ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 23.11.2023
Просмотров: 138
Скачиваний: 8
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
поворотных стендов (рис. 1.4). Поворотный стенд состоит из опорных элементов, поворотных частей с приводом поворота и подъема сталеразливочных ковшей и уст- ройства для их взвешивания. На большинстве стендов осуществляется одновременное вертикальное перемещение ковшей. Это уменьшает время замены ковша и загрузки крана. Ковш 1 устанавливают на рыча- гах вращающегося стола 3 и производят разливку. После того как на стол установят ковш 2, а из ковша 1 закончат разливку, его поворачи- вают на 180 град. и начинают разливку из ковша 2. Ковш 1 снимают со стенда и транспортируют в отделение подготовки сталеразливочных ковшей для его подготовки к следующей плавке. Применяют также стенды с независимым перемещением ковшей. Этот вариант наиболее предпочтителен, так как обеспечивает большую гибкость в работе. По- воротный стенд имеет следующие преимущества перед самоходным: установка сталеразливочного ковша производится вне зоны разливки; поворот стенда на 90° обеспечивает обслуживание краном всей разли- вочной площадки; аварийный слив металла из сталеразливочного ковша может осуществляться вне разливочной площадки. Продолжительность прерываний струи, поступающей в промежуточный ковш, составляет примерно 90 с.
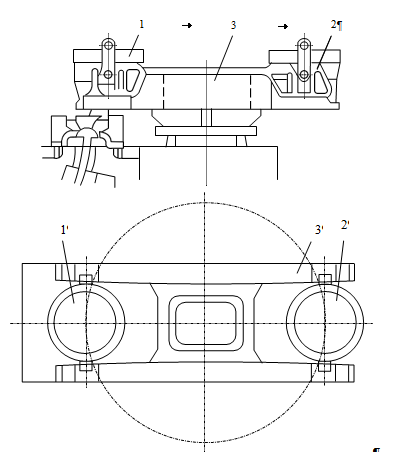
Рисунок 1.4 – Схема поворотного стенда
1.2.2 Тележки и поворотные столы промежуточных ковшей
В процессе серийной разливки возникает необходимость быстрой замены промежуточных ковшей. Эта операция осуществляется при по- мощи поворотных столов или самоходных тележек. Тележки и поворот- ные столы должны обеспечивать устойчивую разливку методом «плавка на плавку», защиту струи металла (поступающего в кристаллизатор) от вторичного окисления и соответствовать требованиям автоматизации подвода металла из сталеразливочного ковша в промежуточный. Первое условие выполняется, если механизмы тележек и поворотных столов
обеспечивают замену промежуточных ковшей за время менее 1 мин. Второе условие, связанное с применением удлиненных стаканов, требует использования механизмов для подъема промежуточных ковшей на высоту 0,6 – 0,8 м. Для автоматизации процесса непрерывной разливки поворотные столы имеют датчики, измеряющие массу жидкого металла в промежуточном ковше, дающие импульс на управление (стопором) шибером сталеразливочного ковша. Поворотные столы (рис. 1.5), снаб- женные механизмом подъема ковша и массоизмерительным устройст- вом, получили ограниченное применение, их устанавливают на МНЛЗ с самоходными сталеразливочными стендами или при разливке стали с использованием крана.
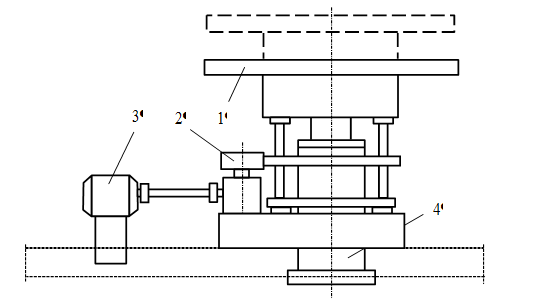
1 – платформа промежуточного ковша; 2 – привод поворота; 3 – электродвигатель;
4 – гидроцилиндр подъема
Рисунок 1.5 - Схема поворотного стола промежуточного ковша:
На МНЛЗ, снабженных поворотными сталеразливочными стенда- ми, нашли применение самоходные тележки с вертикальным перемеще- нием промежуточного ковша и массоизмерительным устройством. Ха- рактерной особенностью тележек (рис. 1.6) является консольное рас- пределение подъема платформы, на которой установлен промежуточ- ный ковш, что обеспечивает хороший обзор зеркала металла в кристал- лизаторе и свободный доступ к нему в процессе разливки.
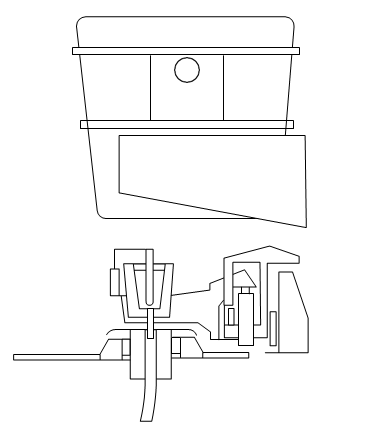
Рисунок 1.6 - Тележка промежуточного ковша
Тележки обеспечивают подъем промежуточных ковшей на высоту до 0,08 м и снабжены устройствами для центрирования ковшей относительно кристаллизаторов. Продолжительность перевода промежуточных ковшей из резервной позиции в рабочую не превышает 30 с. Тележка перемещается по рельсам, уложенным между сталеразливочным стендом и кристаллизаторами. Благодаря такому расположению рельсовых путей обеспечивается доступ к оборудованию радиального участка
МНЛЗ.
1.2.3 Промежуточные ковши и оптимизация их использования
Важным элементом МНЛЗ является промежуточный ковш. Ра- циональная его конструкция, контроль уровня металла, использование специальных устройств для подогрева металла, для введения в металл различных добавок и т.д. позволяют: 1) обеспечить необходимые и стандартные во времени условия разливки (неизменное ферростатическое давление, малые колебания температуры металла); 2) использовать промежуточный ковш как дополнительный агрегат для внепечной обработки металла с целью перемешивания, дегазации, всплывания включений, раскисления, корректировки состава и т. п. Для успешной работы технологического узла сталеразливочный ковш – промежуточный ковш
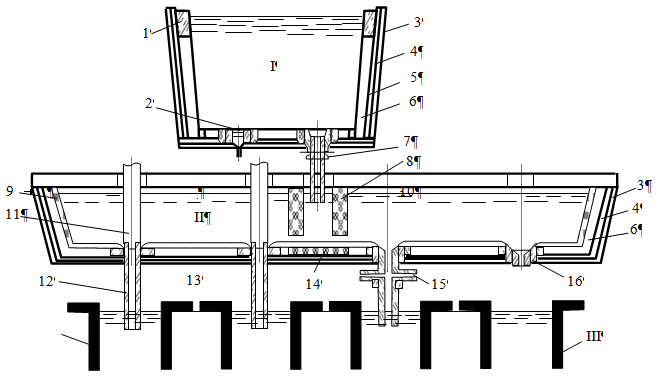
: I – сталеразливочный ковш; II – промежуточный ковш; III – кристаллизатор; 1 – шлаковая зона (например, магнезит); 2 – пористый блик; 3 – изоляция;
4 – арматурный слой футеровки (например, доломит на смоляной связке); 5, 6 – слои футеровки; 7 – шиберный затвор с защитной трубкой;
8 – перегородка; 9 – защитное покрытие; 10 – плиты холодного промежуточного ковша; 11 – стопор-моноблок; 12 – погружной стакан (цельный);
13 – то же, составной (из двух частей); 14 – отбойная плита; 15 – шиберный затвор промежуточного ковша; 16 – дозатор для разливки открытой струѐй
Рисунок 1.7 Огнеупорные изделия, применяемые при непрерывной разливке стали
1 – футеровка; 2 – изоляционная плита, 3 – кожух; 4 – изоляционный конус для защиты гнездового кирпича; 5 – гнездовой кирпич; 6 – дозатор
Рисунок 1.8 - Конструкция холодного промежуточного ковша
 Высококачественные огнеупорные плиты (примерно 85 % SiО2) имеют малую кажущуюся пористость (1,0 – 1,1 г/см3) и соответственно малую теплопроводность (0,20 – 0,25 Вт/м К). Толщина плиты примерно 30 мм. Использование армирующих волокон (например, асбеста) при изготовлении плит обеспечивает достаточную прочность. Соединительные грани плит выполняют уступами, которые при укладке двух соседних плит перекрываются. Швы дополнительно уплотняют быстротвердеющей обмазкой. Для подогрева металла используют электродуговые пли плазменные установки.
Высококачественные огнеупорные плиты (примерно 85 % SiО2) имеют малую кажущуюся пористость (1,0 – 1,1 г/см3) и соответственно малую теплопроводность (0,20 – 0,25 Вт/м К). Толщина плиты примерно 30 мм. Использование армирующих волокон (например, асбеста) при изготовлении плит обеспечивает достаточную прочность. Соединительные грани плит выполняют уступами, которые при укладке двух соседних плит перекрываются. Швы дополнительно уплотняют быстротвердеющей обмазкой. Для подогрева металла используют электродуговые пли плазменные установки.
Промежуточные ковши изначально входили в систему непрерывной разливки стали, выполняя роль емкости для распределения металла по ручьям МНЛЗ. Однако по мере эксплуатации ковшей, проведения исследований по поведению в них металла стало очевидным, что про- межуточные ковши имеют функции, далеко выходящие за рамки перво- начальных установок.
Рисунок 1.4 – Схема поворотного стенда
1.2.2 Тележки и поворотные столы промежуточных ковшей
В процессе серийной разливки возникает необходимость быстрой замены промежуточных ковшей. Эта операция осуществляется при по- мощи поворотных столов или самоходных тележек. Тележки и поворот- ные столы должны обеспечивать устойчивую разливку методом «плавка на плавку», защиту струи металла (поступающего в кристаллизатор) от вторичного окисления и соответствовать требованиям автоматизации подвода металла из сталеразливочного ковша в промежуточный. Первое условие выполняется, если механизмы тележек и поворотных столов
обеспечивают замену промежуточных ковшей за время менее 1 мин. Второе условие, связанное с применением удлиненных стаканов, требует использования механизмов для подъема промежуточных ковшей на высоту 0,6 – 0,8 м. Для автоматизации процесса непрерывной разливки поворотные столы имеют датчики, измеряющие массу жидкого металла в промежуточном ковше, дающие импульс на управление (стопором) шибером сталеразливочного ковша. Поворотные столы (рис. 1.5), снаб- женные механизмом подъема ковша и массоизмерительным устройст- вом, получили ограниченное применение, их устанавливают на МНЛЗ с самоходными сталеразливочными стендами или при разливке стали с использованием крана.
1 – платформа промежуточного ковша; 2 – привод поворота; 3 – электродвигатель;
4 – гидроцилиндр подъема
Рисунок 1.5 - Схема поворотного стола промежуточного ковша:
На МНЛЗ, снабженных поворотными сталеразливочными стенда- ми, нашли применение самоходные тележки с вертикальным перемеще- нием промежуточного ковша и массоизмерительным устройством. Ха- рактерной особенностью тележек (рис. 1.6) является консольное рас- пределение подъема платформы, на которой установлен промежуточ- ный ковш, что обеспечивает хороший обзор зеркала металла в кристал- лизаторе и свободный доступ к нему в процессе разливки.
Рисунок 1.6 - Тележка промежуточного ковша
Тележки обеспечивают подъем промежуточных ковшей на высоту до 0,08 м и снабжены устройствами для центрирования ковшей относительно кристаллизаторов. Продолжительность перевода промежуточных ковшей из резервной позиции в рабочую не превышает 30 с. Тележка перемещается по рельсам, уложенным между сталеразливочным стендом и кристаллизаторами. Благодаря такому расположению рельсовых путей обеспечивается доступ к оборудованию радиального участка
МНЛЗ.
1.2.3 Промежуточные ковши и оптимизация их использования
Важным элементом МНЛЗ является промежуточный ковш. Ра- циональная его конструкция, контроль уровня металла, использование специальных устройств для подогрева металла, для введения в металл различных добавок и т.д. позволяют: 1) обеспечить необходимые и стандартные во времени условия разливки (неизменное ферростатическое давление, малые колебания температуры металла); 2) использовать промежуточный ковш как дополнительный агрегат для внепечной обработки металла с целью перемешивания, дегазации, всплывания включений, раскисления, корректировки состава и т. п. Для успешной работы технологического узла сталеразливочный ковш – промежуточный ковш
-
разливочный стакан требуются высококачественные огнеупоры разно- го состава (рис. 1.7). Особое качество огнеупоров необходимо для футеровки зоны падения струи (например, муллит). В зависимости от ис- пользуемых огнеупорных материалов промежуточные ковши делят на три типа:
-
Нагреваемые перед разливкой до 1100 оС (теплые). На рабочую футеровку наносят слой магнезитовой защитной массы (в зонах максимального износа).
: I – сталеразливочный ковш; II – промежуточный ковш; III – кристаллизатор; 1 – шлаковая зона (например, магнезит); 2 – пористый блик; 3 – изоляция;
4 – арматурный слой футеровки (например, доломит на смоляной связке); 5, 6 – слои футеровки; 7 – шиберный затвор с защитной трубкой;
8 – перегородка; 9 – защитное покрытие; 10 – плиты холодного промежуточного ковша; 11 – стопор-моноблок; 12 – погружной стакан (цельный);
13 – то же, составной (из двух частей); 14 – отбойная плита; 15 – шиберный затвор промежуточного ковша; 16 – дозатор для разливки открытой струѐй
Рисунок 1.7 Огнеупорные изделия, применяемые при непрерывной разливке стали
-
Нагреваемые газокислородной горелкой до более 1500 °С (го-рячие).Промежуточные ковши применяют при определенных техноло- гических и металлургических условиях и футеруют высококачествен- ным (примерно 96 % MgO) магнезитовым кирпичом. -
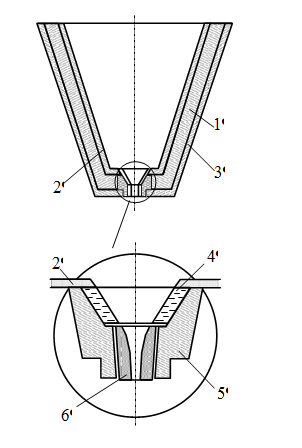
Неподогреваемые перед разливкой (холодные). В зоне контакта с расплавом в таких ковшах укладывают плиты из основных или кислых огнеупоров (рис. 1.8).
1 – футеровка; 2 – изоляционная плита, 3 – кожух; 4 – изоляционный конус для защиты гнездового кирпича; 5 – гнездовой кирпич; 6 – дозатор
Рисунок 1.8 - Конструкция холодного промежуточного ковша
Промежуточные ковши изначально входили в систему непрерывной разливки стали, выполняя роль емкости для распределения металла по ручьям МНЛЗ. Однако по мере эксплуатации ковшей, проведения исследований по поведению в них металла стало очевидным, что про- межуточные ковши имеют функции, далеко выходящие за рамки перво- начальных установок.