Добавлен: 24.11.2023
Просмотров: 88
Скачиваний: 3
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Разобранные узлы и отдельные детали, не имеющие обмоток, направляют на пост мойки(4), где их тщательно промывают в керосине с помощью волосяной щетки или кисти, а затем обдувают сжатым воздухом (медно-графитовые вкладыши керосином не промывают).
Узлы, имеющие обмотки, протирают ветошью, смоченной в бензине, и протирают насухо или обдувают сжатым воздухом.
Чистые и сухие детали и узлы направляют на пост ремонта и сборки. В процессе ремонта электрооборудования негодные узлы и детали заменяются новыми, а изношенные восстанавливаются. Отремонтированные приборы и агрегаты электрооборудования направляются на контрольный пост для проведения контрольных испытаний в соответствии с техническими условиями.
Расположение постов, а также расстановка необходимого технологического оборудования в электромеханическом отделении должны обеспечивать соблюдение технологической последовательности выполнения работ с наименьшей затратой сил и времени на перемещение агрегатов электрооборудования с одного поста на другой.
С целью повышения производительности труда и качества работ на участке постов ТР и в электромеханическом отделении на основные виды воздействий должны быть технологические и постовые карты.
Рисунок 2.1.1- Схема тележечного участка с расстановкой оборудования:
1 – Устройство для демонтажа КМБ;
2- Установка для клепки фрикционных планок;
3- Стенд для испытания триангелей Т-111;
4- Моечная машина для обмывки тележек;
5- Технологическая тележка для транспортировки тележек;
6- Дефектоскоп феррозондовый ДФ-201.1 буксовых поводков;
7- Дефектоскоп магнитопорошковый МД-12 ПШ;
8- Установка акустико-эмиссионного контроля;
9- Установка испытания и подбора пружин «Флексикойл»;
10- Кран балка г/п 5тс;
11- Кран балка г/п 3 тс;
12- Автомат для наплавки подпятников;
13- Выпрямитель сварочный ВДУ-506;
14- Установка индукционного нагрева УИН-002-025;
15- Стенд для наплавки боковин;
16- Стенд наплавки наклонных пазов;
17- Станок для обработки подпятника;
18- Горизонтально –расточной станок 2620;
19- Станок токарный;
20- Станок для обработки боковин рамы тележки;
21- Поточно-конвейнерная линия для перемещения тележек;
22- Конвейнер для перемещения пружин рессорного комплекта.
| | |
| | |
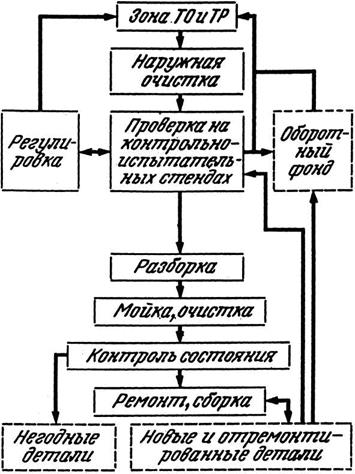
Рисунок 2.1.2-Схема последовательности выполнения работ в электромеханическом отделении.
Техника безопасности:
При ТО и ремонте электрооборудования необходимо соблюдать следующее:
-
контрольно-регулировочные работы, выполняемые при работающем двигателе (проверка работы генератора, регулировка реле-регулятора и др.), рекомендуется проводить на посту, оборудованном местным отсосом; -
во избежание захвата одежды или рук обслуживающего персонала вращающимися частями (шкив генератора, лопасти вентилятора и др.) перед началом работы необходимо застегнуть рукава и привести в порядок другие части одежды и головного убора; -
работать надо только чистыми и исправными инструментами; -
наждачный круг должен быть защищен стальным кожухом так, чтобы открытой оставалась только рабочая часть круга. Работать со снятым кожухом запрещается.
Корпуса электродвигателей и оборудование электромеханического отделения должны надежно заземляться или иметь зануление, согласно действующим «Правилам устройства электромеханических установок».
При работе электроинструментом, питающимся от электрической сети напряжением выше 36 В, необходимо соблюдать следующие правила:
-
к работе электроинструментом допускаются лица, прошедшие специальную подготовку; -
перед началом работы инструмент необходимо осмотреть, а также надеть защитные приспособления (диэлектрические резиновые перчатки, резиновую обувь);
-
если во время работы электроинструментом рабочий почувствует хотя бы слабое действие тока, электроинструмент необходимо немедленно отключить от сети и сдать в ремонт.
Таким образом, с целью повышения производительности труда и качества работ на участке постов ТР и в электромеханическом отделении на основные виды воздействий должны быть технологические и постовые карты.
2.2 Рассчитать программу ремонта по цеху
Слесарный цех расположен в цехе ТР-3 на площади 83м².
Слесарный цех служит для ремонта и обслуживания фильтров. В цехе предусмотрена механизация разборочно-сборочных работ с применением механизированного ручного инструнмента. В цехе расположена испытательная станция, предназначенная для ремонта фильтров тепловоза и обеспечения их готовности к эксплуатации.
Рассчитываем годовую программу ремонта по слесарному цеху
Мтр-3 = Ртр-3 * m (2.2.1)
Мтр-2 = Ртр-2 * m (2.2.2)
Мтр-1 = Ртр-1 * m (2.2.3)
Где: n – количество локомотивов из программы годового ремонта;
m – количество тележек.
Мтр-3 = 43 * 2 = 86 тележек
Мтр-2 = 46 * 2 = 92 тележек
Мтр-1 = 320 * 2 = 640 тележек
Рассчитаем программу ремонта по цеху
Рцеха = Мтр-3 + Мтр-2 + Мтр-1 (2.2.4)
Рцеха = 86 + 92 + 640 = 818 – ремонтируемых тележек
Таким образом, программа цеха по ремонту составляет 540 ремонтируемых тележек.
2.3 Рассчитать контингент работников по цеху
Основными группами работников локомотивного депо являются рабочие
локомотивных бригад, рабочие по техническому обслуживанию и ремонту локомотивов, экипировке локомотивов, цеховой персонал и штат аппарата управления депо. Численность работников рассчитывается отдельно по каждой группе. Определяется явочный и списочный контингент. Наибольшую часть составляют локомотивные бригады и рабочие, занятые на различных видах ремонта.
Определяем явочное число рабочих
Чяв = (qтр-3 * Мтр-3 + qтр-2 * Мтр-2 + qтр-1 * Мтр-1) / Т * к (2.3.1)
где: q – нормативная трудоемкость;
М – годовая программа ремонта;
Т – годовой фронт рабочего времени (Т = 1987)
к – коэффициент выполнения норм выработки (1,1 – 1,15)
qтр-1 = 30
qтр-2 = 83
qтр-3 =100
Чяв = (100 * 86 + 83 * 92 + 30 * 640) / 1987 * 1,1 = 10,4 = 10 человек
Определяем списочное число рабочих.
Чсп = Чяв * К (2.3.2)
Где: К – коэффициент замещения отсутствующих рабочих (применяется от 1,07 до 1,09)
Чсп = 10 * 1,07 = 11,7 = 11 человека
Таким образом, рассчитали контингент работников по цеху. Средний разряд рабочих не должен превышать среднего разряда работ по отделению.
2.4 Составить штатное расписание с учетом разряда рабочих
Средний разряд рабочих не должен превышать среднего разряда работ по отделению.
Таблица 2.4.2 – Средний разряд рабочих по тарифам.
| Тарифный разряд | 3 | 4 | 5 | 6 |
| Тарифный коэффициент | 1,63 | 1,89 | 2,12 | 2,31 |
| Число рабочих | 3 | 3 | 4 | 1 |
Рассчитаем средний тарифный коэффициент:
Кср = (К3 * П3 + К4 * П4 + К5 * П5 + К6 * П6) / Чсп (2.4.1)
Где: Кср – средний тарифный коэффициент;
К – тарифный коэффициент;
П – Число рабочих;
Чсп – списочное число рабочих;
Кср = (1,63 * 3 + 1,89 * 3 + 2,12 * 4 + 2,31 * 1) / 11 = 1,94
Средний разряд рабочих определяем по формуле:
Тср = Тм + ((Кср – К1) / (К2 – К1)) (2.4.2)
Где: Тм – ближайший меньший тарифный разряд по тарифной сетке (1,94 – между 4 и 5 разрядами);
К1 – тарифный коэффициент ближайшего меньшего тарифного разряда;
К2 – тарифный коэффициент ближайшего большего тарифного разряда;
Тср = 4 + ((1,94 – 1,89) / (2,12 – 1,89)) = 4,21 + 0,22 = 4,43
Тарифный коэффициент показывает, что оплата труда двух работников, выполняющих работу по одной и той же специальности (профессии) на одном и том же предприятии, может значительно различаться. И причина этого — в разном уровне квалификации работников и сложности выполняемой ими работы. В зависимости от квалификации и сложности работникам присваиваются разряды и устанавливаются тарифные коэффициенты.
2.5 Рассчитать фонд заработной платы
Расчет заработной платы один из важных процессов, видь от этого и зависит вся зарплата сотрудников цеха и депо.
| Проф. | Кол | Разряд | Ставка (руб) | Оклад (руб) | Время (час) | Доплаты | За месяц (руб) | За год (12 месяцев) (руб) | |||||
| РК 30% | ДВК 20% | Премия 25% | | | | ||||||||
| Слесарь | 4 | 5 | 81,71 | 12 079 | 165 | 3 623,7 | 2 415,8 | 3 019,75 | 138 481,6 | 1 661 779,2 | | ||
| Слесарь | 3 | 4 | 73,21 | 10 822 | 3 246,6 | 2 164,4 | 2 705,5 | 93 054,45 | 1 116 653,4 | | |||
| Слесарь | 3 | 3 | 63,77 | 9 426 | 2 827,8 | 1 885,2 | 2 356,5 | 81 052,65 | 972 631,8 | | |||
| Бригадир | 1 | 6 | - | 17 495 | - | 8 747,5 | 5 248,5 | 4 373,75 | 35 864,75 | 430 377 | | ||
| Итого: | 11 | | 348 453,45 | 4 181 441,4 | | ||||||||