Файл: Санктпетербургский политехнический университет петра великого.docx
Добавлен: 09.11.2023
Просмотров: 65
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Министерство образования и науки Российской Федерации
_________
Федеральное государственное автономное образовательное учреждение
высшего образования
САНКТ-ПЕТЕРБУРГСКИЙ
ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ ПЕТРА ВЕЛИКОГО
¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯¯
Институт металлургии, машиностроения и транспорта
Кафедра "Технология конструкционных материалов и материаловедение"
ОТЧЕТ
по лабораторной работе № 1
"Токарные работы, назначение и устройство токарно-винторезного станка"
Студент группы 3231303/10005
Минина В. В.
Преподаватель
Кобчиков В.С.
Санкт-Петербург
2019
2. Характеристика станка 16К20:
Наименование: токарно-винторезный станок
Модель: 16К20.
«1» в модели станка 16К20 говорит о том, что данный станок относят к станкам токарной группы. Вторая цифра модели характеризует номер типа станка в рамках группы. Соответственно, мтанок 16К20 принадлежит к шестому типу станков токарной группы — токарным и токарно-винторезным станкам. Буква между цифрами (в модели станка 16К20 буква «К») указывает на то, что станок по отношению к предыдущей модели станков данной группы и типа модернизирован. Последние две цифры модели в виде числа «20» характеризуют высоту расположения оси шпинделя над направляющими станины (высоту центров) равную 200 мм. Это означает, что диаметр заготовки, обрабатываемой на станке 16К20, не может превышать 400 мм.
Технологические возможности: предназначен для обработки цилиндрических, конических и сложных поверхностей — как внутренних, так и наружных, а также для нарезания резьбы.
Для обработки торцовых поверхностей заготовок применяются разнообразные резцы, развертки, сверла, зенкеры, а также плашки и метчики.
Максимальная частота вращения шпинделя – 2000 об/мин.
Максимальный диаметр заготовки - не больше 400 мм.
Основные узлы и части станка:
Станина, передняя бабка, шпиндель, суппорт, фартук, коробка подач, гитара сменных зубчатых колес, задняя бабка, механизм перемещения суппорта.
3. Виды движений узлов станка:
Движущийся узел | Вид движения | Назначение движения | Размерность движения на станке |
Суппорт | Поступательное | Движение продольной подачи | мм/об |
Поперечные салазки | Поступательное | Движение поперечной подачи | мм/об |
Шпиндель | Вращательное | Главное движение | n(об/мин), v(м/мин) |
4. Номер индивидуального задания – 6
Подача: So = 0.40 мм/об
Скорость: v=95 м/мин
Чертеж детали: Заготовка – пруток
4.2. Последовательность обработки заготовки и эскизы технологических переходов с указанием получаемых размеров и шероховатости обработанных поверхностей.
Технологический переход 1:
Установить и закрепить заготовку;
подрезать торец.
Технологический переход 2:
 45мм×60мм.
45мм×60мм.Технологический переход 3:
42мм×40мм.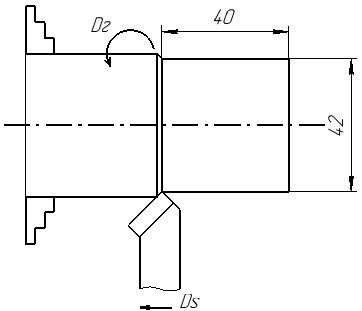
Технологический переход 4:
 ×45˚.
×45˚.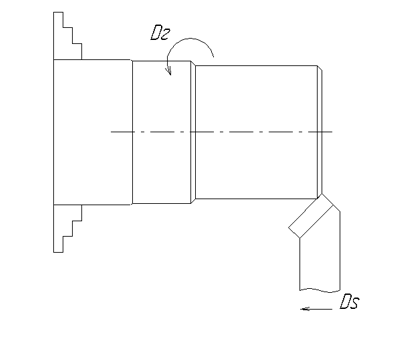
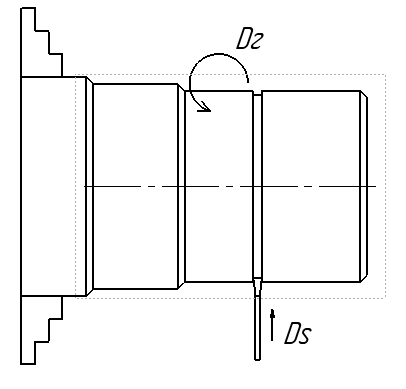
Технологический переход 5:
Точение канавки
2мм
Технологический переход 6:
Отрезать заготовку, выдерживая размер 60мм.
т.к. принимаем ближайшее наименьшее значение n=670 об/минПодача: =0.40 мм/об =0,5 мм/обФактическая скорость: