно реализовать систему стабилизации h в автоматах системы АРДС, имеющих в приводе подачи проволоки двигатель постоянного тока. Для этого достаточно в цепи питания этого двигателя включить обратные связи по глубине проплавления.
В системе АРНД, как известно так можно плавно и гибко регулировать со стороны источника питания. Для стабилизации h необходимо включить обратную связь, воздействующую, например, на цепь возбуждения сварочного генератора и его Uo.
В системах стабилизации h подобного типа для аргонодуговой сварки используются автоматические регуляторы нагрева типов АРТМ-2МИ (на 200-500°С) и АРТМ-2МВ (на 600-1200°С). От пятна в корневой части шва датчик расположен на расстоянии ≈400мм и защищен от брызг и вспышек света фильтром. Для повышения динамических свойств всей системы (для подавления колебательности) введена обратная гибкая связь по напряжению дуги и по сварочному току. Диаметр _________ 20мм. Датчик принимает усреднённый световой поток от всего пятна, т.е.его интегральное излучение.
Система в несколько раз уменьшает отношение Δh, возникающее при возмущениях ΔVcв, ΔI и др. Время отработки находится в пределах 1-3сек. Широкие возможности построения рабочих систем представляют современные выпрямители на тиристорах, с дросселями насыщения и др.