Файл: Шероховатость обработанной поверхности и ее зависимость от условий шлифования.docx
Добавлен: 05.12.2023
Просмотров: 91
Скачиваний: 6
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ
ФЕДЕРАЦИИ ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ
ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ОБРАЗОВАНИЯ
«Курганский государственный университет»
Кафедра «Автоматизация производственных процессов»
Дисциплина «»
Реферат
на тему: «Шероховатость обработанной поверхности и ее зависимость от условий шлифования»
Выполнил:
Студент гр.
Проверил:
Курган 2023 г
Содержание
1. Шероховатость поверхности. Общие сведения
2. Шероховатость обработанной поверхности
3. Обозначения шероховатости поверхности
4. Зависимость от условий шлифования на шероховатость поверхности
Список используемых источников
-
Шероховатость поверхности. Общие сведения
Машиностроение - важнейшая отрасль промышленности. Его продукция - машины различного назначения поставляются всем отраслям народного хозяйства.
Весьма актуальна проблема повышения и технологического обеспечения точности в машиностроении. Точность в машиностроении имеет большое значение для повышения эксплуатационных качеств машины и технологии их производства. Решение вопросов точности должно решаться комплексно. Так повышение точности механической обработки снижает трудоемкость сборки в результате устранения пригоночных работ и обеспечения взаимозаменяемости деталей изделия. Особое значение имеет точность при автоматизации производства. С развитием автоматизации производства проблема получения продукции высокого качества становится все более актуальной. Ее решение должно базироваться на глубоком исследовании технологических факторов.
Эксплуатационные свойства деталей машин и долговечность их работы в значительной степени зависят от состояния их поверхности.
В отличие от теоретической поверхности деталей, изображаемых на чертеже, реальная поверхность всегда имеет неровности различной формы и высоты, образующиеся в процессе обработки.
Высота, форма, характер расположения и направление неровностей поверхностей обрабатываемых заготовок зависят от ряда причин:
режима обработки, условий охлаждения и смазки режущего инструмента, химического состава и микроструктуры обрабатываемого материала, конструкции, геометрии и режущей способности инструмента, типа и состояния оборудования, вспомогательного инструмента и приспособлений.
Шероховатость поверхности – совокупность неровностей поверхности с относительно малыми шагами, выделенными, например, с помощью базовой длины (ГОСТ 25142 – 82 «Шероховатость поверхности. Термины и определения»).
Шероховатость является следствием пластической деформации поверхностного слоя детали. Режущие кромки инструмента оставляют на поверхности следы в виде неровностей, близко расположенные друг к другу. Совокупность этих неровностей называется шероховатостью.
Шероховатость поверхности в значительной степени влияет на эксплуатационные свойства изделий.
Шероховатость поверхности определяет продолжительность нормальной работы деталей и машин. От степени шероховатости поверхности зависят износостойкость поверхностей трущихся пар, антикоррозионная стойкость деталей машин, стабильность посадок.
Чем грубее обработана деталь, тем меньше ее износостойкость. Наличие микронеровностей вызывает концентрацию напряжений во впадинах гребешков, что приводит к появлению трещин и снижает прочность деталей (особенно работающих при знакопеременных нагрузках). Начальный износ при неправильно выбранной шероховатости может достичь 65-75% высоты неровностей шероховатости.
Шероховатость на деталях после обработки оказывает значительное влияние на коррозионную стойкость. Очаги коррозии образуются в первую очередь во впадинах. Чем чище обработана поверхность, тем выше ее коррозионная стойкость.
Шероховатость оказывает влияние на стабильность подвижных и неподвижных посадок. Значительная шероховатость изменяет расчетную величину зазора или натяга.
2. Шероховатость обработанной поверхности
При совершенно любом способе обработки металлов путем резания на обработанной поверхности обязательно остаются различные мелкие неровности, то есть — шероховатость. Во время грубой обработки, к примеру, при черновом строгании или фрезеровании такие неровности (следы от зубьев фрезы или от резца) достаточно хорошо просматриваются даже невооруженным глазом.
Если высоту этих неровностей измерить, то окажется, что она весьма велика и достигает до 100 мкм и более. Во время чистовой обработки высота неровностей уменьшается, то есть: после обработки торцовой фрезой «чистовой» она может быть равной в 5-10 мкм (что соответствует: 0,005-0.010 мм), а во время тонкого фрезерования и обработки фрезами с зачистным зубом в 1,5-5 мкм (что соответствует: 0,0015-0,006 мм).
Виды неровностей и как их определить
Неровности на обработанной поверхности иногда бывают настолько малы, что их практически невозможно различить простым глазом, например, глядя на прекрасно отполированную поверхность, очень трудно сказать, что она имеет шероховатость. Даже если рассматривать данную поверхность через лупу (увеличительное стекло), то невозможно заметить следы обработки. Однако если использовать специальный оптический прибор, то следы обработки можно обнаружить достаточно легко. Нужно понимать, что какими бы микроскопическими были неровности на уже обработанной поверхности, они оказывают весьма и весьма большое влияние непосредственно на качество самой работы и, конечно же, на долговечность деталей, то есть на все эксплуатационные свойства машины – в целом.
Влияние шероховатости на износ деталей
От шероховатости поверхности зависит и трение, и износ различных деталей машин. Абсолютно каждая пара взаимно сопряженных деталей обязательно соприкасается друг с другом личными поверхностями, на которых, как правило, имеются неровности в виде впадин и выступов. Такие неровности существенно затрудняют взаимное перемещение деталей, потому как между ними значительно увеличивается трение. При работе машин значительная часть энергии расходуется именно на преодоление сил трения. К примеру, при работе фрезерного станка приблизительно 5 часть затрачиваемой энергии расходуется непосредственно на преодоление сил трения, при этом только 4/5-и на полезное функционирование (т. е. работу резания).
Для того чтобы снизить силы трения, нужно уменьшить шероховатость обработанных поверхностей всех сопрягаемых деталей. В тех же случаях, когда нагрузка на эти детали достаточно велика, лучше всего применять более шероховатые поверхности. К примеру, работающий в подшипниках скольжения тяжелый вал, при остановке из зазора выжмет масло и соответственно опустится на поверхность подшипника. При этом если поверхности подшипника и вала чрезвычайно гладкие, то масло, как правило, выжимается полностью, что непосредственно может спровоцировать молекулярное схватывание деталей.
В момент, когда вал начинает вращаться, в этот период происходит трение без смазки (т. е. всухую), при котором вал и подшипник достаточно быстро изнашиваются, и на них образуются так называемые «задиры». Именно поэтому небольшие неровности на уже обработанной поверхности служат некими резервуарами для масла, которое в свою очередь позволяет смазывать вал в тот момент, когда он трогается с места. Поэтому при дальнейшем вращении непосредственно именно вал увлекает в зазоры новые порции масла, таким образом, масляная пленка постепенно восстанавливается.
Само собой разумеется, что даже в данном рассмотренном случае все неровности должны быть достаточно небольшими примерно в (3-6 мкм). Такую шероховатость поверхности на валах можно получить путем шлифования, а на плоских поверхностях даже путем тонкого фрезерования.
В быстроходных и точных машинах, где очень маленькие зазоры между сопрягаемыми деталями, для уменьшения сил трения, а также увеличения износостойкости зачастую приходится добиваться самой минимальной шероховатости поверхности деталей.
Многочисленными исследованиями установлено, что для различных условий износа существуют соответствующие данным условиям оптимальные значения шероховатости, то есть, при которых непосредственно износ сопрягаемых деталей является наименьшим. Конструкторы на чертежах обычно задают именно такую шероховатость.
Шероховатости в конструкциях с прессовым соединением
При прессовых соединениях прочность объединения деталей достигается путем создания натяга определенной величины, которая получена точным расчетом. При этом сам натяг напрямую зависит исключительно от фактических размеров сплачиваемых деталей. Во время обработки деталей их размеры тщательно проверяются измерительным инструментом, который устанавливается на неровности обработанной поверхности. Во время запрессовки данные неровности частично сминаются. Вал в результате становится меньше, а то отверстие, куда непосредственно он запрессовывается становиться больше измеренного, поэтому действительный натяг, как правило, получается меньше расчетного, из-за этого прочность соединения существенно снижается. Посему для деталей, собираемых запрессовкой, задается низкая шероховатость обработанной поверхности.
Прочность деталей
Стоит учесть, что именно от шероховатости поверхности напрямую зависит и прочность деталей. Разрушение деталей машин при переменных нагрузках, как правило, начинается с образования незначительных трещин на поверхности детали. Но нужно учесть, что для наиболее ответственных деталей даже самые мелкие царапины на поверхности, полученные обработкой при резании, могут выступать в роли основной причины разрушения. Однако это может обернуться и наоборот, то есть тщательнейшая отделка поверхностей деталей вполне способна существенно повысить усталостную прочность материала.
Снижение шероховатости поверхности
Снижение шероховатости поверхности, как правило, увеличивает антикоррозионную стойкость деталей (т. е. неровные поверхности намного быстрее поддаются коррозии). Низкая шероховатость поверхности потребна и в таких соединениях, когда необходимо обеспечить плотное прилегание одной детали к другой (к примеру, плоскости разъема корпусов редукторов, где большая вероятность протечки масла) и герметичность соединения. Также низкая шероховатость поверхностей нужна для удобства работы на станке (например, у его рукояток), для содержания деталей в идеальной чистоте, для придания деталям презентабельного внешнего вида в соответствии со всеми требованиями технической эстетики производства.
Во всех случаях обработки различных заготовок стремление получить более гладкую поверхность – практически нецелесообразно и соответственно невыгодно экономически, именно поэтому конструкторы при проектировании современных машин стремятся до минимума снизить размеры и число чисто обрабатываемых поверхностей, естественно не в ущерб эксплуатационных качеств машины.
Конструктор, как правило, должен обозначить на чертежах, какие именно поверхности необходимо обработать, а также указать, какую именно шероховатость должны иметь те или иные поверхности. С одной стороны, даже самое незначительное изменение шероховатости поверхности способно привести к значительному ухудшению или же наоборот улучшению качества работы машины.
Если смотреть с другой стороны, то необоснованное повышение запросов к шероховатости автоматически увеличивает стоимость изготовления детали. К примеру, себестоимость чистовой обработки непосредственно, при которой достигается необходимая величина неровностей на поверхности, например, в 1-2 мкм, будет в 3-5 раз выше стоимости чистовой обработки, которая обеспечивает высоту неровностей, например, в 10-15 мкм. Поэтому для установления требований к шероховатости поверхности, конструктор в обязательном порядке пользуется условными обозначениями, которые в свою очередь предусмотрены стандартом и ГОСТом к конкретной детали.
3. Обозначения шероховатости поверхности
Обозначение шероховатости регламентируется ГОСТ2.309-73, ниже приведены материалы с учетом изменения №3 принятого Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 21 от 28.05.2002). Настоящий стандарт устанавливает обозначения шероховатости поверхностей и правила нанесения их на чертежах изделий всех отраслей промышленности. Стандарт полностью соответствует стандарту ИСО 1302.
Шероховатость поверхности обозначают на чертеже для всех выполняемых по данному чертежу поверхностей изделия, независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
При применении знака без указания параметра и способа обработки его изображают без полки.
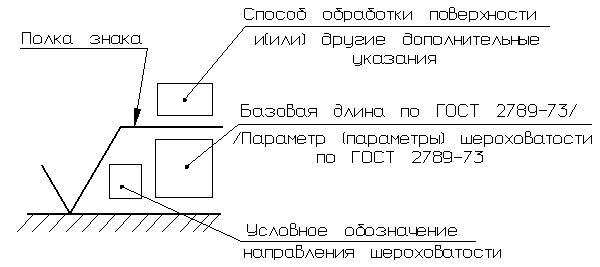 Структура обозначения шероховатости поверхности | ||
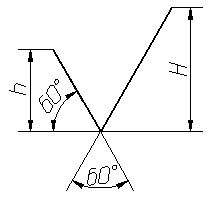 Обозначение шероховатости поверхности без указания способа обработки | 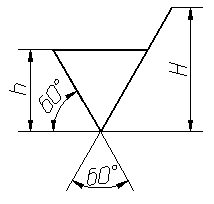 Обозначение шероховатости поверхности при образовании которой обязательно удаление слоя материала | 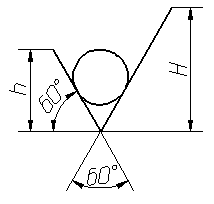 Обозначение шероховатости поверхности при образовании которой осуществляется без удаление слоя материала |