Файл: Печи и установки индукционного и диэлектрического нагрева. Типы и виды печей.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 07.11.2023
Просмотров: 61
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
ПЕЧИ И УСТАНОВКИ ИНДУКЦИОННОГО И ДИЭЛЕКТРИЧЕСКОГО НАГРЕВА.
ТИПЫ И ВИДЫ ПЕЧЕЙ.
Установки индукционного и диэлектрического нагрева. Общие сведения.
Принцип действия установок индукционного и диэлектрического нагрева основан на физических эффектах преобразования электромагнитной энергии в теплоту в проводящих и диэлектрических материалах, отличающихся значениями удельного электрического сопротивления сопротивления ρ (соответственно ρ < 1×10-2 Ом×м и ρ > 1×108 Ом×м). Математически процесс нагрева материалов в электромагнитном поле описывается уравнениями Максвелла, при этом для проводников учитывают только ток проводимости (током смещения пренебрегают), а для диэлектриков – только ток смещения.
Решение уравнений Максвелла позволяет получать математическое описание процессов индукционного и диэлектрического нагрева и рассчитывать электрические и энергетические характеристики установок.
Эти характеристики определяются как параметрами электромагнитного поля: значениями напряжённостей магнитного Н и электрического Е полей и частоты f, так формой и параметрами нагреваемого изделия: геометрическими размерами и электрофизическими свойствами (удельным электрическим сопротивлением ρ и относительной магнитной проницаемостью μ; относительной диэлектрической проницаемостью ε и тангенсом угла диэлектрических потерь tgδ).
Следует отметить, что электрофизические свойства материалов (как проводников, так и диэлектриков) в общем случае зависят от параметров электромагнитного поля.
Преимущества и область применения индукционного нагрева
Преимущества:
1. Передача электрической энергии непосредственно в нагреваемое тело позволяет осуществить прямой нагрев проводниковых материалов. При этом повышается скорость нагрева по сравнению с установками косвенного действия, в которых изделие нагревается только с поверхности.
2. Передача электрической энергии непосредственно в нагреваемое тело не требует контактных устройств. Это удобно в условиях автоматизированного поточного производства, при использовании вакуумных и защитных средств.
3. Благодаря явлению поверхностного эффекта максимальная мощность, выделяется в поверхностном слое нагреваемого изделия. Поэтому индукционный нагрев при закалке обеспечивает быстрый нагрев поверхностного слоя изделия. Это позволяет получить высокую твердость поверхности детали при относительно вязкой середине. Процесс поверхностной индукционной закалки быстрее и экономичнее других методов поверхностного упрочнения изделия.
4. Индукционный нагрев в большинстве случаев позволяет повысить производительность и улучшить условия труда.
Индукционный нагрев широко применяется для:
1. плавки металлов;
2. термической обработки деталей;
3. сквозного нагрева детали либо заготовок перед пластической деформацией (ковка, штамповка, прессовка);
4. пайки и наплавки;
5. сварки металла;
6. химико-термической обработки изделий.
Индукционные печи
Существует две конструктивные группы индукционных печей: тигельная и канальная. Печи этих двух групп могут быть предназначены для плавки металлов и сплавов (плавильные печи), печи для переплава металлов перед разливкой, поддержания постоянных условий при литье (миксер).
. Канальные индукционные печи (с сердечником)
Используются для плавки металлов (медь, цинк, алюминий) и их сплавов. На рис. 1.1 изображена индукционная печь с открытым каналом.
Данная печь представляет собой трансформатор, обычно промышленной частоты (50 Гц). Вторичной обмоткой трансформатора служит виток из расплавленного металла. Металл заключен в кольцевом канале из огнеупора. Основной магнитный поток Ф0 наводит в металле канала ЭДС, ЭДС создает ток, который нагревает металл.
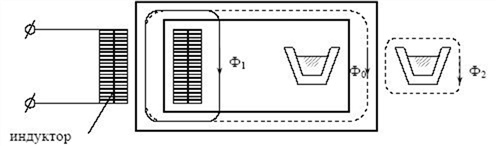
Рис. 1.1. Индукционная печь с открытым каналом
По рис. 1.1 видно, что индукционная печь подобна трансформатору, работающему в режиме короткого замыкания.
Особенности печи по сравнению с трансформатором:
1. совмещение вторичной обмотки с нагрузкой;
2. повышенное рассеяние магнитного потока, обусловленное наличием толстого слоя футеровки между первичной и вторичной обмотками, а также малой высотой вторичной обмотки.
На практике используют печи с закрытым каналом, имеющие большую производительность (рис. 1.2).
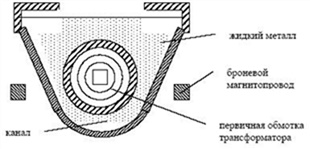
Рис. 1.2. Индукционная печь с закрытым каналом
В индукционной печи с закрытым каналом индуцируется ток и выделяется тепло в самом канале. Садка плавится в результате циркуляции металлов. При этом металл, перегретый в канале, перемещается в шихту, а холодный перемещается из шихты в канал.
Достоинства:
1. простота конструкции;
2. малый угар металла;
3. меньший удельный расход энергии.
Недостатки:
1. необходимо оставлять часть металла в канале для того, чтобы впоследствии запустить печь при последующих плавках. Несливаемая часть металла в канале называется болотом;
2. сложность перехода к плавке других металлов из-за наличия болота;
3. малая стойкость и сложность изготовления подовой футеровки канальной печи, особенно при плавке металлов с высокой температурой плавления;
4. низкий косинус (cos = 0,3–0,6), обусловленный значительным рассеянием.
Элементы конструкции канальных печей
Канальная печь представляет собой футерованную ванну, снабженную одной или несколькими индукционными единицами.
Индукционная единица – совокупность индуктора, магнитопровода и подового камня с плавильными каналами, заключенная в разъемный металлический кожух.
Индукционные единицы могут быть однофазными или трехфазными с каналами квадратного, овального или прямоугольного сечения. Иногда есть два параллельных канала на одну фазу. Индукционные единицы часто выполняют объёмными. При выходе из строя одной единицы её мгновенно заменяют новой, заранее подготовленной без остановки печи.
Индукторы канальных печей выполняют из продольной медной трубки, он имеет водяное охлаждение, канальная часть подового камня охлаждается от вентилятора или от централизованной воздушной системы. Загрузка шихты в печь осуществляется через проем и закрывается футерованной крышкой. Слив металла осуществляется через сливной канал путем наклона печи с помощью механического или гидравлического механизма.
Миксер имеет меньшую мощность по сравнению с плавильной печью. Он приспособлен к загрузке жидким металлом через специальные отверстия и желоба и имеет раздаточную коробку для дозирования жидкого металла.
Особенности работы индукционной печи с сердечником
При нагреве металла индукционным током возникает интенсивное перемешивание металла, в результате появления электродинамических усилий и взаимодействия тока в канале с магнитными потоками.
Основные физические эффекты:
1. Центробежный (моторный). Его появление рассмотрено в печи с открытым каналом:
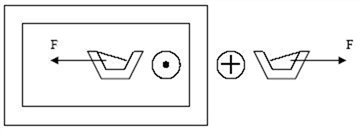
Рис. 2.3.Центробежный эффект
2. Индукционный ток стремится компенсировать вызвавшую его причину, следовательно, большую часть времени токи в индукторе и металле направлены противоположно. Параллельно расположенные и противоположно направленные токи отталкиваются. Действующая на металл результирующая сила F оттесняет металл к наружной стенке канала. Поверхность металла становится наклонной, канал вращается.
3. В индукционной печи с закрытым каналом данный эффект создает напор расплавленного металла в направлении от внутренней стенки канала к наружной. При этом вдоль наружной стенки металл поднимается вверх, а вдоль внутренней – опускается вниз.
4. Сжимающий эффект. Обусловлен значительными токами в жидком металле. При этом взаимное притяжение между различными слоями тока в жидком проводнике может стать настолько большим, что проводник пережмётся и устойчивая работа печи будет нарушена. Действию сжимающего эффекта противостоят силы атмосферного давления на поверхность металла и силы гидростатического давления металла.
5. Эффект вихревых сил. Проявляется в печах с закрытыми каналами, имеющими переменное сечение. В канале осуществляется циркуляция металла в сторону расширения канала.
6. Тепловой эффект. В печах с закрытыми каналами возникают значительные тепловые силы, из-за большой разницы температур в канале и в шахте. Более нагретый металл, имеющий меньшую плотность, поднимается из канала в шахту, а более плотный металл (холодный) опускается из шахты в канал.
Таким образом, интенсивное перемешивание металла позволяет получать в сердечниках металл высокого качества.
Особенности электрооборудования индукционных канальных печей
Индукционные канальные печи питаются от сетей промышленной частоты через трансформаторы. Трансформаторы имеют возможность регулировать напряжение для регулирования мощности печи.
Число основных трансформаторов равно числу индукционных единиц. Печь снабжают дополнительными трансформаторами или автотрансформаторами для разогрева печи или ее работы на холостом ходу. Номинальная мощность основных трансформаторов может быть до 6000 кВА. Печи с трансформаторами мощностью больше 360 кВА выпускаются на напряжение 6 или 10 кВ, установки меньшей мощности подключаются к сети 380 В. Низкое значение cos повышают, включая параллельно индуктор, компенсирующий конденсатор. Так как cos в течение плавки не меняется, то емкость конденсаторной батареи остается постоянной.
В состав установки входят также элементы защиты, аппаратура двигателя для загрузки и слива, вентиляторы. Иногда есть приборы для автоматического регулирования температуры.
Индукционные тигельные печи (без сердечника)
Работа индукционной тигельной печи основана на поглощении электромагнитной энергии проводящей садки. Садка размещена внутри цилиндрической катушки, называемой индуктором.
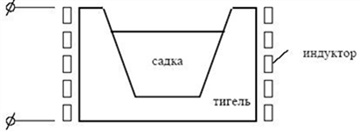
Рис. 2.4. Индукционная тигельная печь
Реальные индукционные тигельные печи имеют механизм загрузки – выгрузки и систему водяного охлаждения индуктора.
Тигель печи на время плавки закрывают футерованной крышкой. Иногда печь снабжают внешними магнитопроводами, снижающими активные потери в металлическом кожухе из-за рассеяния. С электрической точки зрения, индукционная тигельная печь представляет собой короткозамкнутый воздушный трансформатор, вторичной обмоткой которого является проводящая садка. Такое выполнение печи имеет некоторые технологические преимущества:
1. Непосредственное выделение тепловой энергии проводящей садки повышает КПД установки, позволяет получать высокие температуры, необходимые для выплавки тугоплавких металлов;
2. Металл в тигле интенсивно перемешивается благодаря электродинамическому взаимодействию электромагнитного поля индуктора и вихревых токов в жидком металле. Это позволяет получить металл высокого качества;
3. Имеется возможность полностью изолировать тигель от окружающей среды и проводить плавку под вакуумом или специальной, необходимой по технологии атмосфере (инертные газы).
Эти преимущества в большей степени реализуются при выплавке чугунов. Однако построение печи в виде воздушного трансформатора имеет недостатки:
1. Эти трансформаторы более эффективны на высоких и повышенных частотах. Это вынуждает во многих случаях питать тигельные печи от источников питания, работающих в диапазоне от 500 до 10000 Гц;
2. Значительное рассеяние воздушного трансформатора обуславливает весьма низкое значение cosφ=0,05– 0,2. Такое низкое значение со заставляет как на частоте 50 Гц, так и на повышенных частотах использовать емкостную компенсацию реактивной мощности в цепи индуктора. Тигельную печь вместе с параллельной компенсирующей емкостью часто представляют в виде параллельно соединенных активного, индуктивного и емкостного сопротивлений.