Файл: 8 вопрос Способы выплавки стали используемое оборудования и технологии выплавка стали Способы производства стали.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 22.11.2023
Просмотров: 25
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Рис.1. Схемы обработки заготовки точением и сверлением
3.2. Режимы резания
Основными элементами режима резания являются: скорость резания V, подача S и глубина резания t. Элементы режима резания рассмотрим на примере токарной обработки.
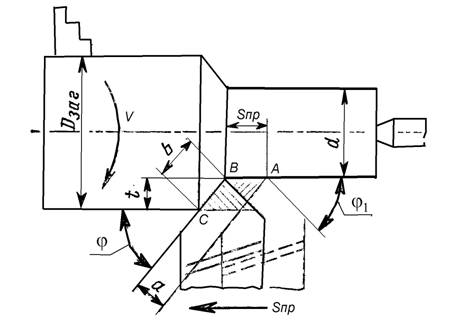
Рис.2. Элементы режима резания и геометрия срезаемого слоя
Скорость резания V – это расстояние, пройденное точкой режущей кромки инструмента относительно заготовки в направлении главного движения в единицу времени. Скорость резания имеет размерность м/мин или м/сек.
При точении скорость резания равна:
где Dзаг – наибольший диаметр обрабатываемой поверхности заготовки, мм; n – частота вращения заготовки в минуту.
Подачей S называют путь точки режущей кромки инструмента относительно заготовки в направлении движения подачи за один оборот или один ход заготовки или инструмента.
Подача в зависимости от технологического метода обработки имеет размерность:
мм/об – для точения и сверления;
мм/об, мм/мин, мм/зуб – для фрезерования;
мм/дв.ход – для шлифования и строгания.
По направлению движения различают подачи: продольную Sпр, поперечную Sп, вертикальную Sв, наклонную Sн, круговую Sкр, тангенциальную Sт и др.
Глубиной резания t называют расстояние между обрабатываемой и обработанной поверхностями заготовки, измеренное перпендикулярно последней. Глубину резания относят к одному рабочему ходу инструмента относительно обрабатываемой поверхности. Глубина резания имеет размерность мм. При точении цилиндрической поверхности глубина резания определяется по формуле:
где d –диаметр обработанной цилиндрической поверхности заготовки, мм.
Глубина резания всегда перпендикулярна направлению движения подачи. При подрезании торца глубиной резания является величина срезаемого слоя измеренная перпендикулярно к обработанному торцу. При прорезании и отрезании глубина резания равна ширине канавки, образуемой резцом.
Глубина резания и подача являются технологическими величинами, которыми оперируют в производственных условиях (при нормировании). Для теоретических исследований имеют значение геометрические величины срезаемого слоя: ширина, толщина и площадь срезаемого слоя.
Шириной срезаемого слоя «b» называется расстояние в мм между обрабатываемой и обработанной поверхностями, измеренное по поверхности резания.
где
Толщиной срезаемого слоя «a» называется расстояние в мм между двумя последовательными положениями поверхности резания за один оборот обрабатываемой детали, измеренное перпендикулярно к ширине срезаемого слоя
Площадь срезаемого слоя «f» равна
Эта площадь сечения срезаемого слоя называется номинальной. Действительная площадь срезаемого слоя будет меньше номинальной за счет гребешков, оставляемых резцом на обработанной поверхности. Высота и форма остающихся гребешков влияет на шероховатость обработанной поверхности.
3.3. Качество обработанной поверхности
Качество обработанной поверхности определяется геометрическими и физическими характеристиками поверхностного слоя. Геометрические характеристики поверхности дают представление о погрешностях механической обработки. К этим погрешностям относятся:
· макрогеометрия поверхности, характеризуемая погрешностями формы, как, например, выпуклостью или вогнутостью плоских поверхностей и конусностью, бочкообразностью, седлообразностью, овальностью и огранкой цилиндрических поверхностей;
-
микрогеометрия поверхности (шероховатость); -
волнистость.
Физические свойства поверхностного слоя отличаются от физических свойств основного материала. Это объясняется тем, что при обработке резанием поверхностный слой подвергается воздействию высоких температур и значительных сил, которые вызывают упругие и пластические деформации. Толщина деформированного слоя составляет при шлифовании порядка 50000Ао, при полировании 15000Ао (Ао=10-7мм). Таким образом, даже при такой чистовой обработке, как шлифование, поверхностный слой толщиной более 5 мкм отличается от основного металла.
Шероховатость поверхности определяет продолжительность нормальной работы деталей и машин. От степени шероховатости поверхности зависят износостойкость поверхностей трущихся пар, антикоррозионная стойкость деталей машин, стабильность посадок.
Чем грубее обработана деталь, тем меньше ее износостойкость. Наличие микронеровностей вызывает концентрацию напряжений во впадинах гребешков, что приводит к появлению трещин и снижает прочность деталей (особенно работающих при знакопеременных нагрузках).
Шероховатость на деталях после обработки оказывает значительное влияние на коррозионную стойкость. Очаги коррозии образуются в первую очередь во впадинах. Чем чище обработана поверхность, тем выше ее коррозионная стойкость.
Шероховатость оказывает влияние на стабильность подвижных и неподвижных посадок. Значительная шероховатость изменяет расчетную величину зазора или натяга.
Высота неровностей на обработанной поверхности зависит от величины подачи, геометрии резца (радиуса резца при вершине, главного и вспомогательного углов в плане
Общая высота неровностей складывается из расчетной (теоретической) части шероховатостей и шероховатостей, возникающих от технологических факторов.
При обработке резцом, для которого радиус при вершине
где S – подача, мм/об;
При
:
Зависимость приближенная, так как не учитывает влияние технологических факторов. Высота неровностей возрастает с увеличением подачи, а также углов
Влияние технологических факторов на шероховатость поверхности:
1.Скорость резания. В диапазоне скоростей резания, где нарост имеет максимальное значение, получается наибольшая шероховатость. Так, для стали средней твердости наибольшая шероховатость поверхности получается в диапазоне 15-30 м/мин.
2.Глубина резания непосредственно не влияет на высоту микронеровностей.
3.Чем выше вязкость обрабатываемого материала, тем больше высота шероховатостей.
4.Применение СОЖ уменьшает размеры неровностей.
На шероховатость обработанной поверхности влияет шероховатость на режущей кромке инструмента. Она копируется и непосредственно переносится на обработанную поверхность.
3.4. Параметры процесса резания
Параметры процесса резания – это переменные, используемые для описания и анализа процесса резания. К ним относят множество размеров обработанной поверхности (линейные, угловые), множество параметров шероховатости; основное время, непосредственно затраченное на резание То, стойкость инструмента Т, эффективную мощность резания, скорость резания, геометрические параметры резцов и т.д.
Основное технологическое время обработки То –это время, затрачиваемое непосредственно на процесс изменения формы, размеров и шероховатости обрабатываемой поверхности заготовки.
Для токарной обработки
где
–величина врезания (
i– число рабочих ходов резца, необходимое для снятия материала, оставленного на обработку;
n – частота вращения заготовки, об/мин;
S – подача, мм/об.
Производительность обработки Q –количество деталей, обрабатываемых за определенное время Т (смена, час)
где Тк время обработки детали.
Если норма выработки или производительность определяются за час, то
Время обработки детали
где tшт- штучное время, затрачиваемое на каждую деталь;
tп.з. – подготовительно-заключительное время, отнесенное к одной детали.
где Тп.з.- подготовительно-заключительное время на обрабатываемую партию деталей; N- число деталей в партии.
где to –основное (технологическое) время, затрачиваемое на резание;
tв- вспомогательное время, необходимое для установки и снятия детали, измерения ее, управления станком и др.;
tоб- время обслуживания станка и рабочего места, отнесенное к одной детали;
tп- время перерывов на отдых и естественные надобности, отнесенное также к одной детали.
Отдельные составляющие штучного времени определяются по нормативно-справочным данным.
Элементы режима резания назначают следующим образом:
1. сначала выбирают глубину резания. При этом стремятся весь припуск на обработку снять на один проход режущего инструмента. Если по технологическим причинам необходимо сделать два прохода, то при этом на первом проходе снимают
 80% припуска, при втором
80% припуска, при втором