Файл: Цель работы выбор оптимальной исходной заготовки, расчет ее массы, обоснование режима нагрева и охлаждения, определение последовательности кузнечных операций для получения формы и размеров поковки. Ход работы.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 04.12.2023
Просмотров: 91
Скачиваний: 1
-
Цель работы: выбор оптимальной исходной заготовки, расчет ее массы, обоснование режима нагрева и охлаждения, определение последовательности кузнечных операций для получения формы и размеров поковки. -
Ход работы: -
1. Назначить по ГОСТ 7062-90 припуски, допуски и напуски -
2. Выполнить эскиз поковки и рассчитать ее массу -
3. Определение массы заготовки (слиток или прокат) -
4. Выбрать тип и размер заготовки -
5. Составить график нагрева и охлаждения поковки. Рассчитать продолжительность нагрева и выбрать режим охлаждения -
6. Определить основные, вспомогательные и отделочные операции в правильной последовательности. Схематично изобразить их. -
Исходные данные:
| | | ||||||||||||||||||||||||||||
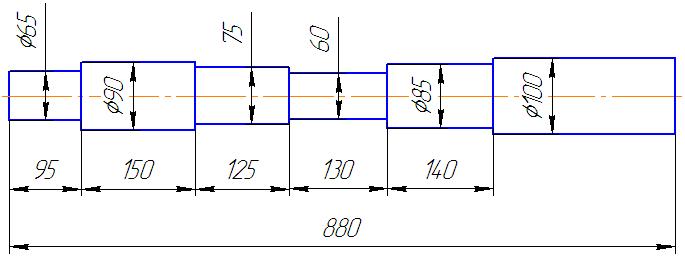 | | | ||||||||||||||||||||||||||||
| Рисунок 1. Эскиз детали | | |
, менее жесткими допусками на размеры, наличием напусков в тех случаях, когда заданную конфигурацию после назначения припусков выполнить на имеющемся ковочном оборудовании и с помощью стандартных инструментов и приспособлений невозможно или экономически нецелесообразно.
Назначение припусков
Основной и дополнительный припуски и допуски выбираем, руководствуясь, ГОСТ 7062-90 (таблица 1 и 2). В качестве основного диаметра выбираем D6=100 мм.
Дополнительный припуск назначаем на диаметры всех сечений, кроме основного, в зависимости от разности диаметров основного и рассматриваемого сечения детали.
Выбранные значения указаны в таблице 3.
Таблица 1. Назначение припусков и допусков поковки.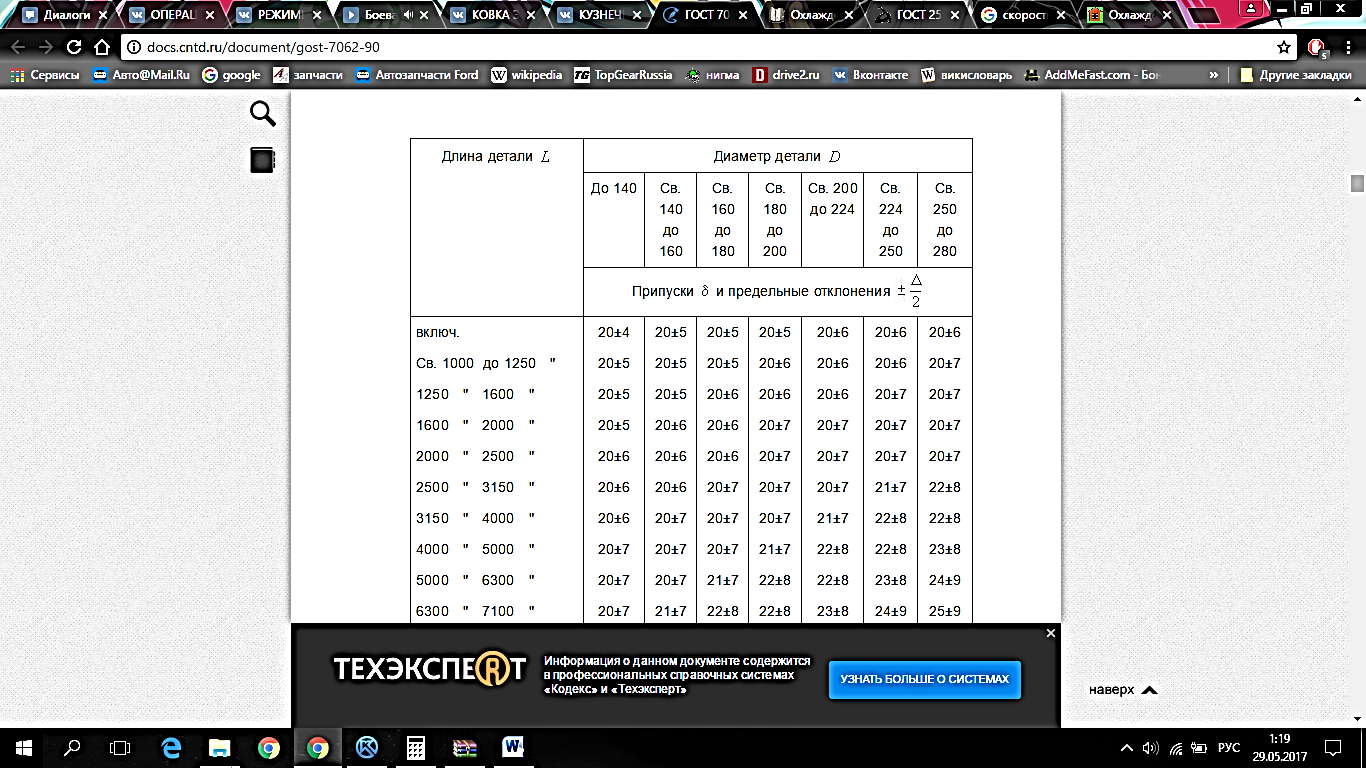
Таблица 2. Назначение дополнительных припусков поковки.
Таблица 3.
Выбранные значения припусков, дополнительных припусков и допусков.
| Ступень поковки | Диаметр,  |  |  |  |
| 1 | 65 | 20 | 2 | 4 |
| 2 | 90 | 20 | 2 | 4 |
| 3 | 75 | 20 | 2 | 4 |
| 4 | 60 | 20 | 2 | 4 |
| 5 | 85 | 20 | 2 | 4 |
| 6 | 100 | 20 | - | 4 |

; = 65 + 20 + 2
= 65 + 20 + 2  4 = 87 4 мм
4 = 87 4 мм
Диаметр второй ступени поковки: ;
; = 90+20+2 4 = 112 4 мм
= 90+20+2 4 = 112 4 мм
Диаметр третьей ступени поковки: = D3+δ3
= D3+δ3 = 75+20
= 75+20 4 = 97 4 мм
4 = 97 4 мм
Диаметр четвертой ступени поковки: = D4 + δ4 +
= D4 + δ4 +  ;
; ; = 60+20+2 4 = 82 4
; = 60+20+2 4 = 82 4
Диаметр пятой ступени поковки: ;
; = 85+20+2 4 = 107 4
= 85+20+2 4 = 107 4
Диаметр шестой ступени поковки: ;
; = 100+20 4 = 120 4
= 100+20 4 = 120 4
На обрубаемые ступени припуск на длину принимается равным 1,5 припускам на диаметр рассматриваемой ступени. На остальные ступени припуск на длину на сторону обработки принимается равным 0,75 от припуска на рассматриваемый диаметр. Отклонение на длину принимается равным трем отклонениям на диаметр:
. Поковочные размеры на длины:ll2 =l1+l2+1,5* -0.75* + = 95+150+1,5*20-0.75*20 3*4 = 260 12 ммДлина технологических проб и их количество задаются техническими условиями. Задаемся .Назначение напусковНапуск – увеличение припуска, упрощающее конфигурацию поковки ввиду невозможности или нерентабельности изготовления поковки по контуру детали.Уступ – участок поковки с меньшим поперечным сечением, чем смежный с ним участок. Для поковок типа вала величина уступа выражается полуразностью диаметров смежных участков.Выемка – участок поковки, диаметр или сторона которого меньше диаметров или сторон двух смежных с ним участков.Ссылаясь на таблицы 4 и 5 ГОСТа 7062-90,определяем целесообразность напусков.Таблица 4. Минимальные значения высот уступов и выемок.Таблица 5. Минимальные значения длин уступов и выемок.Пример определения целесообразности выполнения напуска на первую ступень:Высота уступа: . По таблице 4 определим, что минимальная выполнимая высота уступа 12 мм. Следовательно, напуск не выполняем.Длина уступа: L=95 мм, по таблице 5 минимальная длина уступа 150 мм, следовательно напуск необходим.(D6-D5)/2 = (100-85)/2 = 7.5 напуск необходим.(D5-D4)/2 = (85-60)/2 = 7,5. напуск необходим..Эскиз поковки представлен в Приложении 1.Определение объема и массы поковки.
Объём поковки определяется по формуле:Вычисление объёма поковки:V = 3,14/4*(1202*990) = 11190 см3 =0,0112 м3Определение расчётной массы поковки:Мр = 0,0112*7900 = 88 кгВычисление окончательной массы поковки:Мпок = 1,025*Мр = 1,025*88 = 90 кгМасса проката, необходимого для изготовления поковки: ;Отход металла на угар составляет 2 % при первом нагреве и 1,5 % при каждом последующем. , где - количество дополнительных нагревов, принимаем m=6Муг = (0,02+0,015*6)*90 = 10 кгТаким образом масса тела слитка составит:Мт с = 90+10+2 = 102 кг
-
По найденной массе тела слитка из ГОСТ 2590 – 2006 “Прокат стальной горячекатаный круглый” выбираем необходимый прокат.
| № | Наименование операции | Эскиз операции | Применяемый инструмент | Назначение операции |
| 1 | Заделка цапфы под патрон или под осадочную плиту | 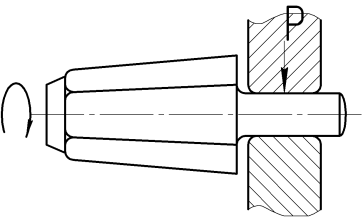 | Бойки: верхний – плоский, нижний – вырезной | Для удобства проведения последующей протяжки или осадки |
| 3 | Разметка заготовки с круглым сечением на длину  =990 мм =990 мм | 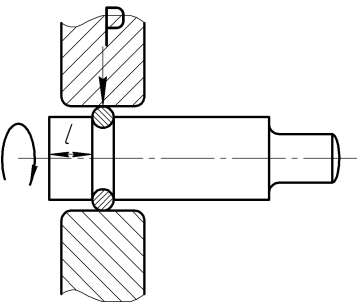 | Бойки: верхний – плоский, нижний – вырезной (или плоский); раскатка, пережимка | Распределение металла на необходимые объёмы и уменьшение утяжки |
| | | | | |
| | | | | |
| | | | | |
| | | | | |
| 12 | Рубка проката на длину L = 990 мм | 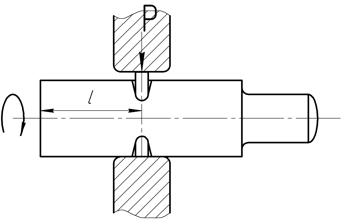 | Бойки: верхний – плоский, нижний – вырезной (или плоский топор) | Разделение заготовки на части или отделение дефектных частей (прибыль, дно) |
| 13 | Правка поковки |  | Верхний плоский боёк, нижняя плоская осадочная плита (или стол) | Устранение кривизны или несоосности ступеней поковки |