Файл: Жалпы техникалы пндер кафедрасы ндірістік практика бойынша есеп орындаан.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 08.11.2023
Просмотров: 54
Скачиваний: 3
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Мұндай камераның жұмыс істеу принципі келесі. Камераға тірек тіреулерін пайдаланатын бағыттағыштардың көмегімен кранмен бұйымдарды қалыпта тиейді. Әрбір келесі пішін жағынан буды барлық жағынан қыздыру үшін металдан жасалған төсемдермен оқшауланады. Ені мен ұзындығын, әдетте, онда бұйымның екі қатарының пішінде орналасуын ескере отырып таңдайды.
Бұйымдардың қатарларының арасында және штабель мен камера қабырғаларының арасында камераны тиеу және түсіру кезінде бұйымдарды автоматты траверспен ұстап алуды қамтамасыз ету үшін саңылаулар орнатылады.
Кейде камераларда оларды қалыптау үшін жеткілікті беріктігін жинаған алдын ала ұсталынған бұйымдарды жылулықты өңдеуге ұшыратады. Табандықтардағы мұндай бұйымдарды тіреуіш кронштейндері бар қосымша Орнатылатын тіректерге жүктейді. Бұйымды төменгі кронштейнге тарту есебінен салғанда келесі және т.б. ашылады, ол бұйымды камераның барлық биіктігіне жүктеуге мүмкіндік береді. Жүктелгеннен кейін камера жылу оқшаулағыш материалмен толтырылған металл қаңқасы бар қақпақпен жабылады. Қақпақтардың төменгі жағы мен жоғарғы жағы металл табақпен оқшауланады. Қақпақты еден сияқты конденсат ағысы үшін I = 0,005 – 0,01 еңістігімен жасайды. Қақпақты герметизациялау үшін су қақпағы қызмет етеді. Ол үшін камера қабырғаларының жоғарғы жиектерінде швеллер орнатылады, ал қақпақты оның периметрі бойынша швеллерге кіретін бұрышпен жабдықталады. Швеллер сумен толтырады, сонымен қатар, қақпақтан
конденсат швеллерге ағады. Осылайша пайда болатын су қабаты қақпақты камерамен қосу арқылы цехқа будың шығып кетуін болдырмайды.
Осы камерадағы жылу тасымалдағыштың шығыны 200-300 кг/ м3 бетонды құрайды.
Камераның биіктігі 2,5-3 м. Портландцементке арналған изотермиялық ұстаудың оңтайлы температурасы 80-850С, шлакопортландцементке немесе пуцццоландық цементке 90-950С арналған. Булаудың жалпы циклі 4 кезеңге бөлінеді: τпред – алдын – ала ұстау – бұйымды қалыптау аяқталған сәттен бастап камера ортасының температурасының жоғарылауы басталғанға дейінгі уақыт; τII -изотермиялық қыздыру-ең жоғары берілген температурада ұстау, τIII - салқындату - камера ортасының температурасының төмендеуі. Қатаю режимі
3.1 суретте көрсетілген, сағат бойынша жеке кезеңдер сомасымен көрсетіледі.
ΤЖЫӨ=(τпред)+τI +τII +τIII=0,5+3+5+2=10,5 час (23)
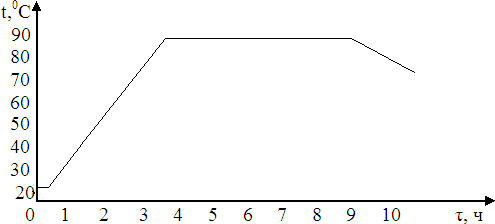
4 Сурет – ЖЫӨ жылу-ылғалдылық өңдеу режимі
Жылу-ылғалдылық өңдеу камераларын есептеу
Есептеу шығарылатын бұйымдардың номенклатурасын нақтылаудан, базалық бұйымдарды таңдаудан және оларды жылу-ылғалдылықпен өңдеудің әртүрлі камералары бойынша мамандандырудан бастайды. Өнімнің номенклатурасы 1 кесте түрінде келтірілген.
Жылу-ылғалдылық өңдеу камераларын есептеу
Жылу өңдеу кезінде негізінен секциялардан тұратын мерзімді әсер ететін булау камералары қолданылады. Алдымен булау камерасының түрін таңдау қажет, содан кейін оның габариттік өлшемдері мен жүктеу коэффициентін орнату қажет. [3]
Габариттік өлшемдері бұйымдарды көбірек жүктейтіндей етіп орнатылады. Камераның секцияларының ұзындығы бұйым түріне байланысты (15 м артық ұсынылмайды).
Камера секциясының ұзындығын, енін және биіктігін анықтайды:
Lк=n·lф+m·ln, м (24)
Вк=n1·bф+m·bn, м (25)
Нк= n2·hф+m·hn+hk+hд, м (26) мұндағы lф, bф, hф -пішін ұзындығы, ені, биіктігі, м;
n, n1, n2-нысанның ұзындығы, ені және биіктігі бойынша тиісінше бір нысанда қалыптасатын бұйымдардың саны;
ln, bn, hn-ұзындығы, ені және биіктігі бойынша сәйкес аралықтардың шамасы (ln=0,4 м, bn= 0,3 м, hn=0,04 м);
m-қабырға мен нысан арасындағы, сондай-ақ нысандар арасындағы аралық саны;
hk-бұйымдармен форманың үстіңгі жағы мен қақпағы арасындағы саңылау шамасы, м,
hk =0,05 м;
һд -камера секциясының түбі мен түбі арасындағы саңылау
шамасы, м,
һд =0,15 м.
-
– желіні есептеу:
Lк=2.79 +2·0.4=3.59 м. Вк=0.66+5·0.3=2.16 м.
Нк= 3.1+3·0.04+0.05+0.15=3.42 м
-
– желіні есептеу:
Lк =5.68 +2·0,4=6.48 м. Вк =3.38+5·0,3=4.88 м.
Нк = 0,44+3·0,04+0,05+0,15= 0.76м.
17 Кесте – Бірінші және екінші сызыққа арналған ЖЫӨ камерасының сипаттамасы
| Көрсеткіштер | Камера V |
| Өнімділігі, м3 / жыл | 40000 |
| Бу шығыны, т / жыл | 468 |
| Ішкі өлшемдері, м: | |
| l | 8540 |
| b | 3780 |
| 17 кесте жалғасы | |
| h | 3500 |
| Камера еденінің белгісі | -0,5 |
Булау камераларының саны 27 формула бойынша анықталады:
 Z= П , (27)
Z= П , (27)(m·g·Коб·Кв)
мұндағы П-Технологиялық желінің жылдық өнімділігі, м3; m-бір жылдағы жұмыс күндерінің саны;
g-камераға қалыпсыз тиелетін бұйымдардың көлемі, м3;
g=Vизд·n·m·k·x, (28)
мұндағы n – нысандағы бұйымдар саны; саны.
g1=1,36·2·1·4·4=43.52 м3. g2=1,87·1·2·5=18.7 м3.
нысандар
m, k, х – камераның ұзындығы, ені және биіктігі бойынша
Кв-уақыт бойынша пайдалану коэффициенті (Кв=0,91); Коб-камераның айналымдылық коэффициенті:
 Коб=24, (29)
Коб=24, (29)Т0
мұндағы Т0 – булау камерасының бір айналымының ұзақтығы, сағ. Коб=1.
-
желі үшін
 Z= 9500
Z= 9500=1.91
-
булау камерасын аламыз. 2 желі үшін
262·43.52·1·0,91
 Z= 30500
Z= 30500=5.8.
6 булау камерасын аламыз.
262·18.7·1·0,91
Цехтың металл пішініне қажеттілігін есептеу:
Nф= Кр.ф·Пг, (30)
Тф·Vи·Коф·Кио
мұндағы Пг – зауыттың талап етілетін жылдық өнімділігі (2-кесте);
Қр.ф - жөндеуге арналған нысандар қорының коэффициенті,
Кр.ф=1,05;
кесте);
Тф - осы желінің нақты жұмыс уақыты, тәулік, Тф=253 тәулік.; Vи - осы нысандағы бетон көлемі (қалыптау көлемі), м3 (1-
Қи.о – жабдықты пайдалану коэффициенті, Ки.о = 0,97;
Кф – тәулігіне формалардың айналымдылық коэффициенті:
 Коф= 24 То+Тп
Коф= 24 То+Тп, (31)
мұндағы Тп-камерадан тыс нысандармен операциялардың ұзақтығы (қалыптау, тазалау, майлау, арматуралау, құрастыру), Тп =0,4 с.
Коф=1+0,4=1,4.
 Nф в.б.= 1,05·9500
Nф в.б.= 1,05·9500=20.6
262·1,36·1,4·0,97
Nф ст.п= 1,05·13000 =28.6
262·1.34·1,4·0,97
Nфп.п.= 1,05·17500 =27.6
262·1.87·1,4·0,97
Есеп айырысу бойынша нысандардың талап етілетін саны: Желдету блоктары-21
Ішкі қабырға панельдері-29 Жабудың тұтас плиталары-28.
- 1 2 3
Қоймаларды есептеу
Зауыттардың қойма шаруашылығына шикізат пен жартылай фабрикаттарды дайындау материалдарын материалдық-техникалық жабдықтау мен сақтаудың, дайын өнімді сақтау мен өткізудің технологиялық аймақтары жатады.
Қосалқы технологиялық аймақтарға байланысты негізгі талаптарға бұйымдарды өндіру үшін қажетті материалдарды уақытылы қабылдауды, түсіруді, сақтауды және беруді қамтамасыз етуді; операцияларды барынша механикаландыруды және автоматтандыруды; кәсіпорынды шикізат материалдарының қажетті қорымен қамтамасыз етуді жатқызуға болады.
Шикізатты сақтау және дайындау процесі мыналарды қамтиды: материалдарды түсіру және қабылдау, тасымалдау, қоймалау, бетон қоспасын дайындау үшін бетон араластырғыш торапқа материалдарды беру.
-
Арматура қоймасын есептеу
Қоймаға диаметрі 10 мм дейін (қоса алғанда) болат арматура салмағы 1,5 т дейін, шыбықтар диаметрі 10 мм-ден артық орамдарда түседі. Өзекті арматураның шыбықтары салмағы 15 т-ға дейін байламдарда түседі.
Арқандар барабандарда немесе бухталарға түседі.
Арматуралық болат қоймада маркалар, профильдер, диаметрлер және партиялар бойынша стеллаждарда немесе төсемдерде бетон едені бар құрғақ жабық үй-жайларда орналастырылады. [12]
-
Кесте – Бұйымның 1 м3-қа кететін болат шығыны
| Өкіл бұйымдардың атауы | Өнімділігі, м3 | Болат шығыны, кг/м3 |
| Желдету блоктары | 9500 | 27.94 |
| Ішкі қабырға панельдері | 13000 | 36.80 |
| Тұтас жабын плиталары | 17500 | 38.37 |
Зауыттың болат арматураға тәуліктік қажеттілігі 32 нысаны бойынша есептеледі:
 Qсут= Qг
Qсут= Qг, (32)
[(Tн− Tр) ·Kи]
мұндағы Qг – орамдардағы немесе шыбықтардағы болат арматураға жылдық қажеттілік, т;
Тн – бір жылдағы жұмыс тәуліктерінің саны, 262 тәулік.;
Тр – жөндеуге арналған жоспарлы аялдамалардың ұзақтығы – 7
тәулік.;
Қи – жұмыс уақытын пайдалану коэффициенті- 0,92;
Qг= 7500·27.94+17500·36.8+15000·38.37=1430 т.
 Qсут= 1430
Qсут= 1430=6.1 т.
[(262− 7) ·0,92]
Арматура мен металды жинауға арналған алаң мынадай формула бойынша есептеледі:
 A=Qсут·Tхр· K, (33)
A=Qсут·Tхр· K, (33)m
мұндағы Тхр – қоймадағы болат арматура қоры, тәулік, Тхр=25 тәулік.
К – қойма алаңының толық пайдаланылмауын ескеретін коэффициент, K=2.5;
m – қойманың 1 м2 ауданына орналастырылған металл массасы,
т/ м2;
Бухталардағы болат салмағы - 1,2 т / м2 Шыбықтағы болат - 3,2 т / м2
Жолақты болат - 2,1 т / м2 Орамдағы торлар - 0,4 т / м2
 m =(1,2+3,2+2,1+0,4) = 1,7 т/м²
m =(1,2+3,2+2,1+0,4) = 1,7 т/м²4
A= 6.1·25·2.5=224 м2
1.7
Арматуралық Болат қоймасын жинақтау кезінде жеткізу шарттарына
байланысты темір жол немесе автомобиль жолдарының кірмелерін, сондай-ақ арматуралық болат арматуралық цехқа жіберу үшін рельстік және асфальт жолдарын қарастыру қажет.
Темір жол вагондарынан арматуралық болатты түсіруге ыңғайлы болу үшін көпірлі крандардың кран асты жолдарының белгісі 8,15 м-ден кем болмауы тиіс, ал көпірлі крандардың жүк көтергіштігі 5 т-дан кем болмауы тиіс.
Жабдықтар санын есептеу
Есептеу кезінде ең озық және заманауи жабдықты таңдау қажет.
Технологиялық операциялардың барлық түрлері бойынша жабдықтардың санын есептеу белгіленген жұмыс көлеміне және талап етілетін станоктың өнімділігіне қарай 2.25 формула бойынша жүргізіледі:
 N= Пчт
N= Пчт, (34)
Пчф·Ки
мұндағы N-жабдықтар саны, дана;
Пчт-осы станокта операциялардың талап етілетін сағаттық
қажеттілігі;
Ки-жабдықты пайдалану коэффициенті, Ки=0,97;
Пчф-сағаттық станоктың нақты өнімділігі;
Пчф=Пчм·Корг, (35)
мұндағы Пчм-машиналық (паспорттық) өнімділік; Корг-ұйым коэффициенті:
-
дұрыс кесу және ию станоктары үшін-0,7; -
түйісу-0,85; -
бір нүктелі байланыс-дәнекерлеу үшін-0,25...0,3; -
көп нүктелі автоматтандырылған желілер-0,85; -
көп нүктелі автоматтандырылмаған машиналар-0,75;
Арматура жұмыстарының ведомосі негізінде цех жабдықтарын есептеу ведомосі жасалады.
-
Кесте – Жабдықтың талап етілетін санын есептеу