Файл: Отчет по практической работе 2 разработка технологии газовой сварки.docx
Добавлен: 01.12.2023
Просмотров: 135
Скачиваний: 3
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Министерство просвещения Российской ФедерацииФедеральное государственное автономное образовательное учреждение высшего образования«Российский государственный профессионально-педагогический университет»Институт инженерно-педагогического образованияКафедра инжиниринга и профессионального обучения в машиностроении и металлургииОТЧЕТПО ПРАКТИЧЕСКОЙ РАБОТЕ № 2«РАЗРАБОТКА ТЕХНОЛОГИИ ГАЗОВОЙ СВАРКИ»Вариант 5Выполнил: студент гр. ЗВТС-301 Макушев Д.П. Проверил: Радченко Е.В.ЕкатеринбургРГППУ2022ЗаданиеВведениеИзделие «днище», изготовлено из листовых сталей Ст3 и 18ХГТ.Сталь Ст3 конструкционная углеродистая обыкновенного качества. Применяется для изготовления фасонного и листового проката (5-й категории) — для несущих элементов сварных конструкций, работающих при переменных нагрузках: при толщине проката свыше 25 мм в интервале от -20 до +425°C при условии поставки с гарантируемой свариваемостью.Сталь 18ХГТ конструкционная легированная. На основные характеристики стали 18ХГТ влияет присутствие таких элементов, как хром. Он является дешевым легирующим элементом. В соединении с углеродом химический элемент придает марке данного сплава прочность и устойчивость материала. При этом наблюдается незначительное понижение вязкости. А также хром положительно влияет на критическую скорость термообработки стали 18ХГТ. Присутствие марганца положительно влияет на ковкость и дает хорошую свариваемость металлу. Этот компонент не образует карбида. Он растворяется и превращается в легированный цементит. Присутствие большого количества марганца делает ее хрупкой при закалке. Присутствие кремния в этом типе сплава придает ей прочность. Благодаря этому элементу также не теряется пластичность. Свариваемость 18ХГТ не имеет ограничений. Металл хорошо соединяется с любыми сплавами.
б) 18ХГТ– содержание углерода 0,17-0,23% - свариваемость хорошая, шов слегка закаливается, но обрабатывается режущим инструментом.Назначение и область применения: литая сталь, котлы, трубы, бочки, приводные валы, сортовая сталь.
Таблица – 2 Маршрутно-технологическая карта обработки изделия
Список использованных источниковМаслов, В. И. Сварочные работы: учеб. пособие для начального проф. образования / В. И. Маслов. – Москва : Академия, 2008. – 248 с. Текст : непосредственный.Полевой, Г. В. Газопламенная обработка металлов: учебник для вузов / Г. В. Полевой. – Москва : Академия, 2010. – 333 с. – Текст: непосредст-венный.
-
Оценка свариваемости:
б) 18ХГТ– содержание углерода 0,17-0,23% - свариваемость хорошая, шов слегка закаливается, но обрабатывается режущим инструментом.Назначение и область применения: литая сталь, котлы, трубы, бочки, приводные валы, сортовая сталь.
-
Вспомогательные материалы для газовой сварки:
-
Аппаратуру и оборудование для газовой сварки.
, пламя горелки направляют на еще не сваренные кромки металла, а присадочную проволоку перемещают впереди пламени. Для равномерного прогрева
и перемещения сварочной ванны горелке и проволоке сообщают колебательные движения поперек шва исходя из того, чтобы при движении горелки в одну сторону проволока двигалась бы в противоположную сторону. Левый способ целесообразно применять при сварке металлов малых толщин (до 4—5 мм), а также металлов со сравнительно низкой температурой плавления. При левом способе обеспечивается лучшее формирование металла шва.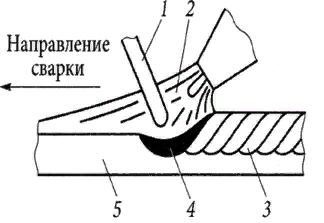
Рисунок – 3 Газовая сварка левым способом
-
Режимы обработки.
-
мощность пламени 75-90 (дм3/ч); -
скорость сварки 18-24 (м/ч); -
диметр присадочной проволоки d = S / 2+1 = 1,5 / 2+1= 1,75 (мм); -
марки флюса – флюс не требуется; -
степень окисленности пламени – с избытком кислорода; -
угол наклона мундштука (в градусах) – α=20°; -
режимы термической обработки – термообработка не требуется.
| Мощность Пламени, дм3/ч | Скорость Сварки, м/ч | Диаметр Присадочной проволоки, мм. | Марки флюса | Степень Окисленности пламени | Угол Наклона мундштука | Режим Термической обработки | |
| 75-90 | 18-24 | d = S / 2+1 = 1,5 / 2+1= 1,75 | флюс не требуется | С избытком кислорода | α=20° | термообработка не требуется | |
| Номер операции | Наименование операций и переходов | Эскиз | Оборудование, специальный инструмент и приспособления | Примечание |
| 1 | Фиксация листа | 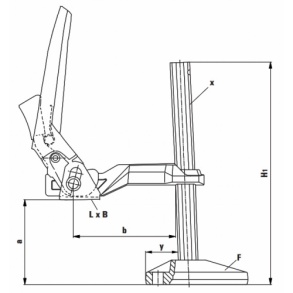 | Струбцины | |
| 2 | Зачистка и обезжиривание кромок |  | УШМ, Нефрас. | |
| 3 | Разделка кромок под газовую сварку |  | | Металлы малой толщины (до 2 мм) сваривают встык с отбортовкой кромок и без применения присадочного материала (схема а) или без отбортовки кромок и без зазора (схема б), в таком случае применяют присадочный материал. |
| 4 | а) Прихватка кромок свариваемых деталей перед газовой сваркой. Б) Выполнение сварного шва |   | Сварочная горелка | Технология газовой сварки предусматривает прихватку деталей перед сваркой для того, чтобы в процессе сварки металла не допустить изменении положения деталей или появления зазоров между ними. |
| 5 | Зачистка шва | 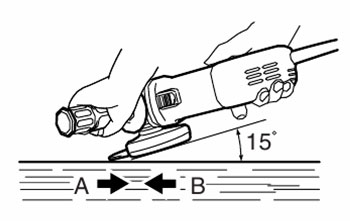 | УШМ | |
| 6 | Наплавка шва | 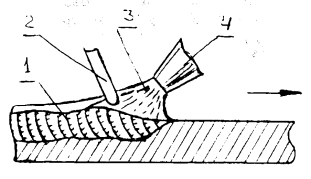 | Газовая горелка, Присадочная проволока | Правый способ сварки |
Список использованных источниковМаслов, В. И. Сварочные работы: учеб. пособие для начального проф. образования / В. И. Маслов. – Москва : Академия, 2008. – 248 с. Текст : непосредственный.Полевой, Г. В. Газопламенная обработка металлов: учебник для вузов / Г. В. Полевой. – Москва : Академия, 2010. – 333 с. – Текст: непосредст-венный.