Файл: Контрольная работа по дисциплине Технология конструкционных материалов Вариант 3 студент гр. Млв269 Зорин С. И.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 09.11.2023
Просмотров: 361
Скачиваний: 3
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
· Наличие мощной ванны расплавленного металла под слоем плохо проводящего тепло флюса является весьма благоприятным фактором, способствующим стабильному горению дуги. Сварка обычно производится на переменном токе, поэтому отсутствует явление магнитного выдувания дуги.
· Дуга горит под толстым покровом флюса и невидима для оператора и окружающих лиц, вследствие чего не требуется специальных устройств для защиты глаз.
· Процесс сварки под флюсом полностью механизирован. Простота процесса позволяет использовать для обслуживания автомата рабочих низкой квалификации, не требующей длительной подготовки.
Большие токи, высокая производительность, хорошее формирование шва, высокое качество сварного соединения, отсутствие брызг, пониженный расход электродной проволоки и электроэнергии, простота и надежность процесса - отличительные особенности способа автоматической сварки под флюсом.
К недостаткам флюса можно отнести высокое содержание фтора, могущее вызвать отравление работающих при сварке в замкнутых пространствах (внутри котлов, резервуаров и т.п.), и также снижающее устойчивость дуги.
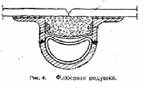
Сварка на флюсовой подушке
Не менее известным является способ односторонней сварки на флюсовой подушке. На рис. 4, показан прорезиненный изнутри шланг, уложенный на дно стального лотка, и слой флюса, отделенный от шланга огнеупорной тканью. Такая конструкция устанавливается точно под стыком, затем в шланг под давлением подается воздух, чтобы плотно поджать флюс к обратной стороне листов для предотвращения утечки расплавленного металла.
Преимущество процесса сварки на флюсовой подушке заключаеся в том, что из-за плохого контакта между флюсом и обратной стороной листов дефекты почти не возникают, так как поршкообразный флюс подвержен силовому воздействию жидкого металла сварочной ванны и дуги, в основном в вертикальном положении.
Однако при этом процессе плотность флюса в подушке неизбежно становится неодинаковой, так как флюс порошкообразный, размеры частиц различны. Поэтому давление флюса от пневматического шланга на обратную сторону листов будет различным. Таким образом, при сварке на флюсовой подушке шов с обратной стороны формируется неравномерно. Известна повышенная чувствительность процесса односторонней сварки на флюсовой подушке к величине зазора между стыкуемыми листами, колебаниям режима сварки, изменениям угла разделки кромок и притпления. Повышение тока сварки приводит к чрезмерному увеличению геометрических размеров обратного валика шва. В большинстве случаев процесс сварки на флюсовой подушке применяется при сварке листов толщиной до 12 мм.
За рубежом был разработан способ односторонней сварки на двух-слойной флюсовой подушке (рис. 4). При этом способе нижний слои содержит тугоплавкие материалы типа окисей кремния, алюминия, титана, циркония, а верхний - более легкоплавкие, на основе окисей кальция, магния, марганца, калия, натрия.
Верхний слой обеспечивает хорошее формирование обратного валика, а нижний предотвращает провисание и протекание металла сварочной ванны с обратной стороны. Судостроительные фирмы Японии широко используют одностороннюю сварку на флюсовой подушке из самотвердеющего флюса, который включает в качестве основной составляющей фенольную или фенолформальдегидую смолы, являющиеся термореактивными, т.е. при достижении температуры 100-120°С флюс при помощи смолы твердеет и переходит в состояние, при котором отсутствуют недостатки, присущие односторонней сварке на медной подкладке и флюсовой подушке, сохраняя их преимущества.
Сварка на флюсовой подушке принципиально отличается от cпoсобов сварки на металлических подкладках из-за различного, влияния характера теплоотвода и условий кристаллизации металла сварочной ванны.
При исследовании процесса сварки на флюсовой подушке было показано, что диапазон возможностей этого способа может быть существенно расширен, если изменить состав флюса сделав его более тугоплавким на основе окисей кремния. Такой флюс, расплавляясь, обеспечивает благоприятные условия формирования шва с обратной стороны в широком диапазоне температур и времени, при котором различные технологические возмущения (удары, встряхивания) не повлекут за собой изменения геометрических размеров обратного валика шва. Двухслойная флюсовая подушка, состоящая из недефицитного и дешевого кварцевого песка, обеспечивает хорошие условия для формирования обратного валика при односторонней сварке под флюсом.
Данная технология обеспечивает двустороннее формирование шва при отсутствии сквозного зазора между кромками листов.
При этом толщина слоя подкладчного флюса не превышает 6 MM. На флюсовой подушке сваривают не только прямолинейные, но и кольцевые швы. Но они, как правило, не односторонние, а двусторонние с Х-образной разделкой. Интересная работа бьша выполнена по односторонней сварке на флюсовой подушке продольных стыков трубопроводов в Ждановском металлургичёском институте. Сварка выполнялась двумя электродами одновременно; С-образным и обычной электродной проволокой, расположенной внутри изогнутого электрода. Проплавление кромок обеспечивалось проволочным электродом, заполнение шва и формирование обратного валика, равномерного по ширине и высоте - профилированным электродом.
При помощи этого способа удалось добиться стабильного процесса на обычных стандартных флюсах при существенном повышении производительности труда. Оценивая в целом способы сварки на медной подкладке и флюсовой подушке, следует сказать, что способов односторонней сварки на флюсовой подушке более применим на практике, из-за большей возможности получить бездефектный шов, меньшей стоимости, простоты конструкции подкладочных устройств, легкого прилегания подкладки к листам. Предпочтителен этот способ также в тех условиях, когда требования, предъявленные к точности сборки, менее высоки.
Список используемой литературы
1. Лермантов В. В.,. Штампование // Энциклопедический словарь Брокгауза и Ефрона : в 86 т. (82 т. и 4 доп.). -- СПб., 1890--1907.
2. Голенков В. А., Дмитриев А. М., Кухарь В. Д., Радченко С. Ю., Яковлев С. П., Яковлев С. С. Специальные технологические процессы и оборудование обработки давлением. М.: Машиностроение, 2004. -- 464 с.: ил.
3. Ковка и штамповка: Справочник в 4 т.; Под ред. Е. И. Семенова и др. -- М.: Машиностроение, 1987. -- Т.2: Горячая объемная штамповка; Под ред. Г. А. Навроцкого. -- 384 с.
4. Брюханов А. Н., Ребельский А. В. Горячая штамповка. Конструирование и расчет штампов. М. Металлургиздат 1952 г. 665 с. с илл.