ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 30.11.2023
Просмотров: 68
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
АО «ТАТНЕФТЕПРОВОДСТРОЙ»
Родины ул., д.20, Казань, Россия, 420097
тел.: (843) 295-79-64, факс: (843) 295-79-54, Е-mail: info@tnpsrt.ru
ОКПО 01291117, ОГРН 1021602852798, ИНН/КПП 1653008600 / 166001001
Согласовано: Утверждаю:
Представитель Главный инженер
_______________________________________
_______________________________________ _________________________Баландин А.А.
«___» _____________2023 г. «___» _____________2023 г.
М.П. М.П.
ТЕХНОЛОГИЧЕСКАЯ КАРТА
НА ИЗОЛЯЦИЮ И ТЕПЛОИЗОЛЯЦИЮ ТРУБОПРОВОДОВ И ОТВОДОВ
ОБЪЕКТ:
Система транспорта нефти. «Ванкор» - «Сузун» - «Пайяха».
Нефтепровод «Сузун-Пайяха».
7110020/0136Д – 33 – 230000 – ЛТ1 -7110020/0136Д – 33 – 230180 – ЛТ1
г. Казань
2023г.
ЛИСТ СОГЛАСОВАНИЯ ТК НА ИЗОЛЯЦИЮ И ТЕПЛОИЗОЛЯЦИЮ ТРУБОПРОВОДОВ И ОТВОДОВ
| Должность | Фамилия И.О. | Роспись | Дата |
| | | | |
| | | | |
| | | | |
| | | | |
| | | | |
| | | | |
| | | | |
| | | | |
| | | | |
| | | | |
| | | | |
| | | | |
| | | | |
| | | | |
| | | | |
| | | | |
| | | | |
| | | | |
| | | | |
| | | | |
| | | | |
| | | | |
| | | | |
| | | | |
| | | | |
| | | | |
| | | | |
| | | | |
| | | | |
| | | | |
| | | | |
| | | | |
| | | | |
| | | | |
| | | | |
| | | | |
| | | | |
| | | | |
| | | | |
| | | | |
| | | | |
| | | | |
| | | | |
Содержание
1.Область применения 4
1.1.Общие положения 4
2.Организация и технология выполнения работ 4
2.1.Подготовительные работы 4
2.2. Технология подготовки поверхности для нанесения покрытия. 5
2.3.Нагрев изолируемой поверхности перед нанесением праймера 6
2.4.Подготовка праймера 6
2.5.Нанесение праймера 6
2.6.Монтаж термоусаживающейся манжеты 7
2.7.Усадка манжеты 8
2.8.Установка скорлуп из ППУ 9
2.9.Установка и герметизация кожуха 10
2.10.Установка матов прошивных базальтовых 11
2.11.Гидроизоляция кожуха (при подземной прокладке нефтепровода) 12
3.Требования к качеству работ 13
3.1.Входной контроль изделий и материалов 13
3.2.Контроль качества теплоизоляции трубопровода. 13
4.Потребность в материально-технических ресурсах 14
5.Охрана труда 15
5.1. ОБЩИЕ ТРЕБОВАНИЯ ОХРАНЫ ТРУДА 17
5.2.ПОЖАРНАЯ БЕЗОПАСНОСТЬ 22
5.3. ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ 26
-
Область применения-
Общие положения
-
Настоящая технологическая карта (далее ТК) разработана на изоляцию стыков трубопроводов и деталей изоляционным покрытием.
Работы выполняются по проектам №7110020-0136Д-33-230000 - №7110020-0136Д-33-230180 «СИСТЕМА ТРАНСПОРТА НЕФТИ «ВАНКОР» - «СУЗУН» - «ПАЙЯХА». НЕФТЕПРОВОД «СУЗУН» - «ПАЙЯХА» разработанным АО «ТомскНИПИнефть», на основании действующих нормативно-технических документов:
-
СНиП 12-03-2001. Безопасность труда в строительстве. Часть 1. Общие требования; -
СНиП 12-04-2002. Безопасность труда в строительстве. Часть 2. Строительное производство; -
Постановление Правительства РФ от 16 сентября 2020 года №1479 «Об утверждении Правил противопожарного режима в Российской Федерации». -
СП 86.13330.2014 «Магистральные трубопроводы»; -
СП 48.13330.2019 «Организация строительства»; -
ВСН 008-88 «Строительство магистральных и промысловых трубопроводов. Противокоррозионная и тепловая изоляция»; -
ГОСТ Р51164-98 Технические условия на применяемые материалы.
Перед началом работ ознакомиться (под роспись) с ТК лицам, ответственным за безопасное производство работ (ст. прораб, прораб, мастер) и рабочим, занятым на работах.
К производству изоляционных работ допускаются лица, прошедшие медицинское освидетельствование, обученные, получившие удостоверение на право выполнять изоляционные работы.
Работы без ответственного ИТР на месте производства работ, запрещены.
-
Организация и технология выполнения работ-
Подготовительные работы
-
Перед изоляцией зон сварных стыков труб необходимо:
• Ознакомиться с технологической картой;
• Подготовить необходимое оборудование, инструменты и иные вспомогательные средства, проверив их пригодность и работоспособность;
• Подготовить необходимое укрытие для проведения изоляционных работ в ненастную погоду, обеспечивающее защиту рабочей зоны (зоны сварного стыка) от ветра, дождя, снега или других негативных факторов;
• Осуществить дополнительные мероприятия, обеспечивающие качество изоляционных работ: подготовить лестницы, настилы под трубой, если в этом есть необходимость, укрытия для хранения изоляционных материалов, средств инструментального контроля, а также материалы для предотвращения загрязнения очищенной поверхности трубы (например, подготовить полотенца на «липучках» для укрытия очищенной зоны стыка от пыли работающей вблизи установки и уменьшения потерь тепла) и т.п.;
• Обеспечить безопасные условия труда и проведение изоляционных работ в соответствие с РД 09-364-00 Госгортехнадзора России, Постановление № 38 от 23.06.00 г., а также СНиП Ш-4-80 «Техника безопасности в строительстве» (для операторов - перчатки термостойкие, рабочую одежду и обувь, респиратор для нанесения праймера в палатках (загазованность воздуха определяется по ГОСТ 12.1.005); защитные очки и респираторы для работы с пескоструйной установкой и т.п.).
-
Технология подготовки поверхности для нанесения покрытия.
Поверхность сварного стыка и прилегающую к нему зону заводского покрытия на расстояние 200 мм очистить от грязи, пыли и влаги с помощью чистой ветоши, а при наличии жировых загрязнений нефти с помощью ветоши, смоченной в органическом растворителе (ацетон, неэтилированный бензин).
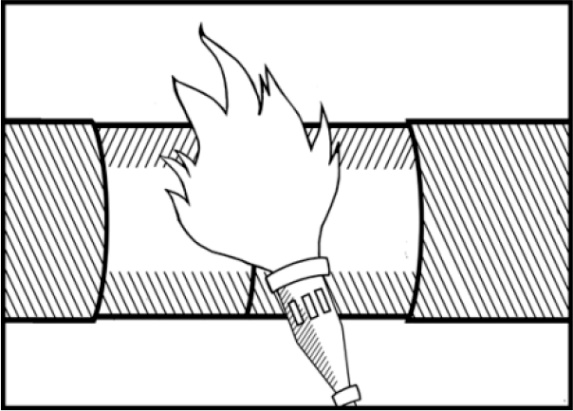 Высушить поверхность сварного стыка труб путем нагрева с помощью газовой горелки либо индуктором грейферным. Проверка температуры поверхности производится контактным термометром по четырем равноудаленным точкам по периметру трубы.
Высушить поверхность сварного стыка труб путем нагрева с помощью газовой горелки либо индуктором грейферным. Проверка температуры поверхности производится контактным термометром по четырем равноудаленным точкам по периметру трубы.
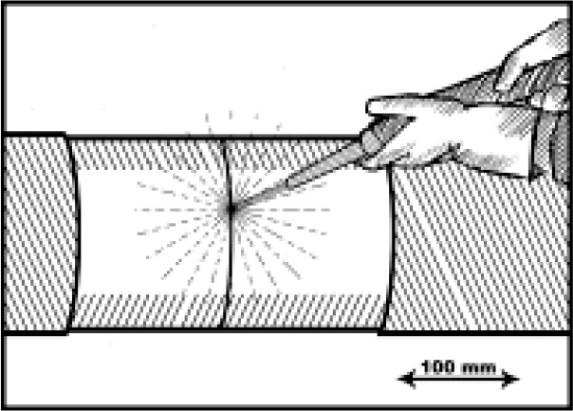 После сушки провести очистку металлической поверхности сварного стыка и зоны заводского покрытия трубы абразивоструйной установкой (купершлаком или сухим, просеянным песком (преимущественно речным), обеспечивающим достижение степени очистки поверхности трубы 2 (по ГОСТ 9.402-80) или Sa 2 ½ (по ISO 8501-1). Фракционный состав должен быть 0,2-3,0 мм, из них масса зерен размером 0,5-2,5 мм должна составлять не менее 75% общей массы; влажность абразива– не более 1%. Норма расхода песка при зоне очистки 200 мм на 1 стык – 19кг.
После сушки провести очистку металлической поверхности сварного стыка и зоны заводского покрытия трубы абразивоструйной установкой (купершлаком или сухим, просеянным песком (преимущественно речным), обеспечивающим достижение степени очистки поверхности трубы 2 (по ГОСТ 9.402-80) или Sa 2 ½ (по ISO 8501-1). Фракционный состав должен быть 0,2-3,0 мм, из них масса зерен размером 0,5-2,5 мм должна составлять не менее 75% общей массы; влажность абразива– не более 1%. Норма расхода песка при зоне очистки 200 мм на 1 стык – 19кг.-
Нагрев изолируемой поверхности перед нанесением праймера
 Перед нанесением праймера, подготовленную в соответствии с пп.4.1-4.4 поверхность (сталь и полиэтилен) повторно нагревают пламенем газовой горелки до температуры 90+5°С. Поверхность (сталь и полиэтилен) должна быть данной температуры в момент нанесения манжеты. Пропановые горелки должны обеспечивать нагрев поверхности не коптящим пламенем длиной 300-500 мм и «контактным пятном» диаметром 150-200 мм.
Перед нанесением праймера, подготовленную в соответствии с пп.4.1-4.4 поверхность (сталь и полиэтилен) повторно нагревают пламенем газовой горелки до температуры 90+5°С. Поверхность (сталь и полиэтилен) должна быть данной температуры в момент нанесения манжеты. Пропановые горелки должны обеспечивать нагрев поверхности не коптящим пламенем длиной 300-500 мм и «контактным пятном» диаметром 150-200 мм.Прогретая поверхность должна быть без копоти, что достигается правильной регулировкой пламени горелок. При возникновении копоти необходимо ее удалить ветошью и повторно нагреть поверхность.
-
Подготовка праймера
Емкости с компонентами эпоксидного праймера должны храниться в оригинальной (заводской) упаковке при температуре от +5 до +40°С в местах, исключающих попадание влаги и прямых солнечных лучей. Смешивание компонентов праймера следует осуществлять при температуре компонентов не ниже +10°С, для чего их обязательно нужно выдержать в течении не менее 24-х часов в теплом помещении.
Непосредственно перед нанесением праймера на подготовленную поверхность стыка, емкость с компонентом Б перелить в емкость с компонентом А и тщательно перемешать шпателем до получения однородной массы.
Праймер должен быть полностью нанесен на поверхность стыка в течение продолжительности жидкой фазы. При производстве работ при отрицательных температурах воздуха готовый праймер должен быть немедленно нанесен на подготовленную зону стыка.
-
Нанесение праймера
Подготовленный в соответствии с п.2.4 праймер нанести поролоновыми валиками равномерным слоем на стальную поверхность стыка. Выливать праймер из ёмкости при его