Файл: Учреждение ростовской области зимовниковский сельскохозяйственный техникум имени бабаевского п. А..docx
Добавлен: 08.11.2023
Просмотров: 55
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
После сварки на поверочной плите или поверочной линейкой проверяют плоскостность поверхности прилегания баков радиатора к опорным пластинам. Не плоскостность допускается не более 0,6 мм, у штампованных баков - 1,5 мм на всей длине.
Сварочные швы баков и патрубков проверяют на герметичность водой под давлением 2-3 кгс/см2 в течение 3-5 мин или керосином.
Сломанные стойки радиатора ремонтируют сваркой с наложением стальных накладок; предварительно с обеих частей стойки по кромке излома снимают фаску 4 X 45°. К стойке болтами крепят накладку толщиной 4-5 мм и длиной 200-300 мм. Накладку приваривают электросваркой по всему контуру, а затем сваривают стойки в месте излома.
Ремонт и испытание сердцевин радиаторов. При ремонте радиаторов накипь из сердцевины удаляют средствами, указанными на странице 109. Рекомендуется делать это в установках, обеспечивающих циркуляцию раствора через радиатор и подогрев его до температуры 60-80° С. Чистоту трубок проверяют стержнем, изготовленным по размеру и профилю трубок.
Для выявления дефектных трубок или мест их припайки сердцевину испытывают на стенде КП-2002 или КИ-4369.
Сердцевину радиатора можно также испытывать воздухом в приспособлении, состоящем из двух стальных плит, стягиваемых шпильками. Между плитами и опорными пластинами сердцевины устанавливают резиновые прокладки. Сердцевину, установленную в приспособление, укладывают в ванну с водой и накачивают в нее воздух насосом. У радиаторов со съемными трубками с гофрированной навивкой проверяют отдельные трубки.
Если соединение трубок с опорными пластинами негерметично, трубки припаивают. Место пайки зачищают специальной фрезой или шабером (у трубок овальной формы) и покрывают флюсом.
Затем трубку припаивают к опорной пластине специальным паяльником, охватывающим выступающий конец трубки по ее контуру. Поврежденные и заглушённые трубки отпаивают от охлаждающих пластин и заменяют новыми. Если требуется удалить более пяти трубок, предварительно отпаивают и снимают опорную пластину, в сторону которой вытаскивают трубки.
Для извлечения трубки из сердцевины в нее вставляют нагретый до 800-850°С металлический стержень (шомпол). После отпаивания конец трубки вместе с шомполом захватывают специальными плоскогубцами и извлекают.
Применяют также отпаивание трубок воздухом, нагретым до температуры 500-600° С, который пропускают через трубку. Шомпол можно нагревать электрическим током.
Концы новых трубок перед постановкой в сердцевину завальцовывают на конус, обжимают.
Торцы новых трубок выравнивают деревянным молотком так, чтобы они лежали в одной плоскости с концами не замененных трубок. Чтобы припаять трубки к охлаждающим пластинам, их нагревают воздухом (или нагретым шомполом).
Выступающие над опорной пластиной концы трубок часто сминаются. Это уменьшает их пропускную способность. Такие трубки выправляют.
Смятые охлаждающие пластины сердцевины радиатора выправляют стальной гребенкой.
После ремонта сердцевину радиатора снова проверяют на герметичность при давлении 1-1,5кгс/см2 в течение 3-5 мин.
Сломанные трубки радиатора с гофрированной навивкой ремонтируют постановкой муфты длиной не менее 30 мм. Каждую отремонтированную трубку испытывают на герметичность воздухом (или водой). Перед постановкой в уплотнительные кольца концы трубок смазывают маслом. Верхний конец трубки, свободный от гофрированной ленты на длине 35+5'° мм, вставляют в уплотнительное кольцо верхнего бака до упора в гофрированную ленту. Нижний конец вводят в уплотнительное кольцо нижнего бака и затем всю трубку подают в эту же сторону, пока гофрированная лента ее нижнего конца не упрется в уплотнительное кольцо.
При сборке радиатора на сердцевину ставят верхний и нижний, коллекторы и припаивают их к опорным пластинам, нагревая коллектор паяльной лампой.
После ремонта радиатор проверяют на герметичность.
Термостат очищают от накипи. Поврежденную пружинную коробку запаивают мягким припоем, применяя в качестве флюса канифоль. При испытании термостата начало открытия клапана должно быть при температуре -68-72° С, а полное открытие (на высоту 9 мм) - при температуре 80-86° С.
При работающем двигателе температура воды в рубашке охлаждения головки блока цилиндров должна поддерживаться в пределах 75…85 °С. Отклонения от этого теплового режима приводят к нарушению нормальных условий работы двигателя и значительно увеличивают износ его деталей. Так, работа двигателя при пониженных температурах охлаждающей жидкости сопровождается ухудшением смесеобразования, смазки деталей, смазывающих свойств масел и т. д. Повышенные же тепловые режимы также вредны двигателю, так как способствуют нагарообразованию, появлению детонации, снижению мощности и ухудшению смазки деталей вследствие ее разжижения, а при сильном перегреве могут привести к заклиниванию деталей и выплавлению вкладышей подшипников. Поэтому исправная работа системы охлаждения является залогом увеличения межремонтных периодов двигателей и снижения расхода горючесмазочных материалов.
Неисправности системы охлаждения чаще всего связаны с ухудшением теплообмена и нарушением циркуляции охлаждающей жидкости, вызываемыми отложениями накипи, загрязнениями рубашки охлаждения, а в отдельных случаях механическими повреждениями ее узлов. К таким повреждениям относятся трещины в рубашке охлаждения, течь и другие дефекты радиатора, износ деталей насоса и вентилятора.
О способах удаления накипи и заделке трещин в стенках блока двигателя было сказано выше.
Для определения поврежденных мест радиатора его подвергают испытанию, предварительно очистив от грязи и накипи.
Рис. 5. Приспособление для выпаивания трубок радиатора:
1 — радиатор; 2 — змеевик; 3 — кожух; 4 — паяльная лампа; 5 — рукав; 6 — кран
При необходимости выравнивают правилкой охлаждающие пластины. Отверстия в резервуарах радиаторов закрывают специальными резиновыми пробками. Радиатор заполняют водой и создают насосом избыточное давление: в течение 3…5 мин не должно появиться течи. Можно также испытывать радиаторы в ваннах с водой под соответствующим давлением воздуха.
При ремонте радиатор разбирают, очищают от грязи резервуары и сердцевину, прочищают шомполом трубки. Сердцевину испытывают отдельно на специальном стенде. При отсутствии стенда сердцевину радиатора помещают в ванну с водой и, подавая воздух по рукаву от ручного насоса в каждую трубку, по пузырькам находят место повреждения.
Если повреждение обнаруживается у трубок во внешних рядах, то поврежденные места запаивают припоем ПОС-30. Поврежденные трубки во внутренних рядах запаивают (заглушают) с обоих концов. Допускается заглушить до 5% трубок. Если число поврежденных трубок больше допустимого, то их заменяют. Для этого трубки отсоединяют от опорных и охлаждающих пластин с помощью горячего воздуха, нагретого до 500…600 °С при прохождении через змеевик, укрепленный на паяльной лампе (рис. 5). Горячий воздух направляют по трубке радиатора. Когда припой расплавится, трубку извлекают специальными пассатижами. Для отпайки трубок могут применяться шомполы, нагреваемые до 700…800 °С в горне или с помощью электрического тока от сварочного трансформатора. Установленные вновь трубки развальцовывают и припаивают к опорным пластинам с помощью специального паяльника оловяно-свин-цовистым припоем ПОС-30, применяя в качестве флюса травленную цинком соляную, кислоту (хлористый цинк).
Кроме замены поврежденных трубок существует способ ремонта радиаторов гильзованием. Для этого сначала раздают при помощи специального плоского бородка концы трубок, находящихся в опорных пластинах, а затем раздают всю трубку, протягивая сквозь нее с помощью лебедки ножевидный шомпол с уширеиием на конце. В расширенную трубку вставляют новую и припаивают ее по концам к опорным пластинам.
После ремонта сердцевину радиатора испытывают на герметичность таким же образом, как и перед ремонтом.
Трещины чугунных резервуаров радиаторов устраняют сваркой биметаллическим или стальным электродом с наложением шва по способу отжигающих валиков или газовой сваркой латунью. У резервуаров, изготовленных из латуни, трещины, разрывы и т.п. обычно устраняют пайкой оловяно-свинцовистым припоем ПОС-30 или припайкой заплат.
Радиатор может иметь следующие дефекты: пробоины, вмятины, трещины на бачках 1 (рис. 6), поломки и трещины 2 на пластинах каркаса, нарушение герметичности в местах пайки 4, повреждение охлаждающих пластин или трубок 3, отложения накипи, засорение вследствие налипания насекомых, перекос по диагоналям (рис. 6, а, б).
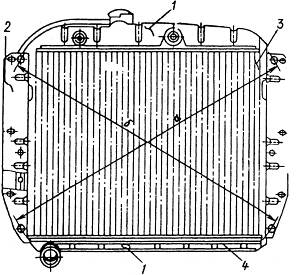
Рис. 6. Основные дефекты радиатора
Накипь и загрязнения удаляют в установках, обеспечивающих подогрев моющего средства до 60…80º С, его циркуляцию и последующую промывку радиатора водой. В качестве моющего средства для латунных радиаторов используют 5…10 %-й раствор соляной кислоты с добавкой 3…4 г уротропина на 1 л раствора для предохранения металла от коррозии. Для очистки поверхности радиатора от налипших насекомых рекомендуется применять специальный растворитель, который наносят на радиатор, а затем смывают водой.
Латунные бачки, имеющие вмятины, рихтуют деревянной киянкой на деревянной подкладке. Небольшие трещины устраняют пайкой мягким припоем типа ПОССу 30-2. Поврежденные верхний и нижний бачки радиатора ремонтируют наложением заплат толщиной 0,8…1,5 мм и площадью, перекрывающей площадь поврежденного участка. Заплату и поврежденный участок зачищают, лудят и припаивают друг к другу. Повреждения пластин каркаса устраняют газовой сваркой. Помятые пластины радиатора выпрямляют при помощи гребенки.
Если поврежденные трубки радиатора нельзя запаять, их заглушают путем пайки верхнего и нижнего концов. Однако на весь радиатор допускается заглушать таким образом не более трех трубок. При большем числе поврежденных трубок их нужно заменить новыми или заменить радиатор целиком. Для нагрева при отпаивании в трубки вводят стальные стержни, имеющие форму трубок. На их место устанавливают новые или запаянные трубки, концы которых развальцовывают и припаивают к опорным пластинам сердцевины. Поломки и трещины на пластинах крепления радиатора заваривают газовой сваркой.
Пайка замененных трубок может осуществляться паяльником или погружением сердцевины в припой. В этом случае радиатор вначале протравливают в ванне с соляной кислотой в течение 3…5 мин (глубина погружения трубок 10…15 мм), а затем погружают в раствор хлористого цинка на 0,5…1,0 мин, а потом — в расплавленный припой так, чтобы в нем оказалась опорная пластина и концы трубок на 5…8 мм. После этого сердцевину вынимают и встряхивают для удаления излишнего припоя и проверяют не герметичность.
После припайки бачков и установки радиатора в каркас его проверяют на перекос, измеряя размеры, а и б по двум диагоналям (рис. 6). Перекос не должен превышать 3,0 мм. Кроме того, отремонтированный радиатор обязательно проверяют на герметичность.
Трещины и обломы корпуса жидкостного насоса заваривают или заделывают синтетическими материалами.
Сколы на фланце и трещины на корпусе устраняют сваркой. Деталь предварительно нагревают. Рекомендуется заварку производить ацетилено-кислородным нейтральным пламенем. Трещины можно заделывать эпоксидной смолой. Изношенные поверхности под подшипники при зазорах не более 0,25 мм следует восстанавливать герметиками "Унигерм-7" и "Унигерм-11". При зазоре более 0,25 мм для устранения дефекта требуется ставить тонкие (толщиной до 0,07 мм) стальные ленты.
Изношенную шпоночную канавку на валу заваривают, а затем фрезеруют новую канавку под углом 90-180° к старой.
Крыльчатки подлежат замене. Изношенную или повреждённую резьбу в отверстиях восстанавливают нарезанием резьбы ремонтного размера или заваркой с последующим нарезанием резьбы номинального размера.
После сборки зазор между корпусом жидкостного насоса и лопастями крыльчатки должен быть 0,1…1,5 мм и валик легко вращаться.
Отремонтированный насос проверяется на герметичность при давлении 0,12…0,15 МПа. Утечка жидкости через уплотнения и резьбу шпилек не допускается.
3.Техника безопасности при ремонте трактора МТЗ-82
Текущий ремонт тракторов МТЗ-82 связан с использованием грузоподъемных устройств, разборочно-сборочных стендов и приспособлений, съемников, слесарно-монтажного инструмента. Для обеспечения безопасной работы необходимо помнить и строго соблюдать требования техники безопасности.
К ремонту допускаются лица, прошедшие специальное обучение, получившие инструктаж по технике безопасности на рабочем месте и овладевшие практическими кавыками безопасного выполнения работ. Работать следует в спецодежде, прочной обуви с жестким верхом, головном уборе, при необходимости надевать защитные очки. Вое виды ремонтных работ выполняют только при заглушенном дизеле.