ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 08.11.2023
Просмотров: 43
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Суреттелген үрдіс-кавитация деп аталады (латынша cavitas – бос қуыс).
Кавитация болған жердегі сұйықтық соққылар, материалдардың эрозиялық және коррозиялық бүлінуіне әеледі. Кавитацияға төтеп бере алатын материалдар әзірге белгісіз. Барлық қолданылған материалдар жылдам немесе баяу істен шыға бастайды.
Кавитациялық бүліністерге шойын және көміртекті болаттар тез ұшырайды. Механикалық беріктікпен қатар, химиялық төзімділікті материалдар жоғары төзімділік көрсетеді, мысалы қола және тоттанбайтын болат.
Кавитацияның пайда болңанын келесі белгілер бойынша білуге болады:
-
Сорғыда шуыл және тербеліс пайда болады. -
Сорғының пайдалану сипаттамалары күрт өзгереді ( көп сатылы сорғыларда кавитация тек бірінші сатыда пайда болады). -
Материалдардың кавитациялық бүлінуі.
Кавитация құбылысының пайда болуымен күресудң аса тиімді шарасы сору биіктігін төмендету болып табылыады, яғни алдына ала анықталған болуы мүмкін сору биіктігін тағыда кавитацияға қарсы қор деп аталатын
 hk мәніне төмендету керек. Бұл мән проф. С. С. Рудневтің формуласымен анықталады:
hk мәніне төмендету керек. Бұл мән проф. С. С. Рудневтің формуласымен анықталады: =
= 
 Hk= 10(
Hk= 10( ) 4/3, м (3.8)
) 4/3, м (3.8) – кавитация коэффиценті, Hk – сорғының жұмыстық дөнгелегі тудыратын арын;
– кавитация коэффиценті, Hk – сорғының жұмыстық дөнгелегі тудыратын арын;  - жұмыстық дөңгелектің айналу жиілігі, мин-1; Q – сорғы өнімділігі, м3/с (екі жағынан соратын сорғылар үшін Q/2); С- сорғының кавитациялық ұқсастық бағаны, сорғының жүрдектік коэффициентіне байланысты.
- жұмыстық дөңгелектің айналу жиілігі, мин-1; Q – сорғы өнімділігі, м3/с (екі жағынан соратын сорғылар үшін Q/2); С- сорғының кавитациялық ұқсастық бағаны, сорғының жүрдектік коэффициентіне байланысты.Кесте 3 - Сорғылардың кавитациялық ұқсастық бағамы
| Сорғы түрі | ns | | С |
| - тыныш жүргек | 40-80 | 0,04 | 500-800 |
| - қалыпты жүргекті | 80-150 | 0,08 | 800-1000 |
| - жүргекті(быстроходные) | 150-300 | 0,1 | 1000-1500 |
Осылайша, сорғының сору биіктігінің ақырғы мәні.
 -
-  – (ƛ
– (ƛ + Σ
+ Σ -
-  -
-  (3.9)
(3.9)Қазіргі кезде жүргек сорғылар үшін мүмкін болатын сору биіктігі тым төмен. Мысалы ЦНСГ-850 сорғысы үшін ол–3,0м. ЦНСК–500, ЦНС–180–4,5–5м, ал ЦНС-300-650-1300 сорғылары теріс сору биіктігімен есептелінеді.
Бұл су төкпенің арнайы сүлбелерін ұйымдастыруды талап етеді, оларға төменде тоқталамыз.
Осьтік күштер және олармен күресу тәсілдері
Сорғының жұмыстық дөңгелегі айналған кезде оның екі жағындағы А және Б тұғырларындағы сұйықта айналады (18-сурет). Берілген радиустағы сұйықтың әр түрлі түйіршіктерінің айналу жылдамдығы бірдей емес. Дөңгелек дискісінің жанындағы сұйық түйіршіктері дөңгелек жылдамдығымен айналса, қораптың қозғалмайтын бетіне жақын сұйық түйіршіктерін қозғалыссыз деп санауға болады. А және Б қуыстарындағы сұйықтың орташа айналу жылдамдығын кез келген радиуста дөңгелектің сәйкес жылдамдығының жартысына тең деп қабылдауға болады. Осы айтылғандарға байланысты r радиусындағы сұйықтың тудыратын тегеуірінің келесі теңдеумен корсетуге болады (18- сурет).
F=F2-F1, (3.10)
мұндағы F1 = P1
 + P2
+ P2 (
( -
-  ) (3.11)
) (3.11) F2 = P2
 (3.12)
(3.12) Fос = F = F2-F1 = P2 - P1 + P2 ( - ) = (P2
Fос = F = F2-F1 = P2 - P1 + P2 ( - ) = (P2
-P1) (3.13)
Көп дөңгелекті насостар үшін
Fос’ = iFос, (3.14)
мұндағы Р1 және Р2 – жұмыстың дөңгелекке кіре берістегі және одан шыға берістегі сұйық қысымы, Пa;
i – жұмыстың дөңгелектер саны.
Осьтік тегеурін ылғида сору жағына бығытталған. Ол пайда болғанда жұмыстық дөңгелек ығысады және үйкеліске байланысты жоғалыстар күрт өседі.
Іс жүзінде осьтік тегеурінді анықтау үшін топшаланған қатынасты пайдалануға болады.
Fос.н =
 (
( -
- ) Нк, Н, (3.15)
) Нк, Н, (3.15)мұндағы dзаз – алдыңғы дискідегі тығыздағыш белбеудің диаметрі, см;
dвт – дөңгелек втулкасының диаметрі, см;
Нк – бір жұмыстық дөңгелектің арыны.
Мысалы:
dвт = 100мм; dзаз = 250мм,
Нк = 100м су бағ., I =5
Fос.н =
 (25-10) 100 5=20600H
(25-10) 100 5=20600H Келтірілген мысалдан көрінгендей осьтік тегеурінің мәні оны теңестіру шараларын қабылдауды қажет етеді.
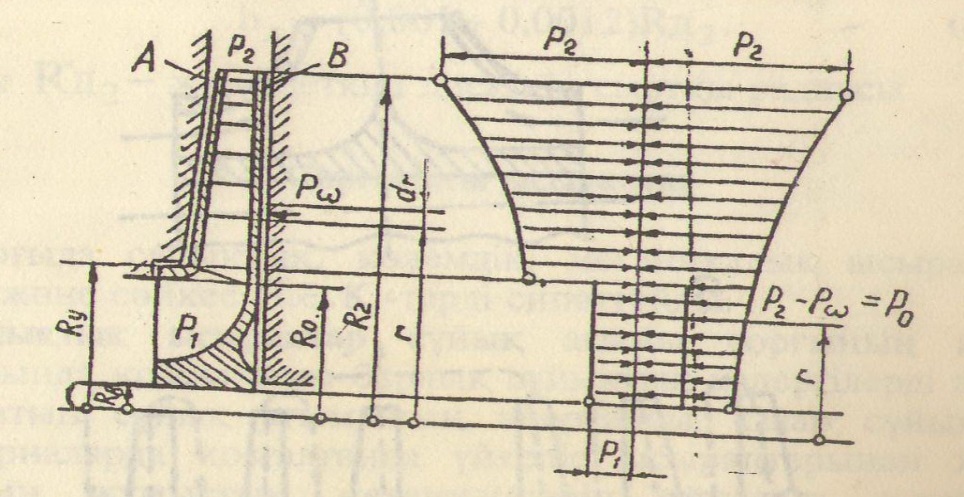
Сурет 18 - Осьтік күшті анықтау схемасы
Осьтік ығысуды болдырмау тәсілдері
1. Екі жағынан соратын жұмыстық дөңгелектерді пайдалану (19- сурет, а). Мұнда симметрия принципі пайдаланылады, ол іс жүзінде осьтік ығысуды толық жоюға мүмкіндік береді. Бірақ, жұмыстық дөңгелектердің мұндай түрлерін тек бір сатылы сорғыларда пайдаланылған тиімді, себебі көп сатылы сорғыларда конструкциясын тым күрделендіреді.
2. Жұмыстық дөңгелектерді қарсы орналастыра теңестіру (19 –сурет, б, в). Бірдей өлшемдерде қарсы орналасқан дөңгелектер қалыпты жағдайда бірдей, тек қарсы бағытталған осьтік күштермен болып, олар бір- бірін теңестіреді. Мұндай сорғыларда осьтік тегеурін тек бөлшектері дұрыс жасалмағанда, дұрыс құрастырылмағанда және тығыздағыштар бір жақты желінгенде ғана пайда болады. Мұндай күштерді қабылдау үшін тіреу подшипниктерін қарастыру керек.
3. Жеңілдеткіш (разгрузочный) дискімен теңестіру (19 – сурет, г). Бұл тәсіл жұмыстық дөңгелектері тіркеме орналасқан көп сатылы сорғыларда қолданылады.
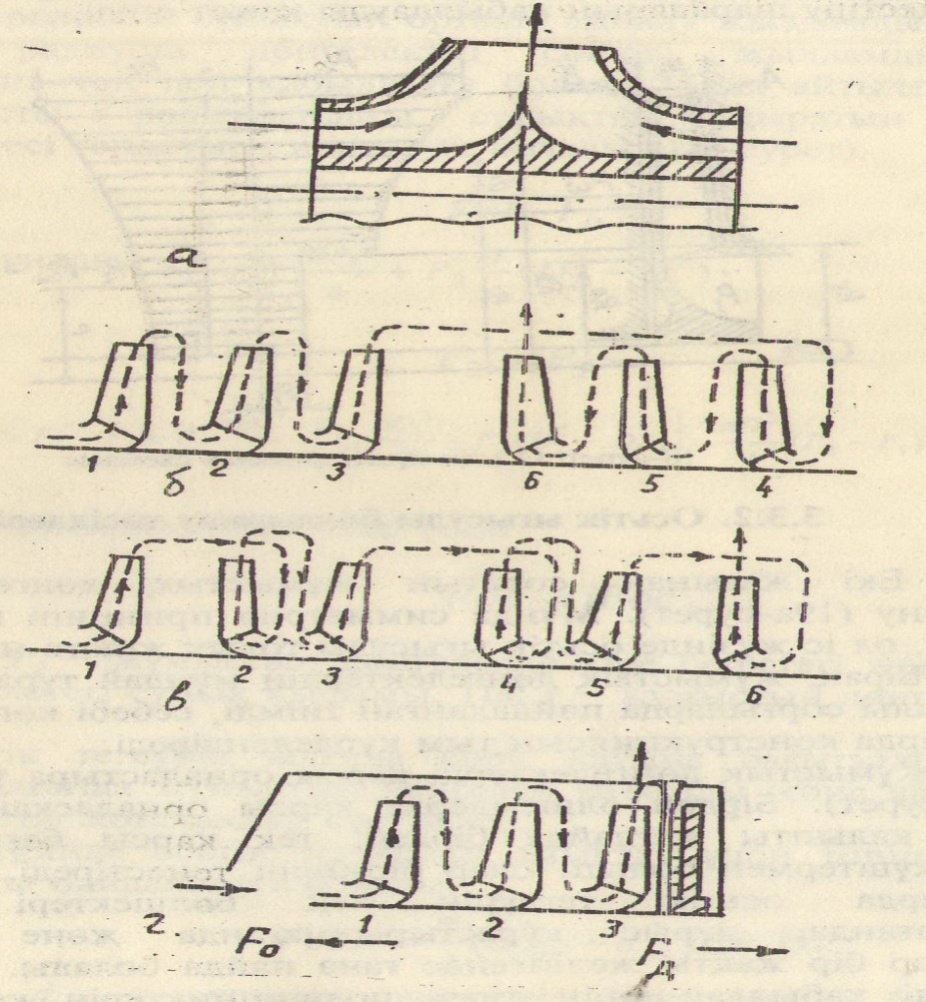
Сурет 19 - Осьтік ығысуды болдырмау тәсілдері
а - екі жағынан соратын жұмыстық дөңгелекті қолдану; б, в – жұмыстық дөңгелектерді қарсы орналастыра теңестіру; г – жеңілдеткіш дискімен теңестіру.
Жұмыстық дөңгелектермен бір білікке, арнайы тұғырларда жеңілдеткіш диск орналастырылады. Сорғының жалпы берілісінің аз бөлігі (1,5-3,0 %) соңғы жұмыстық дөңгелектерден кейін радиаль жік арқылы жеңілдеткіш тұғырға өтеді де, жеңілдеткіш дискіге оны осьтік тегеурінге қарсы бағытқа қозғалтатындай қысым түсіреді және осылайша оны бейтараптандырады.
Жеңілдеткіш диск тұғыр қабырғасымен ені bД жіңішке қуыс құрайды.
bД = (0.001
 0.0012) RД2 (3.16)
0.0012) RД2 (3.16)мұндағы RД2 – жеңілдеткіш дискінің сыртқы радиусы.