Файл: Развитие общества невозможно без использования энергии. Масштабы энергопотребления за несколько тысячелетий возросли до громадных величин. Потребность в энергии резко повышается с техническим и культурным прогрессом.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 29.11.2023
Просмотров: 360
Скачиваний: 1
В данном дипломном проекте рассматривается разработка линейного асинхронного двигателя для поперечно-строгального станка 7В35.
-
РАСЧЕТНО – ТЕОРЕТИЧЕСКАЯ ЧАСТЬ

состоящий из рабочего хода, при котором срезается слой металла, и обратного холостого хода, при котором резец отводится в исходное положение. У поперечно-строгальных станков перемещение резца является главным движением — движением резания, а перемещение заготовки в поперечном направлении есть движение подачи.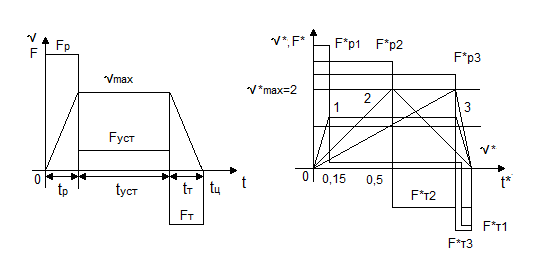
Рисунок 1.1 - Нагрузочная диаграмма и силы ЛАД
На станине имеются вертикальные направляющие, по которым перемещается поперечина. Стол перемещается по горизонтальным направляющим поперечины, что в итоге обеспечивает возможность столу перемещаться в вертикальном и горизонтальном направлениях. Заготовка крепится на столе. Продольную и поперечную подачи осуществляет автоматическая коробка подач, вертикальную подачу – механизм автоматической подачи суппорта.
Ползун представляет собой пустотелую чугунную отливку, снабжённую внутри рёбрами жёсткости. Снизу ползун имеет наклонные направляющие в форме «ласточкина хвоста», которыми он скользит по направляющим, образованным станиной и клиньями. Подвижный клин должен быть отрегулирован так, чтобы ползун совершал своё возвратно-поступательное движение легко и без люфта.
Прямолинейное возвратно-поступательное движение ползуна осуществляется кулисой. К передней части ползуна крепится суппорт (резцовая головка). Механизм автоматического откидывания резца поднимает резец над деталью при обратном ходе ползуна.
Преимущество строгальных станков по сравнению с фрезерными - применение инструмента (резцов), более простого в изготовлении и заточке, что значительно снижает его стоимость.
Основные параметры и размеры:
Класс точности Н
Наибольшие размеры верхней рабочей поверхности стола, мм:
- длина 500
- ширина 400
Ход ползуна, мм:
- наибольший 510
- наименьший 20
Наибольшее расстояние от опорной поверхности резца до станины (вылет), мм 560
Наибольшая величина перестановки ползуна, мм 310
Наибольшее расстояние между рабочей поверхностью стола и
ползуна, мм 400
Количество пазов рабочей поверхности стола 3
Размеры пазов стола, мм:
- расстояние между пазами 100
- ширина пазов 18 Наибольшая величина перемещения стола, мм:- в горизонтальном направлении 530 - в вертикальном направлении 310 Наибольшая величина перемещения салазок суппорта до входа в станину, мм 170 Наибольший угол поворота стола, град ±90 Наибольший угол поворота суппорта до входа в станину, град ±60 Наибольший угол поворота доски резцедержателя, град ±15 Число ступеней скорости перемещения ползуна 8 Пределы чисел двойных ходов ползуна в минуту 13,2÷150 Число горизонтальных подач стола 25 Пределы горизонтальных подач стола, мм/дв.ход 0,2÷5,0 Скорость ускоренного перемещения стола, м/мин - в горизонтальном направлении 4,0 - в вертикальном направлении 0,8 Наибольшее усилие резания на ползуне, кН 17,65 Масса станка с электрооборудованием, кг 1980 Габаритные размеры станка, мм:- длина 2310 -ширина 1055 - высота 1550 Электродвигатель главного движения:- тип 4A132S6У3- мощность, кВт 5,5- частота вращения, об/мин 960 Допустимое станком усилие резания определяется по формуле:Рzдоп ст=(QТ-Qхх) / K, (1.1)где QТ – тяговое усилие станка – сила, приложенная к рейке стола со стороны реечной шестерни привода в направлении рабочего хода стола и параллельно его движению;Qхх – часть тягового усилия станка, теряемого на преодоление сил трения в направляющих от действия веса стола Gст и обрабатываемого изделия Gизд;K – коэффициент, учитывающий действие других составляющих усилия резания Рx и Рy. Этот коэффициент зависит от соотношениям между Рz: Рy: Рx. При общепринятом соотношении составляющих усилий резания 1:0,5:0,3 коэффициент K= 1,07.Qхх=μ(Gст+ Gизд), (1.2) где μ – коэффициент трения в направляющих, который можно принять равным 0,15 – 0,18 для текстолита по чугуну.Qххmax=0,18× (3620+3×1500)≈1500кг.QТср= Рzср× K+ Qххmax=3500×1,07+1500≈5000 кг.Таблица 1.1 - Зависимость средней скорости рабочего хода ползуна и усилия на ползуне от длины строгания и числа двойных ходов ползуна в минуту
| Длинастрогания, мм | Угол рабочего хода | V | P | V | P | V | P | V | P | V | P | V | P | V | P | V | P |
| 50 | 18406 | 1,24 | 153 | 1,87 | 102 | 2,55 | 44,5 | 3,6 | 52,5 | 5,1 | 37,5 | 7,6 | 25 | 10,4 | 18,3 | 14,8 | 12,9 |
| 100 | 18812 | | | | | | | | | | 19,4 | 14,9 | 12,9 | 20,3 | 9,5 | 28,9 | 6,7 |
| 150 | 19218 | | | | | | | | | | 13,4 | 21,8 | 8,9 | 29,8 | 6,5 | | |
| 200 | 19626 | | | | | | | | | | 10,4 | 28,5 | 6,9 | 39,0 | 5,0 | | |
| 250 | 20034 | | | | | | | | | | | 34,9 | 5,7 | 47,7 | 4,2 | | |
| 300 | 20444 | | | | | | | | | | | 41,0 | 4,9 | | | | |
| 350 | 20858 | | | | | | | | | | | 46,9 | 4,3 | | | | |
| 400 | 21312 | | | | | | | | | | | | | | | | |
| 450 | 21730 | | | | | | | | | | | | | | | | |
| 500 | 22150 | | | | | | | | | | | | | | | | |
V – средняя скорость рабочего хода ползуна, м/мин P – усилие на ползуне, кН1.2 Преимущества использования линейных асинхронных двигателей в строгальных станкахВ продольно-строгальном станке в качестве двигателя привода главного движения используется электродвигатель постоянного тока, который обеспечивает движение стола с закрепленной на нем обрабатываемой деталью. Характер движения стола – возвратно-поступательный.Электродвигатель постоянного тока имеет коллекторный узел, что существенно усложняет конструкцию и стоимость двигателя. Коллектор представляет собой наиболее сложный и ответственный узел электрической машины. Это объясняется, во-первых, конструкцией кольца, составленного из большого количества медных пластин, чередующихся с изоляционными прокладками, во-вторых, сложными геометрическими формами сопряжения металлических и изоляционных деталей и, наконец, силовыми явлениями, возникающими под действием центробежных сил и температурных изменений.При разработке технологических процессов изготовления коллекторов необходимо обеспечить монолитность конструкции и способность сохранять геометрическую форму в течение всего эксплуатационного периода.Современный уровень развития станкостроения характеризуется применением высокоскоростных металлообрабатывающих станков, когда наряду с высокой скоростью обработки поддерживается высокая точность изготовления деталей.Применение в станках автоматизированных электроприводов обеспечивает расширение технологических возможностей станков, рост производительности, увеличение точности и чистоты обработки. В современном автоматизированном электроприводе всё более важное значениеимеет использование машин переменного тока вместо электрических двигателей постоянного тока.
 Электропривод переменного тока стал доминирующим в новых разработках технологического оборудования. Опыт использования станков с ЧПУ(числовым программным управлением) показал, что эффективность их применения возрастает при повышении точности, усложнении условий обработки, повышения производительности.
Электропривод переменного тока стал доминирующим в новых разработках технологического оборудования. Опыт использования станков с ЧПУ(числовым программным управлением) показал, что эффективность их применения возрастает при повышении точности, усложнении условий обработки, повышения производительности.