ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 30.11.2023
Просмотров: 71
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
нанесении на трубу следует небольшими порциями, равномерно распределяя его по всей поверхности. Особое внимание обращать на равномерность нанесения праймера в нижней части трубы и зоне сварного шва стыка труб.
Подготовка полотна ленты.
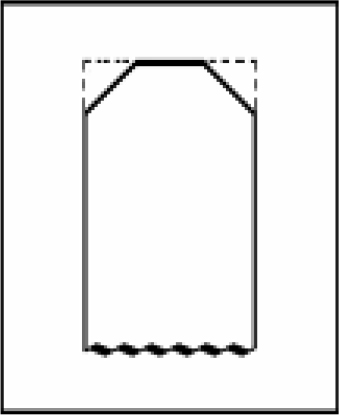 • На одном из концов манжеты срезать 2 угла с размерами 50 мм по длине и 15-25 мм по ширине полотна манжеты. Если лента поставляется в рулоне, то перед монтажом отрезать требуемую длину полотна ленты в зависимости от Ø изолируемой трубы (820x17).
• На одном из концов манжеты срезать 2 угла с размерами 50 мм по длине и 15-25 мм по ширине полотна манжеты. Если лента поставляется в рулоне, то перед монтажом отрезать требуемую длину полотна ленты в зависимости от Ø изолируемой трубы (820x17).
Установка манжеты на трубу.
• Перед нанесением снять с манжеты антиадгезионную пленку.
Манжету монтировать вокруг трубы полиэтиленовым слоем наверх, а клеевым слоем – к трубе. Нахлёст концов манжеты друг на друга должен быть не менее 50 мм и располагаться на уровне 10 или 14 часов по образующей трубы.
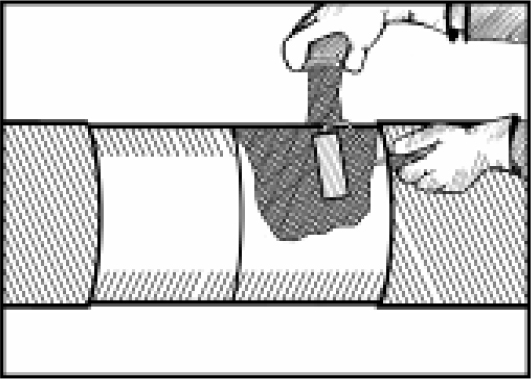
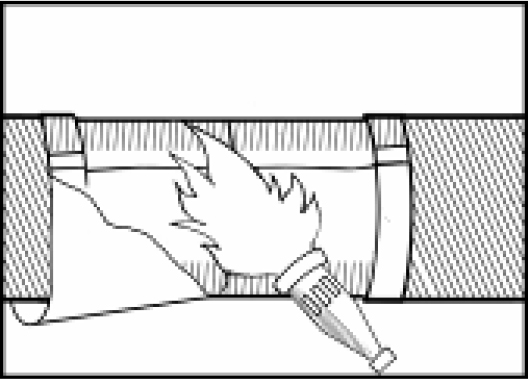
 • Конец манжеты с обрезанными углами прогреть пламенем горелки со стороны клеевого слоя, не допуская усадки полиэтилена, а затем прижать ленту к праймированной поверхности трубы, располагая маркировочную надпись на манжете над сварным швом. Манжета должна перекрывать заводское покрытие трубы с обеих сторон от сварного шва не менее чем на 50 мм. Следует следить за тем, чтобы будущий нахлёст концов манжеты и замковая пластина не располагались над продольным или спиральным сварным швом трубы.
• Конец манжеты с обрезанными углами прогреть пламенем горелки со стороны клеевого слоя, не допуская усадки полиэтилена, а затем прижать ленту к праймированной поверхности трубы, располагая маркировочную надпись на манжете над сварным швом. Манжета должна перекрывать заводское покрытие трубы с обеих сторон от сварного шва не менее чем на 50 мм. Следует следить за тем, чтобы будущий нахлёст концов манжеты и замковая пластина не располагались над продольным или спиральным сварным швом трубы.
• Второй оператор должен держать манжету таким образом, чтобы она провисающей частью не касалась земли, воды или снежного покрова. Обернуть полотно манжеты вокруг изолируемого стыка. Второй конец манжеты прогреть горелкой со стороны клеевого слоя и прижать к первому концу на трубе с нахлёстом не менее 50 мм.
 • Замковую пластину прогреть мягким желтым пламенем со стороны клеевого слоя до появления блеска, затем установить непосредственно на нахлёст концов манжеты клеевым слоем вниз так, чтобы линия нахлёста проходила под серединой замковой пластины (рис.7). После установки замковой пластины кратковременно прогреть ее пропановой горелкой (возвратно-поступательными движениями руки вдоль трубы), периодически приглаживая ее рукой в перчатке или прикатывающим роликом, не допуская образования складок и пузырей.
• Замковую пластину прогреть мягким желтым пламенем со стороны клеевого слоя до появления блеска, затем установить непосредственно на нахлёст концов манжеты клеевым слоем вниз так, чтобы линия нахлёста проходила под серединой замковой пластины (рис.7). После установки замковой пластины кратковременно прогреть ее пропановой горелкой (возвратно-поступательными движениями руки вдоль трубы), периодически приглаживая ее рукой в перчатке или прикатывающим роликом, не допуская образования складок и пузырей.
• После установки замковой пластины, необходимо произвести ее прикатку силиконовым роликом для удаления из-под нее возможных пузырей воздуха и выравнивания всего материала. При появлении складок следует проводить их разглаживание прикатывающим роликом от центра к ближайшему краю, слегка подогревая «холодные» места пластины по ходу удаления складки или воздушного пузыря.
 Термоусадку манжеты производят сразу после установки замковой пластины. Усадку производить газовой горелкой, используя возвратно-поступательные движения по всему периметру.
Термоусадку манжеты производят сразу после установки замковой пластины. Усадку производить газовой горелкой, используя возвратно-поступательные движения по всему периметру.
Усадку проводить от середины манжеты к краям, используя возвратно-поступательные движения по всему периметру трубы. Мягкое широкое пламя должно непрерывно перемещаться, не останавливаясь на одном месте более 2 секунд во избежание пережога.
Перемещающееся пламя следует направлять на не полностью прогретые участки, в первую очередь с подветренной стороны, которые по мере их прогрева и усадки дают более равномерное натяжение прогретой части манжеты, уменьшая складки.
После плотного обжатия манжетой всей поверхности изолируемого стыка продолжать нагрев манжеты для завершения ее полной усадки. Показателем завершения усадки является выступление адгезива из-под краев манжеты не мене чем на 3-4 мм. Кроме того, рекомендуется проверять степень расплавления термоплавкого адгезива. Для этого надавить пальцем на манжету с небольшим усилием под углом к поверхности трубы. Образовавшаяся складка должна разгладиться самостоятельно после снятия усилия.
Не дав манжете остыть и потерять эластичность и мягкость, следует ее прокатать роликом для удаления из-под нее возможных воздушных пузырей, обратив особое внимание на нахлёст концов манжеты, зоны поперечного и спирального швов и «переход» к заводскому покрытию. В случае достижения равномерного и одновременно интенсивного нагрева, манжета усаживается без образования воздушных пузырей и гофр. Если же под манжетой образуется воздушный пузырь, то следует выдавливать его роликом к ближайшему краю манжеты (вверх и вбок), при необходимости кратковременно прогревая «холодные» участки манжеты на пути его удаления.
Для удаления воздушных пузырей из зоны усиления поперечного и спирального сварных швов необходимо использовать прикатывающий силиконовый ролик с желобком.
После усадки манжеты, продолжать прогревать её по всему периметру в течении 5-10 минут, для более полного взаимодействия термоплавкого адгезива и нанесённого на изолируемую поверхность праймера.
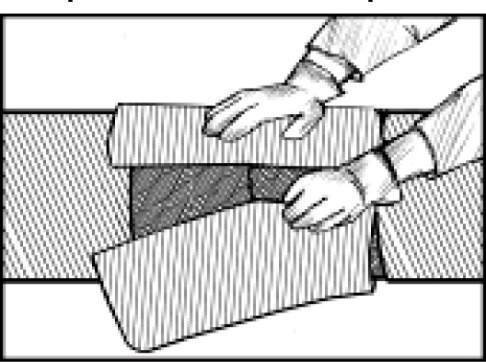
Замерить рулеткой ширину теплоизолируемого сварного стыка между торцами заводской теплоизоляции. В случае если ширина скорлуп больше, чем ширина сварного стыка, сегменты скорлупы следует подрезать до нужного размера с помощью ножовки (пилы).
Установить сегменты скорлупы на сварной стык. При установке двух сегментов стыки скорлуп должны находиться в положениях, соответствующих 3,9 ч, при установке трех - 2,6,10 ч, при установке четырех - 2,5, 8,11 ч.
Установить на скорлупу ремни с натяжным механизмом. Затянуть до плотного соединения стыков скорлуп, не допуская повреждения сегментов скорлуп.
Скорлупы должны плотно прилегать друг к другу. Зазор между сегментами скорлуп, а также между сегментами скорлуп и ППУ трубы должен быть не более 7 мм. Зазоры шириной более 7 мм подлежат ремонту с применением жидкой пены из баллона.
Закрепить скорлупы упаковочной стальной лентой с замком. Количество лент на стыке - не менее 2 шт. Ленты расположить от края оболочки скорлупы на расстоянии от 150 мм до 200 мм.
Установить замок на ленты и произвести затяжку металлических лент при помощи натяжителя.
Подогнуть и закрепить концы стяжек.
Отметить маркером по краям защитных оболочек трубы расстояние, на которое будет установлен кожух.
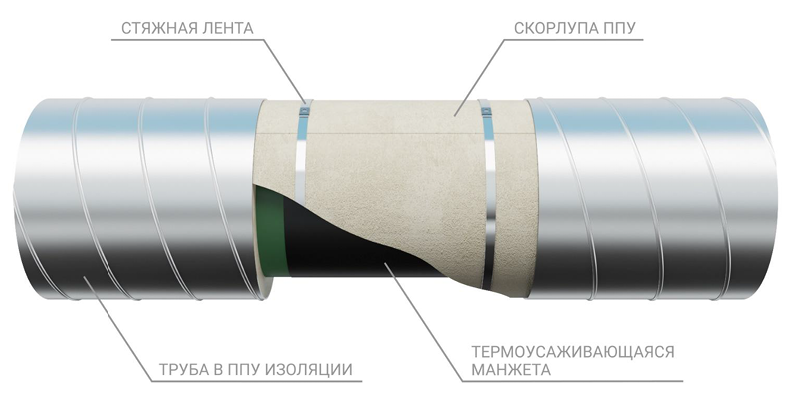 Установка скорлуп из ППУ окончена, изображение:
Установка скорлуп из ППУ окончена, изображение:
Обезжирить внутреннюю поверхность кожуха и поверхность на защитной оболочке трубы на расстоянии 150 мм от края оболочки растворителем.
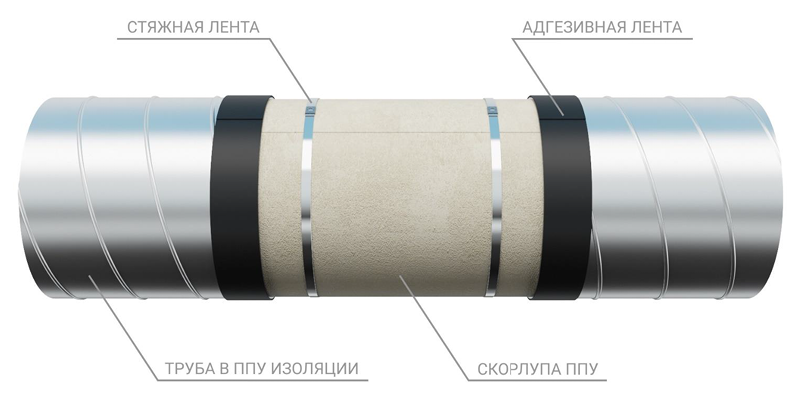
Последовательно прогревая пламенем горелки края защитной оболочки трубы, приклеить по краям термоплавкую адгезионную ленту. Термоплавкие адгезионные ленты установить по отметкам краев кожуха на оболочках, второй край лент может заходить с нахлёстом на установленные ранее термоусаживаемые ленты. Прикатать ленту роликом, чтобы лента равномерно прилегала к оболочке.
Изображение - размещение адгезионных (адгезивных) лент:
Установить кожух таким образом, чтобы перехлест края кожуха был ориентирован сверху вниз. Перехлёст должен находиться в положениях, соответствующих 1,2 ч или 10,11 ч, и составлять не менее 100 мм.
Кожух устанавливается симметрично относительно центра сварного стыка, должен полностью закрывать место стыка и перекрывать защитную оболочку труб, образующих стык.
Установить на кожух ремни с натяжным механизмом. Ремни установить на расстоянии от 300 мм до 400 мм от краев кожуха. Произвести предварительную затяжку ремней.
Прогреть мягким пламенем газовой горелки края кожуха для расплавления термоплавкой адгезионной ленты. Постепенно произвести окончательную затяжку стяжных ремней. После установки кожух должен плотно облегать место стыка. Адгезивный материал ленты, выступающий из-под кожуха, должен быть удален.
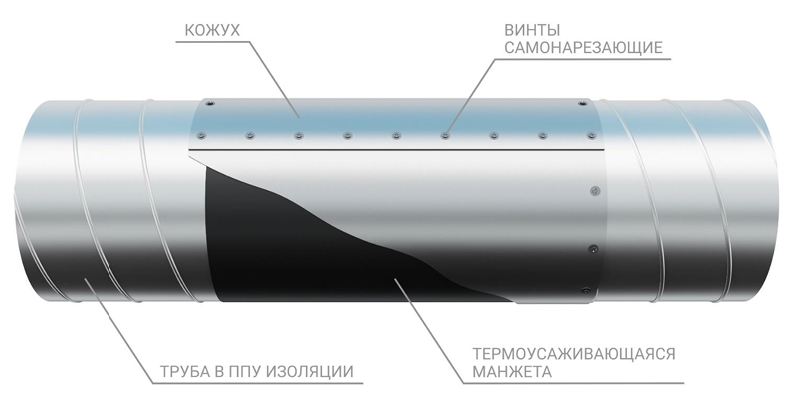 Скрепить кожух в зонах нахлёстов на трубы и перехлеста кожуха винтами самонарезающими с пресс-шайбой из нержавеющей стали вдоль краев. Винты должны располагаться по линии на расстоянии от 10 мм до 20 мм от края кожуха, при этом отклонение от линии должно составлять не более +5 мм. Кожух в зоне перехлеста должен быть скреплен винтами через каждые 80 - 100 мм. Кожух в зоне каждого из нахлёстов на трубу должен быть скреплен в восьми точках, равномерно расположенных по окружности трубы.
Скрепить кожух в зонах нахлёстов на трубы и перехлеста кожуха винтами самонарезающими с пресс-шайбой из нержавеющей стали вдоль краев. Винты должны располагаться по линии на расстоянии от 10 мм до 20 мм от края кожуха, при этом отклонение от линии должно составлять не более +5 мм. Кожух в зоне перехлеста должен быть скреплен винтами через каждые 80 - 100 мм. Кожух в зоне каждого из нахлёстов на трубу должен быть скреплен в восьми точках, равномерно расположенных по окружности трубы.
После установки всех винтов самонарезающих и отверждения адгезивного материала убрать временные стяжные ремни.
Установка и герметизация кожуха окончены.
Согласно требованию СП 284.1325800.2016 п.9.5.4 по трассе проектируемого трубопровода предусмотрены противопожарные вставки из негорючих материалов через каждые 24 м, протяженностью не менее 0,5м. Противопожарная вставка представляет собой комплект изоляции сварного стыка, выполненного из огнезащитных базальтовых прошивных матов в защитной спиральной-замковой стальной оболочке из оцинкованной стали (ОЦ).
Для изоляции используются маты марки МТБ (МС1) 75.
При изоляции трубопроводов материал раскраивают и наматывают на поверхность так, чтобы перекрыть весь периметр. Изоляцию закрепляют шпильками, хомутами.
Прошивные маты сшивают по стыкам проволокой. Все швы дополнительно проклеивают алюминиевым скотчем. Места, проколов герметизируют.
Если приварить штифты невозможно, маты крепят бандажом из стальной ленты или проволоки.
 На горизонтальных и вертикальных конструкциях крепление бандажей производится с шагом около 500 мм. Дополнительно на вертикальных элементах конструкций должна выполняться, так называемая, разгрузка, представляющая собой устройства, препятствующие сползанию материала под своим весом. При выполнении изоляционных мероприятий на конструкциях с большим диаметром, от полуметра и более, следует дополнительно делать вертикальную фиксацию, для которой применяются специальные металлические струны.
На горизонтальных и вертикальных конструкциях крепление бандажей производится с шагом около 500 мм. Дополнительно на вертикальных элементах конструкций должна выполняться, так называемая, разгрузка, представляющая собой устройства, препятствующие сползанию материала под своим весом. При выполнении изоляционных мероприятий на конструкциях с большим диаметром, от полуметра и более, следует дополнительно делать вертикальную фиксацию, для которой применяются специальные металлические струны.
Высушить поверхность кожуха путем нагрева с помощью газовой горелки. Проверка температуры поверхности производится контактным термометром по четырем равноудаленным точкам по периметру трубы. Произвести очистку поверхности кожуха и прилегающего к кожуху покрытия защитной оболочки трубы на длину не менее 100 мм, согласно с технической документацией завода-производителя.
Нагреть подготовленную поверхность (кожух и покрытие) до температуры, указанной производителем для данной марки термоусаживающихся манжет. Пламя пропановой горелки необходимо отрегулировать таким образом, чтобы на поверхности отсутствовала копоть. При возникновении копоти ее необходимо удалить ветошью и повторно нагреть.
Проверка температуры поверхности производится контактным термометром по четырем точкам по периметру кожуха. При нагреве поверхности выше требуемой температуры необходимо периодически контролировать процесс остывания трубы до достижения нормативного значения температуры контактным термометром. Подготовка праймера. Емкости с праймером [компонентами А и Б] до смешивания двух компонентов необходимо выдержать при температуре [20+5] °C в течение не менее 24 ч.
Непосредственно перед нанесением праймера на подготовленную поверхность необходимо тщательно перемешать шпателем до получения однородной массы компонент Б с компонентом А. Время с момента начала смешения до нанесения не должно превышать времени, указанного в технологической документации производителя.
-
Монтаж термоусаживающейся манжеты
Подготовка полотна ленты.
• На одном из концов манжеты срезать 2 угла с размерами 50 мм по длине и 15-25 мм по ширине полотна манжеты. Если лента поставляется в рулоне, то перед монтажом отрезать требуемую длину полотна ленты в зависимости от Ø изолируемой трубы (820x17).Установка манжеты на трубу.
• Перед нанесением снять с манжеты антиадгезионную пленку.
Манжету монтировать вокруг трубы полиэтиленовым слоем наверх, а клеевым слоем – к трубе. Нахлёст концов манжеты друг на друга должен быть не менее 50 мм и располагаться на уровне 10 или 14 часов по образующей трубы.
• Конец манжеты с обрезанными углами прогреть пламенем горелки со стороны клеевого слоя, не допуская усадки полиэтилена, а затем прижать ленту к праймированной поверхности трубы, располагая маркировочную надпись на манжете над сварным швом. Манжета должна перекрывать заводское покрытие трубы с обеих сторон от сварного шва не менее чем на 50 мм. Следует следить за тем, чтобы будущий нахлёст концов манжеты и замковая пластина не располагались над продольным или спиральным сварным швом трубы.• Второй оператор должен держать манжету таким образом, чтобы она провисающей частью не касалась земли, воды или снежного покрова. Обернуть полотно манжеты вокруг изолируемого стыка. Второй конец манжеты прогреть горелкой со стороны клеевого слоя и прижать к первому концу на трубе с нахлёстом не менее 50 мм.
• Замковую пластину прогреть мягким желтым пламенем со стороны клеевого слоя до появления блеска, затем установить непосредственно на нахлёст концов манжеты клеевым слоем вниз так, чтобы линия нахлёста проходила под серединой замковой пластины (рис.7). После установки замковой пластины кратковременно прогреть ее пропановой горелкой (возвратно-поступательными движениями руки вдоль трубы), периодически приглаживая ее рукой в перчатке или прикатывающим роликом, не допуская образования складок и пузырей.
• После установки замковой пластины, необходимо произвести ее прикатку силиконовым роликом для удаления из-под нее возможных пузырей воздуха и выравнивания всего материала. При появлении складок следует проводить их разглаживание прикатывающим роликом от центра к ближайшему краю, слегка подогревая «холодные» места пластины по ходу удаления складки или воздушного пузыря.
-
Усадка манжеты
Термоусадку манжеты производят сразу после установки замковой пластины. Усадку производить газовой горелкой, используя возвратно-поступательные движения по всему периметру. Усадку проводить от середины манжеты к краям, используя возвратно-поступательные движения по всему периметру трубы. Мягкое широкое пламя должно непрерывно перемещаться, не останавливаясь на одном месте более 2 секунд во избежание пережога.
Перемещающееся пламя следует направлять на не полностью прогретые участки, в первую очередь с подветренной стороны, которые по мере их прогрева и усадки дают более равномерное натяжение прогретой части манжеты, уменьшая складки.
После плотного обжатия манжетой всей поверхности изолируемого стыка продолжать нагрев манжеты для завершения ее полной усадки. Показателем завершения усадки является выступление адгезива из-под краев манжеты не мене чем на 3-4 мм. Кроме того, рекомендуется проверять степень расплавления термоплавкого адгезива. Для этого надавить пальцем на манжету с небольшим усилием под углом к поверхности трубы. Образовавшаяся складка должна разгладиться самостоятельно после снятия усилия.
Не дав манжете остыть и потерять эластичность и мягкость, следует ее прокатать роликом для удаления из-под нее возможных воздушных пузырей, обратив особое внимание на нахлёст концов манжеты, зоны поперечного и спирального швов и «переход» к заводскому покрытию. В случае достижения равномерного и одновременно интенсивного нагрева, манжета усаживается без образования воздушных пузырей и гофр. Если же под манжетой образуется воздушный пузырь, то следует выдавливать его роликом к ближайшему краю манжеты (вверх и вбок), при необходимости кратковременно прогревая «холодные» участки манжеты на пути его удаления.
Для удаления воздушных пузырей из зоны усиления поперечного и спирального сварных швов необходимо использовать прикатывающий силиконовый ролик с желобком.
После усадки манжеты, продолжать прогревать её по всему периметру в течении 5-10 минут, для более полного взаимодействия термоплавкого адгезива и нанесённого на изолируемую поверхность праймера.
-
Установка скорлуп из ППУ
Замерить рулеткой ширину теплоизолируемого сварного стыка между торцами заводской теплоизоляции. В случае если ширина скорлуп больше, чем ширина сварного стыка, сегменты скорлупы следует подрезать до нужного размера с помощью ножовки (пилы).
Установить сегменты скорлупы на сварной стык. При установке двух сегментов стыки скорлуп должны находиться в положениях, соответствующих 3,9 ч, при установке трех - 2,6,10 ч, при установке четырех - 2,5, 8,11 ч.
Установить на скорлупу ремни с натяжным механизмом. Затянуть до плотного соединения стыков скорлуп, не допуская повреждения сегментов скорлуп.
Скорлупы должны плотно прилегать друг к другу. Зазор между сегментами скорлуп, а также между сегментами скорлуп и ППУ трубы должен быть не более 7 мм. Зазоры шириной более 7 мм подлежат ремонту с применением жидкой пены из баллона.
Закрепить скорлупы упаковочной стальной лентой с замком. Количество лент на стыке - не менее 2 шт. Ленты расположить от края оболочки скорлупы на расстоянии от 150 мм до 200 мм.
Установить замок на ленты и произвести затяжку металлических лент при помощи натяжителя.
Подогнуть и закрепить концы стяжек.
Отметить маркером по краям защитных оболочек трубы расстояние, на которое будет установлен кожух.
Установка скорлуп из ППУ окончена, изображение:-
Установка и герметизация кожуха
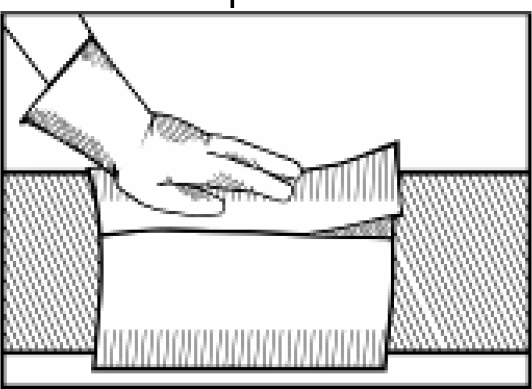
Обезжирить внутреннюю поверхность кожуха и поверхность на защитной оболочке трубы на расстоянии 150 мм от края оболочки растворителем.
Последовательно прогревая пламенем горелки края защитной оболочки трубы, приклеить по краям термоплавкую адгезионную ленту. Термоплавкие адгезионные ленты установить по отметкам краев кожуха на оболочках, второй край лент может заходить с нахлёстом на установленные ранее термоусаживаемые ленты. Прикатать ленту роликом, чтобы лента равномерно прилегала к оболочке.
Изображение - размещение адгезионных (адгезивных) лент:
Установить кожух таким образом, чтобы перехлест края кожуха был ориентирован сверху вниз. Перехлёст должен находиться в положениях, соответствующих 1,2 ч или 10,11 ч, и составлять не менее 100 мм.
Кожух устанавливается симметрично относительно центра сварного стыка, должен полностью закрывать место стыка и перекрывать защитную оболочку труб, образующих стык.
Установить на кожух ремни с натяжным механизмом. Ремни установить на расстоянии от 300 мм до 400 мм от краев кожуха. Произвести предварительную затяжку ремней.
Прогреть мягким пламенем газовой горелки края кожуха для расплавления термоплавкой адгезионной ленты. Постепенно произвести окончательную затяжку стяжных ремней. После установки кожух должен плотно облегать место стыка. Адгезивный материал ленты, выступающий из-под кожуха, должен быть удален.
Скрепить кожух в зонах нахлёстов на трубы и перехлеста кожуха винтами самонарезающими с пресс-шайбой из нержавеющей стали вдоль краев. Винты должны располагаться по линии на расстоянии от 10 мм до 20 мм от края кожуха, при этом отклонение от линии должно составлять не более +5 мм. Кожух в зоне перехлеста должен быть скреплен винтами через каждые 80 - 100 мм. Кожух в зоне каждого из нахлёстов на трубу должен быть скреплен в восьми точках, равномерно расположенных по окружности трубы.После установки всех винтов самонарезающих и отверждения адгезивного материала убрать временные стяжные ремни.
Установка и герметизация кожуха окончены.
-
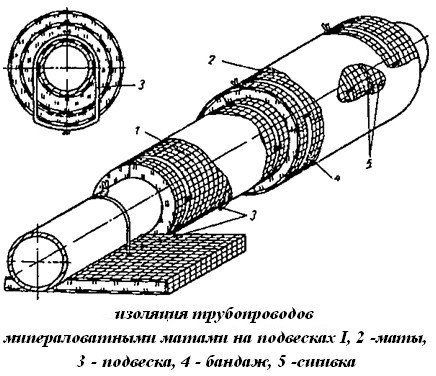
Установка матов прошивных базальтовых
Согласно требованию СП 284.1325800.2016 п.9.5.4 по трассе проектируемого трубопровода предусмотрены противопожарные вставки из негорючих материалов через каждые 24 м, протяженностью не менее 0,5м. Противопожарная вставка представляет собой комплект изоляции сварного стыка, выполненного из огнезащитных базальтовых прошивных матов в защитной спиральной-замковой стальной оболочке из оцинкованной стали (ОЦ).
Для изоляции используются маты марки МТБ (МС1) 75.
При изоляции трубопроводов материал раскраивают и наматывают на поверхность так, чтобы перекрыть весь периметр. Изоляцию закрепляют шпильками, хомутами.
Прошивные маты сшивают по стыкам проволокой. Все швы дополнительно проклеивают алюминиевым скотчем. Места, проколов герметизируют.
Если приварить штифты невозможно, маты крепят бандажом из стальной ленты или проволоки.
На горизонтальных и вертикальных конструкциях крепление бандажей производится с шагом около 500 мм. Дополнительно на вертикальных элементах конструкций должна выполняться, так называемая, разгрузка, представляющая собой устройства, препятствующие сползанию материала под своим весом. При выполнении изоляционных мероприятий на конструкциях с большим диаметром, от полуметра и более, следует дополнительно делать вертикальную фиксацию, для которой применяются специальные металлические струны.-
Гидроизоляция кожуха (при подземной прокладке нефтепровода)
Высушить поверхность кожуха путем нагрева с помощью газовой горелки. Проверка температуры поверхности производится контактным термометром по четырем равноудаленным точкам по периметру трубы. Произвести очистку поверхности кожуха и прилегающего к кожуху покрытия защитной оболочки трубы на длину не менее 100 мм, согласно с технической документацией завода-производителя.
Нагреть подготовленную поверхность (кожух и покрытие) до температуры, указанной производителем для данной марки термоусаживающихся манжет. Пламя пропановой горелки необходимо отрегулировать таким образом, чтобы на поверхности отсутствовала копоть. При возникновении копоти ее необходимо удалить ветошью и повторно нагреть.
Проверка температуры поверхности производится контактным термометром по четырем точкам по периметру кожуха. При нагреве поверхности выше требуемой температуры необходимо периодически контролировать процесс остывания трубы до достижения нормативного значения температуры контактным термометром. Подготовка праймера. Емкости с праймером [компонентами А и Б] до смешивания двух компонентов необходимо выдержать при температуре [20+5] °C в течение не менее 24 ч.
Непосредственно перед нанесением праймера на подготовленную поверхность необходимо тщательно перемешать шпателем до получения однородной массы компонент Б с компонентом А. Время с момента начала смешения до нанесения не должно превышать времени, указанного в технологической документации производителя.