ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 23.11.2023
Просмотров: 314
Скачиваний: 8
Значительно сокращается расход металла на тонну готовой продукции (с 12-25 до 3-5%) в результате уменьшения отходов донной и головной частей слитков.
Улучшаются условия труда в разливочном пролете, поскольку отпадает выполнение тяжелых работ по подготовке изложниц к разливке, раздеванию слитков и др. Процесс подготовки и разливки на машинах непрерывной литья заготовок (МНЛЗ) является механизированным и в значительной степени автоматизированным вплоть до резки и уборки заготовок.
При непрерывной разливке стали уменьшаются капитальные и эксплуатационные затраты в связи с отсутствием надобности в обжимных станах.
Механизация и автоматизация процесса на МНЛЗ обеспечивает постоянство условий производства и повышение производительности труда примерно на 20-25% по сравнению с цехами, где сталь разливают в слитки.
В связи с этими преимуществами непрерывная разливка стали интенсивно развивается и внедряется во всех странах мира.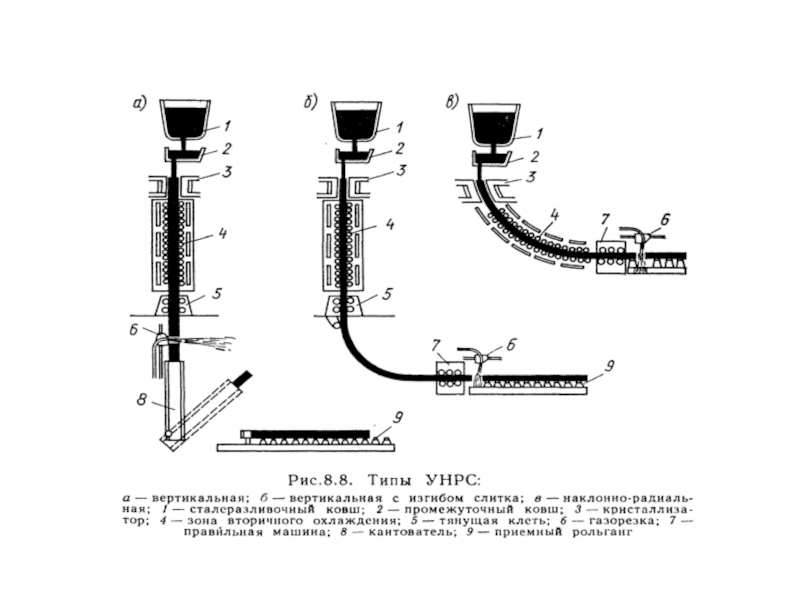
а – вертикальная; б – вертикальная с изгибом слитка; в – наклонно-радиальная; 1 – сталеразливочный ковш; 2 – промежуточный ковш; 3 – кристаллизатор; 4 – зона вторичного охлаждения; 5 – тянущая клеть; 6 – газорезка; 7 – правильная машина; 8 – кантователь; 9 – приемный рольганг
Рисунок 1.1- Машина непрерывного литья заготовок (МНЛЗ)
Наибольшее распространение получили машины непрерывного литья заготовок (МНЛЗ) вертикального типа (рис. 1.1). Жидкий металл, подаваемый на МНЛЗ в сталеразливочных ковшах емкостью 10-200 т, через промежуточное устройство поступает в водоохлаждаемый кристаллизатор. Промежуточное устройство (ковш) предотвращает попадание жидкого шлака в кристаллизатор, обеспечивает возможность более плавного и точного регулирования скорости разливки. Для регулирования скорости разливки промежуточный ковш оборудуют стопорными механизмами, число которых определяется количеством одновременно заполняемых кристаллизаторов (1-6). Соответственно машина непрерывного литья заготовок может быть одно-, двухручьевой и т. д.
Конструкция и режим зоны вторичного охлаждения МНЛЗ должны обеспечивать, с одной стороны, достаточно быстрое затвердевание слитка, с другой - охлаждение, которое протекает достаточно медленно, чтобы избежать образования трещин. Наиболее широкое распространение получила конструкция роликофорсуночного охлаждения, в которой предусмотрены форсунки для механического распыления воды с регулированием ее подачи и ролики в зоне вторичного охлаждения, обеспечивающие равномерное распределение воды по поверхности слитка и предохраняющие в то же время грани слитка от распирания, что особенно важно при непрерывной разливке слитков большого сечения.
Обычно зону вторичного охлаждения МНЛЗ делят на несколько секций с различным расходом воды. Общий расход воды на вторичное охлаждение заготовок сечением 150 x640 мм составляет 45-65 м3/ч, сечением 170x1050 мм 65-80 м3/ч.Продвижение слитка, при непрерывной разливке стали, через машину непрерывного литья заготовок осуществляется с помощью тянущих валков, расположенных в одной или двух клетях. Обжатия слитка в тянущих клетях не происходит.По мере опускания нижнего полностью затвердевшего конца слитка от него периодически отрезаются заготовки заданной длины с помощью кислородно-газовых резаков. Заготовки подаются на уровень пола цеха либо по наклонному транспортеру, либо вертикальным лифтом.МНЛЗ вертикального типа наилучшим образом обеспечивает оптимальные условия кристаллизации и вытягивания слитка. Однако такая установка требует значительной высоты несущих конструкций при расположении машины непрерывного литья заготовок на уровне пола цеха. Возрастают, естественно, и капитальные затраты на строительство разливочного отделения.Высота МНЛЗ с изгибом слитка и радиальных меньше, чем вертикальных машин непрерывного литья заготовок. Изгиб слитка с переводом его в горизонтальное направление осуществляется на установке вертикального типа после тянущих клетей (рис. 1.1, б). Резка слитка на заданные длины осуществляется на горизонтальном участке. Известны также установки с изгибом слитка по дуге окружности, начинающейся непосредственно за кристаллизатором.В машины непрерывного литья заготовок (их еще называют УНРС) радиального типа сам кристаллизатор имеет форму дуги определенного радиуса закругления (рис. 1.1, в). При выходе из кристаллизатора слиток попадает в жесткие клети вторичного охлаждения, составленные из роликовых секций, охлаждаемых системой водяных форсунок.Величина радиуса закругления кристаллизатора МНЛЗ определяет в основном высоту установки. Радиус закругления кристаллизатора и клетей вторичного охлаждения рассчитывают таким образом, чтобы при выходе в горизонтальное положение заготовка полностью затвердела. Минимально допустимый радиус закругления, найденный по опытным данным, составляет 30-35 б, где б - толщина слитка, мм.Из зоны вторичного охлаждения заготовка попадает в правильнотянущие клети, где одновременно с вытягиванием заготовки происходит ее выпрямление.
Меньшая высота МНЛЗ с изгибом слитка стали и радиальных, обеспечивающая лучшие возможности вписаться в габариты разливочных пролетов сталеплавильных цехов, является причиной преимущественного строительства таких машин непрерывного литья заготовок.Пуск литья, управление процессом и проблемыВыход затравки из дугового участка ручья (до отделения)Для пуска процесса непрерывного литья, перед открытием шибера на пром-ковше, на радиусный участок ручья заводится «затравка», таким образом в районе кристаллизатора образуется своего рода карман. После наполнения этой полости металлом начинается вытягивание «затравки». На конце радиусного участка расположен механизм отделения затравки. После отделения она отводится рольгангом и цепными транспортёрами.Преимущества МНЛЗ перед разливкой в изложницуПо сравнению с прежним методом разливки стали в изложницу при непрерывной разливке можно сократить не только время за счет исключения некоторых операций, но и капиталовложения (например, на сооружение обжимных станов). Непрерывная разливка обеспечивает значительную экономию металла вследствие уменьшения обрези и энергии, которая тратилась на подогрев слитка в нагревательных колодцах. Исключение нагревательных колодцев позволило в значительной степени избавиться от загрязнения атмосферы. По ряду других показателей: качеству металлопродукции, возможности механизации и автоматизации, улучшению условий труда непрерывная разливка также эффективнее традиционных способов. Но непрерывная разливка имеет и Отрицательные стороны. Стали некоторых марок, например кипящие, нельзя разливать по этому методу, малые объемы разливки сталей различных марок повышают их себестоимость, неожиданные поломки оказывают большое влияние на снижение общей производительности.1.2 Основные технологические узлы МНЛЗ1.2.1 Ст енды сталеразливочных и промежуточных ковшейОсновнымиустройствами,применяемымидлятранспортировкисталеразливочных ковшей, являются самоходные тележки, краны, пово-ротныеи стационарные стенды.Кран представляет собой наиболее мобильный агрегат, но он неэкономичен вследствие высокой стоимости. Кроме того, разливочный
краннуждаетсявдополнительномпередаточномкранеилитележке.Широкое применение метода «плавка на плавку» потребовало разработ-киспособовбыстройзаменысталеразливочныхковшей.ЭтаоперациянасовременныхМНЛЗпроизводитсяприпомощисталеразливочныхстендов. По конструкции и принципу работы сталеразливочные стендыделятся на самоходные и поворотные. Самоходный стенд представляетсобой портальный или полупортальный кран, имеющий проем для раз-мещения сталеразливочных ковшей (рис. 1.3). Кран перемещается из ре-зервного положения в рабочее над кристаллизатором по рельсам на раз-ливочной площадке и снабжен механизмами для перемещения, подъемаи взвешивания сталеразливочного ковша с металлом. Ковш 1 мостовымкраном устанавливают на тележку 2, на другой тележке 3 расположенковш4,изкоторогопроизводятразливку.Применениесамоходныхстендов связано со следующими недостатками: необходимо иметь уси-ленныеметаллоконструкцииМНЛЗ,способныевыдержатьдополни-тельную нагрузку, возникающую под действием массы стенда с ков-шом; кран стенда занимает много места и загромождает разливочнуюплощадку; в случае прорыва металла, когда возникает необходимостьслива из ковша остатков металла, необходимо предусматривать наличиеаварийных емкостей на разливочной площадке, что сокращает площадь,необходимую для работы операторов в процессе разливки и во времяремонтов МНЛЗ; наиболее эффективно процесс серийной непрерывнойразливки осуществляется при наличии двух стендов, что требует увеличениякапитальных и эксплуатационных затрат.Рисунок 1.3 - СхемасамоходногостендаБолее совершенным конструктивным решением, которое получило широкое применение на современных слябовых и сортовых МНЛЗ,являетсяиспользование