Файл: Разработка технологического процесса изготовления детали Стопор.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 05.12.2023
Просмотров: 814
Скачиваний: 22
Приняла: Савельева Н.А.
(фамилия, инициалы)
_____________________
(подпись) (дата)
_____________ (Оценка)


Выполнил: Жандолданов Д.С.
(фамилия, инициалы)
___ТМО-_22______
(группа)
Члены комиссии:
_____________________
(подпись, фамилия, и.о.)
_____________________
(подпись, фамилия, и.о.)

Караганда 2023
Карагандинский технический университет имени Абылкаса Сагинова
Факультет___МФ___ «УТВЕРЖДАЮ»
Кафедра__ТОМиС___ Зав. Кафедрой_______
«___» _________2023г.
ЗАДАНИЕ НА КУРСОВОЙ ПРОЕКТ
по дисциплине: _____Основы производства машин_______________________
____________________________________________________________________
Студенту _______ Жандолданову Д.С. группы_____ТМО-22_____
Тема: Разработка технологического процесса изготовления детали «Стопор»
____________________________________________________________________
Исходные данные: Чертеж детали «Стопор», Материал детали-Сталь 45
Задание выдано «26» _________апреля___________________________2023г.
Руководитель ________Савельева Н.А.______________ подпись ___________
Студент _______ ______Жандолданов Д.С._________ подпись _________
Содержание
| | Введение | 4 |
| 1. | Исходная информация для разработки курсового проекта | 5 |
| 2 | Общие положения | 6 |
| 2.1 | Служебное назначение и конструктивные особенности детали | 6 |
| 2.2 | Определение типа производства | 10 |
| 3 | Технологический процесс изготовления детали | 14 |
| 3.1 | Анализ технологичности конструкции детали | 14 |
| 3.2 | Выбор заготовки | 15 |
| 3.3 | Выбор технологических баз. Разработка технологического маршрута механической обработки детали. Выбор оборудования | 17 |
| 3.4 3.5 | Расчет припусков и предельных размеров на механическую обработку на одну поверхность Расчет режимов резания на одну операцию | 20 24 |
| 3.6 | Нормирование операций технологического процесса на одну операцию | 26 |
| 3.7 | Технологическая документация | 27 |
| | Заключение | 29 |
| | Список использованных источников | 30 |
| | | |
Введение
Развитие технологии обработки идёт в направлении повышения производительности труда и снижения себестоимости изготовления деталей, узлов и машин.
Прежде всего, за счёт точности изготовления заготовок. Чем ближе заготовка к форме готовой детали, тем меньше припуск на детали, меньше нужно времени для изготовления готовой детали, тем меньше зарплата рабочим, меньше затраты на силовую энергию и т. д.
Сокращается количество операций, значит, будет меньше количество станков, рабочих, инструмента. Следующий путь- внедрение нового высокопроизводительного оборудования и технологической оснастки. Новые станки, новый режущий инструмент позволяют увеличить режимы резания при сохранении точности обработки.
Применение новых методов обработки так же направлено на повышение производительности труда.
Практическому, широкому применению прогрессивных типов технологических процессов оснастки и оборудования, средств механизации и автоматизации, содействует единая система технологической подготовки производства (ЕСТПП), обеспечивающая для всех предприятий и организаций системный подход оптимизации выбора методов и средств технологической подготовки производства.
При использовании принципа дифференциации технологический процесс расчленяется на элементарные операции с примерно одинаковым временем их выполнения, равным такту или кратным ему; на каждом станке выполняются определённые операций, преимущественно однопереходных.
При использовании принципа концентрации технологический процесс подразумевает объединение операций, которые в этом случае производятся на многошпиндельных автоматах, полуавтоматах, агрегатных, многопозиционных, многорезцовых станках, производящих одновременно несколько операций при малой затрате основного (технологического) времени.
1.Исходная информация для разработки курсового проекта
В качестве исходной информации в курсовом проекте были предоставлены следующие данные. Чертёж стопор ас приведенными на нем техническими требованиями, посадками отклонениями поверхностей и габаритными размерами. Рабочий чертеж валика, технические условия и требования на изготовление вала: материал заготовки и его твердость; конфигурация и габаритные размеры вала; требования к точности обработки каждой поверхности (точности выполняемых размеров, взаимному расположению поверхностей и параметры шероховатости). Годовая программа выпуска N=50000 шт./год. Разработанная технология должна обеспечивать заданную точность деталей и требуемое качество ее поверхностей при заданной производительности и минимальной себестоимости.
2.Общие положения
| 2.1. Служебное назначение и конструктивные особенности детали |
Деталь представляет из себя стопор. Данная деталь предназначена для предотвращения движения двигателя. Конструкция детали представляет цилиндр или втулку с разными уровнями. Деталь имеет отверстие диаметром 14 мм. Имеется перешеек размером 2 мм и диаметром 14,5 мм. Общая дли на детали 55 мм. Малая часть имеет диаметр 15 мм, а большая 25 мм. Имеются также окантовки.
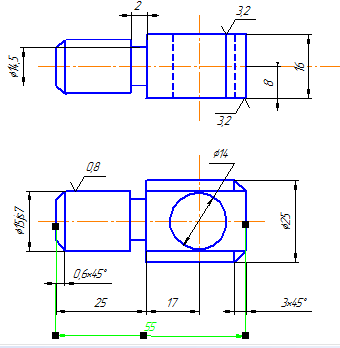
Рисунок 2.1 – Стопор, Сталь 45
Деталь достаточно технологична: выполнения поверхностей обеспечивает удобный подвод стандартного инструмента, удобство визуального наблюдения за процессом резания, отвод стружки.
Деталь “Стопор ” имеет хорошие базовые поверхности, имеется возможность обработки поверхностей на проход.
При механической обработке детали имеется возможность применения принципа постоянства и совмещения установочных баз.
Возможно применение высокотехнологичных методов обработки, а именно обработка твердосплавными резцами.
Деталь- стопор изготавливается из легированной стали 45 поэтому конфигурация наружного контура и внутренней поверхности не вызывает значительных трудностей при получении заготовки. Материал полностью соответствует условиям эксплуатации и требованиям по прочности, износостойкости, поверхностным деформациям и т.п.
45 - Сталь конструкционная легированная
Применение: в улучшенном состоянии—шлицевые валы, штоки, установочные винты, траверсы, валы экскаваторов и другие детали, работающие при температуре до 400 °С; после закалки и низкого отпуска — червячные валы и другие детали повышенной износостойкости.
Таблица 2.1- Химический состав в % материала 45
| C | Si | Mn | Ni | S | P | Cr | V | Cu |
| 0.38 - 0.45 | 0.18 - 0.38 | 0.6 - 0.9 | до 0.25 | до 0.02 | до 0.02 | 0.7 - 1.0 | 0.1 - 0.17 | до 0.25 |
Температура критических точек материала 45
Ac1 = 770 , Ac3(Acm) = 810 , Ar3(Arcm) = 735 , Ar1 = 690 , Mn = 230
Твердость материала 45 после отжига , HB 10 -1 = 260 МПа
Основные свойства, которыми должны обладать стали этого назначения, - высокая износостойкость постоянство размеров и формы в течение длительного срока службы. К дополнительным требованиям относят возможность получения низкой шероховатости поверхности и малой деформации при термической обработке.
Для изготовления валов рекомендуется использовать среднеуглеродистые низколегированные стали типа 45Х, 50Х, 45. Высокую конструктивную прочность деталей из этих материалов обеспечивают высокие значения прочности, работы распространения трещины КСТ и вязкости разрушения К1С при низком пороге хладноломкости.
Наибольший интерес из рекомендуемых материалов для изготовления валов представляет сталь 45. Введение 0.1 – 0.2 % V повышает механические свойства хромистых сталей, главным образом вязкость, вследствие лучшего раскисления и измельчения зерна.
Сталь 45 – доэвтектойдная, среднеуглеродистая, низколегированная. Наилучшее сочетание прочности и пластичности, что обеспечивает хорошую работу материала при динамических нагрузках, сталь приобретает после динамической обработки, состоящей из закалки и последующего высокотемпературного отпуска. Такой вид термообработки называется улучшением и обеспечивает в данной стали структуру сорбита, являющуюся носителем оптимальных эксплуатационных свойств.
Рисунок 2.2- Эскиз детали «Стопор»
2.2 Определение типа производства
Тип производства – организационно-технологическая характеристика производственного процесса, которая во многом определяет результаты проектирования процесса изготовления детали.
Производство определяется программой выпуска обрабатываемых изделий в год.
Заданная программа на курсовой проект- 60000штук в год соответствует массовому производству.
Исходя из данных операций и размеров детали,можно определить основное время,затраченное на переходы и сами операции
Тип производства характеризуется коэффициентом закрепления операций
 ,который показывает отношение всех различных технологических операций,выполняемых или подлежащих выполнению подразделением в течение месяца,к числу рабочих мест.Так как отражает периодичность обслуживания рабочего всей необходимой информацией , а также снабжения рабочего места всеми необходимыми вещественными элементами производства,то оценивается применительно к явочному числу рабочих подразделения из расчета на одну смену:
,который показывает отношение всех различных технологических операций,выполняемых или подлежащих выполнению подразделением в течение месяца,к числу рабочих мест.Так как отражает периодичность обслуживания рабочего всей необходимой информацией , а также снабжения рабочего места всеми необходимыми вещественными элементами производства,то оценивается применительно к явочному числу рабочих подразделения из расчета на одну смену:| |  | (1.1) |
Где О – количество операций выполняемых на рабочем месте;
Р – число рабочих мест;
Штучно-калькуляционное время рассчитывается для каждой операции по формуле:
 | (1.2) |
Где
 -основное технологическое время
-основное технологическое времяРасчет основного технологического времени для кажого перехода:
1.Операция 005-Токарная
1-ый переход: подрезать торцы,выдерживая размер 55мм
 | (1.3) |
2-ий переход :точить поверхность диаметром 25,выдерживая размер 55мм
 | (1.4) |
3-ый переход :точить поверхность диаметром 15,выдерживая размер 25мм
 | (1.5) |
4-ой переход: точить канавку диаметром 14,5,выдерживая размеры 2,25 и 25
 | (1.6) |
5-ой переход : точить фаску 0,6 на 45
| |  | (1.7) |
5-ой переход : точить фаску 0,6 на 45
| |  | (1.8) |
2.Операция 010-Фрезерная
1-ый переход: Фрезеровать поверхность,выдерживая размер 8
 2-ый переход: Фрезеровать поверхность,выдерживая размер 16
3 Операция 015-Сверлийная 1-ый переход:сверлить отверстие диаметром 14 на проход, выдерживая размер 17  | (1.9) |
3 Операция 015-Шлифовальная
1-ый переход:шлифовать поверхность диаметром 15,выдерживая размер 22.75
 Определяем штучное время, затраченное на каждую операцию по формуле (1.2):
 0,069 (1.15) 0,069 (1.15)Определяем расчетное количество станков, необходимых для выполнений операций по формуле:
Где  -штучное время на данной операции -штучное время на данной операции -годовая программа выпуска,60000шт -годовая программа выпуска,60000шт -действительный годовой фонд времени,4060ч -действительный годовой фонд времени,4060ч -нормативный коэффициент загрузки оборудования, принят 0,65 -нормативный коэффициент загрузки оборудования, принят 0,65
Значение фактического коэффициента загрузки оборудования определяем по формуле:
Где  -принятое количество станков -принятое количество станков - принятое число рабочих мест,определяется округлением до ближайшего большего, целого числа - принятое число рабочих мест,определяется округлением до ближайшего большего, целого числа
Количество операций,выполненных на рабочем месте,определяем по формуле:
Определяем коэффициент закрепления операций по формуле 1.1:  Тип производства-среднесерийный | (1.11) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||




Масса детали – 0,3 кг.
3. Технологический процесс изготовления детали3.1 Анализ технологичности конструкции детали Таблица 3.1 Характеристика поверхностей деталей «Стопор»
| Поверхности детали | Квалитеты | Шерохо-ватость | Количество поверхностей |
| 1 Торцевые поверхности Ø25 мм | 14 | Ra6,3 | 2 |
| 2 Торцевая поверхность Ø15 мм | 14 | Ra6,3 | 2 |
| 3 Плоские поверхности | 14 | | 2 |
| 4Цилиндрическая поверхность Ø25мм | 14 | Ra6,3 | 1 |
| 5 Цилиндрическая поверхность Ø15 мм | 7 | Ra0,8 | 1 |
| 6 Цилиндрическая поверхность Ø14,5 мм | 14 | Ra6,3 | 1 |
| 7 Фаски 45° | 14 | Ra6,3 | 2 |
| 8 Отверстие Ø14 | 14 | Ra6,3 | 1 |
| Всего | | | 12 |
 | (2.1) |
  | (2.2) |
  | (2.3) |

детали предусмотрены фаски, что позволяет вести обработку в центрах. Конструкция детали достаточно проста, что позволяет обрабатывать поверхности стандартным режущим инструментом. Контроль большинства поверхностей осуществляется стандартным мерительным инструментом, без ограничения по доступности, что делает ее контроле пригодной. Исходя из анализа конструкции детали, можно сказать, что деталь технологична.
3.2 Выбор заготовки
Трудоёмкость, себестоимость и производительность процесса изготовления валиков, и их качество во многом зависит от вида заготовки. Заготовки из горячекатаного или холоднотянутого проката применяют для изготовления гладких валиков, ступенчатых валиков с небольшим числом ступеней и малыми перепадами диаметров (до 5 мм).
Заготовки валиков сложной конфигурации с большой разницей между диаметрами ступеней в единичном производстве получают свободной ковкой на ковочных гидравлических прессах. В серийном и массовом производстве - штамповкой на прессах, молотах, горизонтально-ковочных машинах, ротационным обжатием на специальных машинах, поперечно-винтовой прокаткой на многовалковых станах.
Сортовой прокат. Его основное достоинство — дешевизна. Он изготавливается из стали и цветных металлов в виде прутков с различной формой поперечного сечения (круг, квадрат, шестигранник, труба, угольник, тавр и т. п.). Заготовки из проката нашли самое широкое применение благодаря своей простоте и дешевизне. Существенным недостатком является низкий коэффициент использования материала.
Самым первым критерием при выборе типа заготовки служит материал из которого изготавливается деталь:
сталь - прокат, поковка, штамповка, реже - отливка;
чугун - различные способы литья;
цветные металлы - прокат, отливка, реже - штамповка.
Себестоимость заготовок из проката:
| |  | (2.4) |
– технологическая себестоимость операции правки, калибрования прутков, разрезки их на штучные заготовки:
| |  | (2.5) |
 | (2.6) |
 | (2.7) |
Выбор технологических баз производят исходя из основных принципов базирования. При обработке штока как правила используют центровальные отверстия, которые реализуются на фрезерно-центровальном станке. Схемы базирования, а так же содержание маршрутной технологии изготовления штока представлены ниже:005 ОтрезнаяОборудование:Абразивно-отрезной станок с ЧПУ мод. 16К20Ф31. Отрезать заготовку, выдерживая размер 55Рисунок 3.1- Эскиз отрезной обработки010 Токарная Оборудование: Токарно-винторезный станок модели 16К201.Подрезать торцы выдерживая размер 55. 2.Точить поверхность диаметром 25 h напроход 3.Точить поверхность диаметром 16 hвыдерживая размер 17 мм4 Точить канавку диаметром 14,5 выдерживая размер 2,25 мм 5. Точить фаску, выдерживая размер 0,66. Точить фаску выдерживая размер 3.Рисунок 3.2- Эскиз токарной обработки015 ФрезернаяОборудование: Станок вертикально-фрезерный 6Т101. Фрезеровать 2 поверхности выдерживая размеры 8мм, 16мм
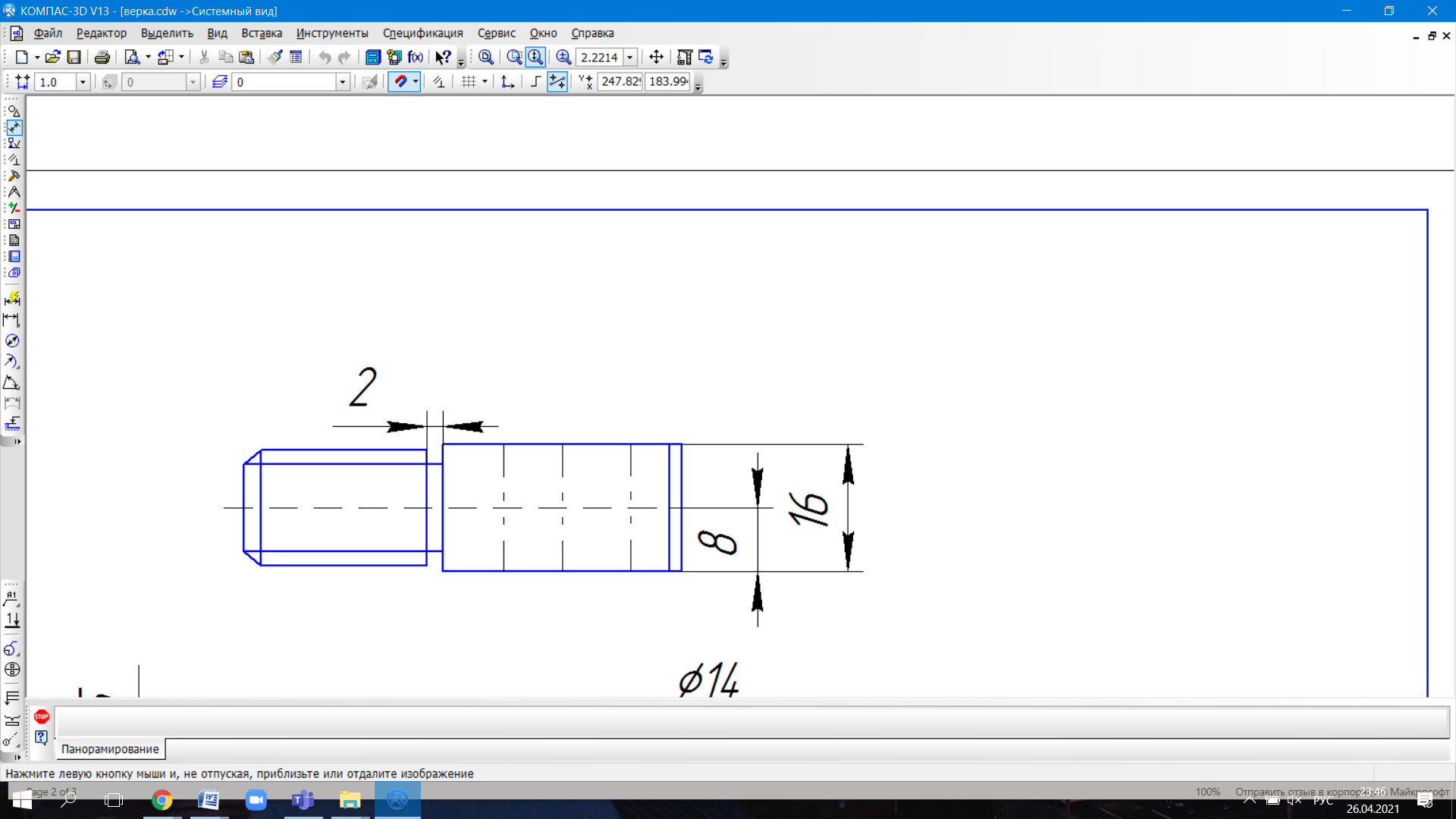 Рисунок 3.4- Эскиз фрезерной обработки020 Сверильная, :Оборудование: Станок вертикально-сверительный 2Н125-11.Сверлить отверстие диаметром 14 напроход выдерживая размер 17Рисунок 3.3- Эскиз сверлильной обработки025 ШлифовальнаяОборудование: Бесцентрово-шлифовальный станок модели 3М1821. Шлифовать поверхность Ø15 мм h6 Ra1.6Рисунок 3.4- Эскиз шлифовальной обработки3.4 Расчет припусков и предельных размеров на механическую обработку на одну поверхностьТаблица 3,2 Расчёт припусков и предельных размеров по технологическим переходам на обработку цилиндрической поверхности стопора
Рисунок 3.4- Эскиз фрезерной обработки020 Сверильная, :Оборудование: Станок вертикально-сверительный 2Н125-11.Сверлить отверстие диаметром 14 напроход выдерживая размер 17Рисунок 3.3- Эскиз сверлильной обработки025 ШлифовальнаяОборудование: Бесцентрово-шлифовальный станок модели 3М1821. Шлифовать поверхность Ø15 мм h6 Ra1.6Рисунок 3.4- Эскиз шлифовальной обработки3.4 Расчет припусков и предельных размеров на механическую обработку на одну поверхностьТаблица 3,2 Расчёт припусков и предельных размеров по технологическим переходам на обработку цилиндрической поверхности стопора