Файл: Автоматическое регулирование процессов в агломерационном производстве.doc
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 03.12.2023
Просмотров: 195
Скачиваний: 3
| | Выполнил: студент группы № зачетной книжки: Проверил: |
| Введение ………………………………………………………………………….. | 3 |
| 1 Процесс спекания агломерата на агломашине ………………………………. | 5 |
| 2 Процесс спекания как объект автоматического управления ……………….. | 8 |
| 2.1 Задачи управления процессом спекания …………………………………… | 14 |
| Заключение ………………………………………………………………………. | 17 |
| Список использованных источников …………………………………………… | 18 |
Комплексной автоматизации агломерационного производства уделяется большое внимание. Значительное место в технологической схеме агломерационного производства занимают процессы, связанные со спеканием шихты, одной из основных операций, определяющих качество агломерата. Основная задача автоматизации агломерационного производства состоит в обеспечении максимальной производительности агломерационных машин и заданного качества агломерата. Одновременно автоматизация позволяет решать задачи повышения уровня организации производства, оперативности управления технологическими процессами и в целом повышения экономической эффективности производства. Одним из важнейших направлений совершенствования управления является создание автоматизированных систем с применением вычислительной техники.Автоматизированная система управления спекательным отделением является качественно новым этапом комплексной автоматизации и призвана обеспечить существенное увеличение производительности труда, улучшение качества выпускаемой продукции и других технико-экономических показателей агломерационного производства. Автоматическое управление в спекательном отделении заключается в автоматическом поддержании высоты слоя аглошихты, загружаемой на машину, контроле и автоматическом регулировании процессом зажигания шихты, контроле температуры зажигания горна, регулирование законченности процесса спекания в конце активного участка аглошихты.Особенностью построения АСУ является системный подход ко всей совокупности металлургических, энергетических и управленческих вопросов. Специалист по АСУ ТП должен владеть теорией автоматического управления, разбираться в конструкции металлургических агрегатов и основах технологии, достаточно свободно ориентироваться в работе цифровых вычислительных машин, их математическом и алгоритмическом обеспечении, уметь правильно применять технические средства информационной и управляющей техники.
1 Процесс спекания агломерата на агломашине
Под процессом спекания понимают совокупность превращений при которых сжигаемое просасываемое воздухом твердое топливо в слое шихты обеспечивает развитие высоких температур в зоне горения и оплавление материалов. В результате получается спек, обладающий необходимыми физико-химическими свойствами.
Основными параметрами, характеризующими процесс спекания являются температура поверхности зажженной шихты, высота слоя, скорость спекания, температура в зоне горения, время пребывания шихты на ленте (скорость ленты) и степень законченности спекания.
Начальной стадией спекания является зажигание шихты, при котором необходимо воспламенить частицы содержащегося в ней топлива и внести в слой количество тепла, обеспечивающее дальнейшее развитие горения. Наряду с обеспечением необходимых температуры и количества тепла следует иметь в зажигательном горне соответствующий состав продуктов сгорания с тем, чтобы в них содержалось достаточное количество кислорода, идущего на сжигание топлива в слое.
Чтобы в горн не подсасывался со стороны холодный воздух или не выбивалось из него пламя, особенно со стороны бортов тележек, необходимо поддерживать определенное давление, а для обеспечения перемещения зоны горения и просасывания газов через слой создавать в вакуум-камерах под горном соответствующее разрежение.
При зажигании шихты основными факторами являются температура поверхности и количество тепла, аккумулируемое в верхнем слое шихты.
Определенное влияние на процесс зажигания оказывает величина разрежения под зажигаемым слоем. При слишком малом разрежении продукты горения просасываются медленно, что приводит к замедлению процесса зажигания, особенно скорости теплопередачи в нижние горизонты слоя, а также снижению скорости перемещения фронта горения твердого топлива. При повышенном разрежении теплопередача осуществляется слишком быстро, фронт горения отстает, концентрация тепла в зажигаемом слое снижается, в результате чего спек получается непрочным.
Спекание шихты ведется на колосниковой решетке паллет агломерационной машины методом просасывания воздуха. Просасываемый через слой шихты воздух образует зону горения высотой 15 - 35 мм. с температурой 1400 - 1600°С, передвигающуюся вниз с вертикальной скоростью спекания ![]() мм./с. Спекаемая шихта перемещается от головной к хвостовой части машины со скоростью движения аглоленты
мм./с. Спекаемая шихта перемещается от головной к хвостовой части машины со скоростью движения аглоленты ![]() мм./с. В таких условиях зона горения приобретает форму наклонного плоского слоя (рисунок 1).
мм./с. В таких условиях зона горения приобретает форму наклонного плоского слоя (рисунок 1). 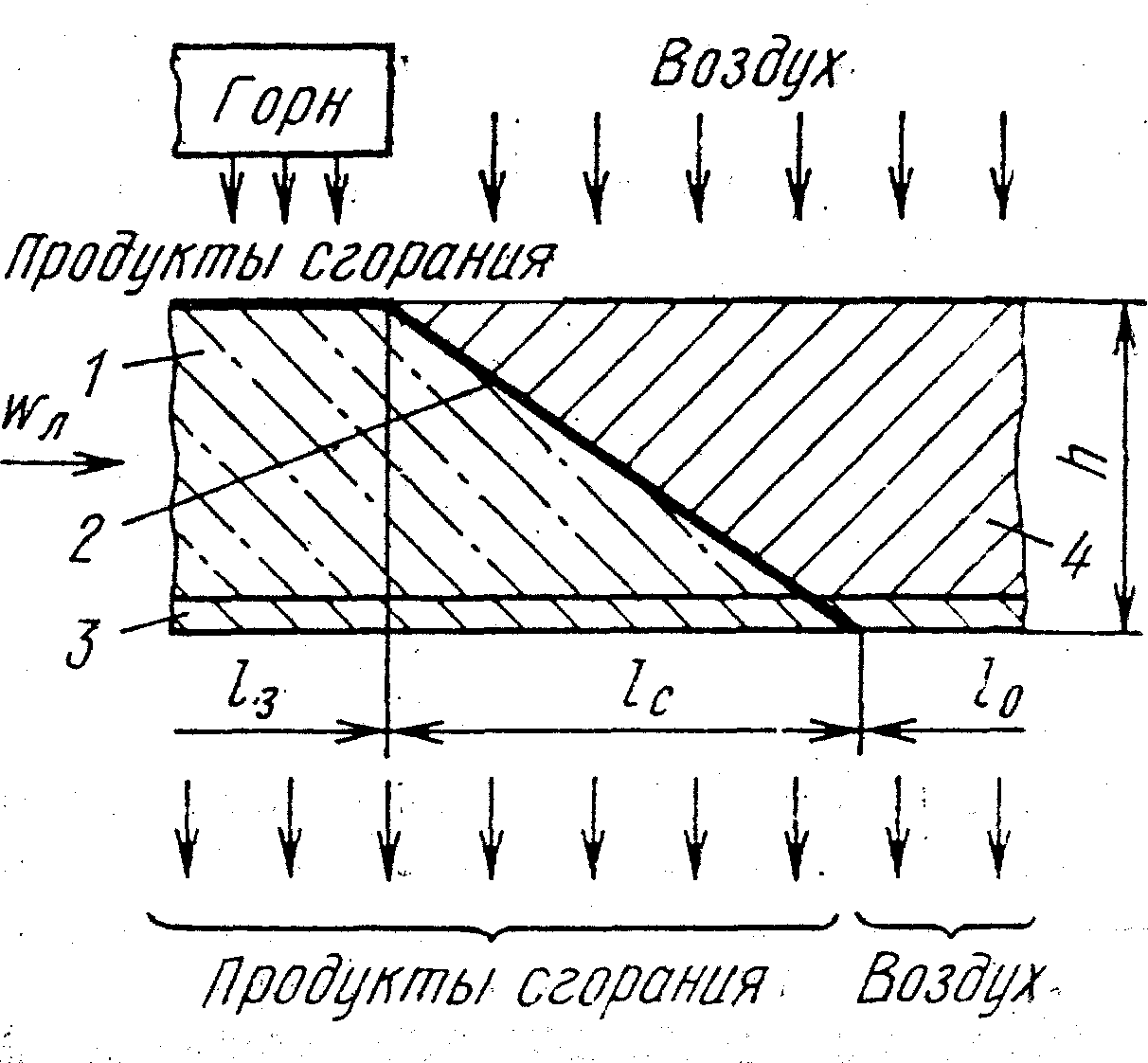
Рисунок 1 – Схема спекания шихты на агломашинеВ зоне длиной происходит зажигание сырой шихты 1; в зоне горения 2 осуществляется спекание шихты на участке длиной ; готовый агломерат 4 образуется за зоной спекания. На участке длиной агломерат охлаждается просасываемым воздухом. Сырая шихта и агломерат размещается на постели 3. Основные параметры агломерационного процесса при установившемся режиме связаны соотношением: , (1)где h – высота слоя шихты; - время спеканияСкорость движения поддерживается такой, чтобы процесс спекания заканчивался на заданной длине спекания . В зоне горения спекаемый материал сплавляется, образуя пористый агломерат.Температура регулируется в ходе всего процесса спекания, т.к. от этого зависит качество спекаемой шихты. При нормальном ходе процесса спекания агломерат равномерно спечен и при выдаче с ленты раскален не более чем на 1/3 высоты «пирога». На незаконченность процесса спекания указывает низкая температура отходящих газов в последних вакуум-камерах и наличие не спекшейся шихты в изломе «пирога» у колосников паллет. Повышение температуры отходящих газов в коллекторе происходит вследствие замедления скорости движения паллет или кратковременной остановки агломерационной машины; повышения газопроницаемости шихты. Понижение температуры отходящих газов в коллекторе имеет место при: уменьшении содержания топлива в шихте по сравнению с оптимальным; переоплавление поверхности слоя шихты из-за высокой температуры зажигания; наличие большого количества вредных прососов воздуха; завышение скорости движения паллет.