Файл: Следуя по пути гармонизации национальных и межгосударственных стандартов с со ответствующими международными и европейскими стандартами дсту 209292 и гост 1196993 устанавливают следующие положения при сварке ( рис..docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 30.11.2023
Просмотров: 78
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
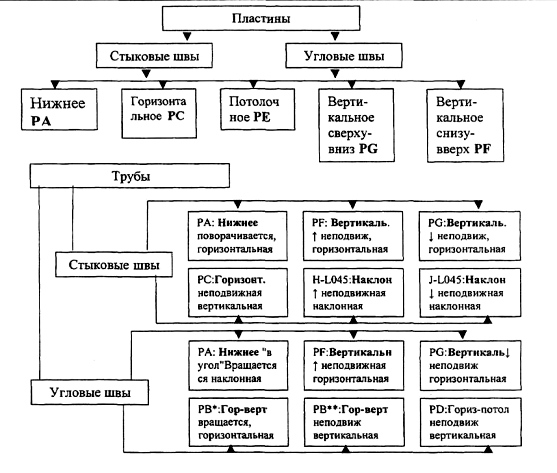
Следуя по пути гармонизации национальных и межгосударственных стандартов с со ответствующими международными и европейскими стандартами ДСТУ 2092-92 и ГОСТ 11969-93 устанавливают следующие положения при сварке ( рис. 3).
Выбор вида сварки и сварочного оборудования
Технологию сварки разрабатывают в зависимости от формы и размеров сварной конструкции, серийности производства и вида сварки.
Ручная дуговая сварка [5] находит применение при производстве различных конструкций преимущественно малой и средней толщины (2... 30 мм). Сварные швы могут быть разнообразной формы и в любом пространственном положении. Ручную сварку используют как в производственных цехах, так и на монтажных площадках. Недостатком ручной сварки являются низкая производительность труда и сильная зависимость качества сварки от квалификации сварщика. При возможности использования полуавтоматической и автоматической сварки им следует отдавать предпочтение.
Кроме выбора типа электродов, условий сварки сплавов, выбора или проектирования приспособлений при разработке технологии надлежит правильно выбрать оборудование и назначить режимы сварки.
Диаметр dЭ стержня электрода выбирают исходя из толщины деталей s:
При сварке потолочных и вертикальных швов диаметр электрода не должен быть более 4 мм. Эти швы создают дополнительные сложности при сварке.
Сварные швы при малой толщине могут быть выполнены за один проход, а при, толщине более 10 мм швы будут многослойными с перемещением электрода не только вдоль шва, но и в поперечном направлении для полного заполнения разделки расплавленным металлом. Исходя из выбранного электрода, можно определить требуемый сварочный ток Ice, который пропорционален диаметру электрода:
Ice = (40 ... 60) dЭА.
Источники питания для ручной дуговой сварки бывают переменного и постоянного тока. Для сварки на переменном токе используют сварочные трансформаторы, а на постоянном — сварочные преобразователи и сварочные выпрямители. Сварочные преобразователи состоят из асинхронного двигателя и генератора постоянного тока.
Сварка на постоянном токе обеспечивает лучшее качество, более стабильное горение дуги. Но источники достоянного тока более сложные и дорогие. Стали, углеродистые можно сваривать как переменным, так и постоянным током, а легированные требуют сварки постоянным токам при обратной полярности. Источники для ручной дуговой сварки имеют напряжение холостого хода 60...80 В, поэтому по сварочному току Ice может быть найдена мощность агрегата. Основной характеристикой сварочного оборудования является номинальный сварочный ток. Промышленность выпускает сварочные аппараты с номинальным сварочным током 120, 300, 500, 700 и 1000 А.
Автоматическая сварка под флюсом рациональна при изготовлении конструкций с протяженными прямолинейными и круговыми швами, а массовом и серийном производстве. Производительность автоматической сварки в несколько раз больше, чем ручной, так как режимы сварки выше. Качество сварных соединений значительно лучше.
При автоматической сварке под флюсом в качестве электрода используют сварочную проволоку, которая автоматически с требуемой скоростью подается в зону сварки, чем поддерживается непрерывное горение дуги. На автоматах предусмотрено автоматическое перемещение дуга вдоль шва или перемещение изделия относительно дуги. При этом перед зоной сварки из бункера подается флюс, а за зоной сварки его излишки собираются снова в бункер.
Полуавтоматическая сварка отличается тем, что дугу перемещают вдоль шва вручную. В этом случае форма шва может быть различной и сварку можно применять и в мелкосерийном производстве. При такой сварке невозможно наблюдать формирование сварного шва, так как он закрыт флюсом. Сварочную проволоку выбирают в зависимости от толщины деталей и марки сплавов. При автоматической сварке используют проволоку диаметром от 1,6 до 6 мм, а при полуавтоматической от 0,8 до 2,0 мм.
Режим сварки задают плотностью тока, т. е. значением тока, приходящегося на один мм² сечения проволоки. Плотность тока обычно составляет 30... 100 А/мм², при этом глубина проплавления металла равна 7... 20 мм.
Исходя из размера выбранной проволоки и плотности тока, можно найти необходимый сварочный ток и выбрать оборудование.
При автоматической сварке используют сварочные головки или сварочные тракторы [4]. Самоходная головка перемещается над свариваемым изделием по монорельсу или закреплена неподвижно на автоматах для сварки кольцевых швов
, когда вращается изделие. Сварочный трактор может перемещаться по изделию или рядом с ним па копиру или направляющим. Сварочные головки имеют номинальный ток 1000, 1500 и 2000 А, а тракторы — 500, 800, 1000 и 1500 А.
Для полуавтоматической сварки получили распространение шланговые полуавтоматы [4] с номинальным сварочным током до 300, 500 и 600 А. Подача проволоки в этих полуавтоматах осуществляется от электропривода в гибком шланговом проводе.
Сварка в среде защитных газов получает юсе более широкое применение в сварочных цехах, бывает автоматической и полуавтоматической.
В качестве защитных газов используют углекислый газ и аргон, а также смеси аргона с азотом, углекислым газом и т. д. Аргон как более дорогой используют для сварки цветных сплавов и сталей коррозионностойких и жаростойких в изделиях специального назначения. Сварку в углекислом газе успешно применяют для соединения углеродистых, малолегированных, а также высоколегированных сталей. Достоинства сварки в углекислом газе: высокая производительность, возможность сваривать в любых пространственных положениях, сравнительно низкая себестоимость изделий, большой диапазон свариваемых толщин и т. п. Сварку в углекислом газе затруднительно использовать на открытом воздухе, на ветру, так как наблюдается повышенное разбрызгивание металла и ухудшается защита от кислорода воздуха.
Хранение, транспортировку и использование защитных газов при сварке осуществляют наиболее часто в баллонах.
Установки имеют регулирующую аппаратуру, позволяющую снижать давление до рабочего.
Аргонно-дуговая сварка осуществляется чаще всего неплавящимся электродом на постоянном токе. Установки имеют в своем составе баллоны с газом; горелки, соединенные с баллоном шлангом; источник питания. Присадочную проволоку подают вручную или специальными подающими механизмами. Присадочная проволока для сварки имеет диаметр до 2 мм.
Промышленность выпускает значительное количество установок для ручной, полуавтоматической и автоматической сварки в среде аргона. Главными характеристиками установок являются номинальный сварочный ток, расход газа. Выпускаемые установки имеют номинальный сварочный ток 100, 300 и 500 А, подачу газа до 5... 10 л/мин.
Сварку в углекислом газе производят на автоматах и полуавтоматах. В качестве плавящегося электрода используют сварочную проволоку диаметром до 2,5 мм. Проволока подается в зону горения дуги специальными механизмами. Номинальный сварочный ток 200, 300, 500, 750, 1000, 1600 А. Скорость подачи проволоки до 0,3 м/с.
Расход газа до 25 л/мин. Для полуавтоматической сварки наибольшее распространение получили шланговые полуавтоматы, когда к горелке по гибкому шлангу подается газ и по гибкому металопроводу — сварочная проволока от подающего механизма, имеющего регулирование скорости подачи проволоки. Горелки, применяемые при сварочном тоже более 300 А, имеют водяное охлаждение. Наиболее часто используют источники питания постоянного тока обратной полярности. Плотность тока при сварке может достигать от 100 ... 350 до 60... 150 А/мм² при использовании проволоки диаметром от 0,5 до 3 мм. Диаметр проволоки выбирают в зависимости от соединяемых толщин, при этом формирование сварного шва осуществляют за несколько проходов (слоев). Первые слои осуществляют с меньшей плотностью тока для уменьшения прожогов, разбрызгивания и поводки изделий.
Сварочное оборудование, выпускаемое в СССР, имеет буквенно-цифровое обозначение. Первая буква — тип изделия (Т — трансформатор, В — выпрямитель, Г—генератор, У — установка) ; вторая буква — вид сварки (Д —.дуговая, П — плазменная), третья буква — способ сварки (Ф — под флюсом, Г —в защитных газах, У — универсальный источник, отсутствие буквы — источник предназначен для ручной сварки штучными электродами); четвертая буква — уточнение назначения (М — многопостовой сварки, И — для импульсной сварки). Две (или одна) цифра после букв и тире означает номинальный сварочный ток в сотнях, ампер (округленно), а две последующие цифры, — регистрационный номер изделия, который в условиях данной курсовой работы студенты могут заменить двумя нулями. Например, ВДГМ— 1602 расшифровывают: сварочный выпрямитель для дуговой сварки в среде защитных газов многопостовой с номинальным токам 1600 А с регистрационным номером 02. Дополнительно в обозначений могут быть указаны исполнение (Т — тропическое, У — для умеренного климата) и другие сведения.
После выбора вида сварки и сварочного оборудования при разработке технологии назначают марку электрода или сварочной проволоки, режимы сварки (род тока, плотность тока, расход газа), условия сварки (подогрев, охлаждение). Порядок выбора электродов и условий сварки рассмотрены в предыдущих разделах. Кроме того, необходимо предусмотреть подготовку кромок, последовательность сварки и разработать комплекс приспособлений для сварки.
Подготовка заготовок для сварных изделий
Сварочные цехи, кроме основных участков, имеют заготовительные, где исходные материалы разделяют на заготовки, производят при необходимости их правку, гибку и обработку кромок под сварку. Последний вид обработки может производиться и в механических цехах предприятия.
Для сварных изделий используют сортовой, фасонный, листовой прокат, трубы, а также литые и кованые заготовки. Из фасонного проката наиболее часто используют сталь прокатную угловую (ГОСТ 8509 — 72), балки двутавровые (ГОСТ 8239 — 72), швеллеры (ГОСТ 8240—72), а также трубы водогазопроводные (ГОСТ 3262 —7 2), бесшовные холоднотянутые (ГОСТ 8734 — 75) и горячекатаные (ГОСТ 8732 — 78) диаметром до 820 мм.
Наибольшее применение находит листовой прокат: толстолистовой (горячекатаный) с толщиной 4 ... 160 мм (ГОСТ 19903—74) и тонколистовой (холоднокатаный) (ГОСТ 19904—74).
Толщина листовой стали по сортаменту составляет 0,5 ... 0,8 (через 0,05 мм); 0,9 .. 1,8 (через 0,1 мм); 2; 2,2; 2,5; 2,8; 3; 3,2; 3,5; 3,8; 4; 4,5; 5...22 (через 1 мм); 25; 26... 42 (через 2 мм); 45; 48; 50; 52; 55 ... 110 (через 5 мм); 120; 125; 130; 140; 150; 160 мм. (Сортамент на конкретных предприятиях может иметь ограничение).
ГОСТ 19903—74 регламентирует, кроме толщины, размеры по ширине, длине, а также предельные отклонения размеров. Предельные отклонения толщины горячекатаной листовой стали нормальной точности при ширине листов 1000…1500 мм даны в таблице.5.
Таблица 5
Предельные отклонения толщины горячекатаного листового проката нормальной точности
| Толщина листа, мм | Предельные отклонения, мм | Толщина, мм | Предельные отклонения, мм |
| Свыше 4 до 5,5 | + 0,2 - 0,5 | Свыше 60 до 70 | + 0,7 - 1,6 |
| Свыше 5,5 до 7,5 | + 0,25 - 0,6 | Свыше 70 до 80 | + 0,7 - 2,2 |
| Свыше 7,5 до 25 | + 0,3 - 0,8 | Свыше 80 до 90 | + 0,8 - 2,5 |
| Свыше 25 до 30 | + 0,3 - 0,9 | Свыше 90 до 100 | + 0,9 - 2,7 |
| Свыше 30 до 34 | + 0,3 - 1,0 | Свыше 100 до 115 | + 1,1 - 3,1 |
| Свыше 34 до 40 | + 0,4 - 1,1 | Свыше 115 до 125 | + 1,4 - 3,5 |
| Свыше 40 до 50 | + 0,5 - 1,2 | Свыше 125 до 140 | + 1,6 - 3,8 |
| Свыше 50 до 60 | + 0,3 - 1,3 | Свыше 140 до 160 | + 1,9 - 4,2 |