Файл: Шероховатость обработанной поверхности и ее зависимость от условий шлифования.docx
Добавлен: 05.12.2023
Просмотров: 588
Скачиваний: 9
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
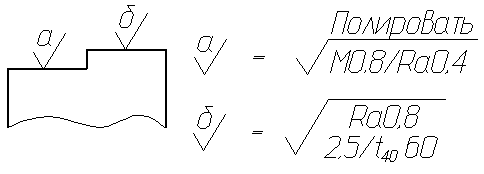
Высота h должна быть приблизительно равна применяемой на чертеже высоте цифр размерных чисел. Высота Н равна (1,5…5) h. Толщина линий знаков должна быть приблизительно равна половине толщины сплошной линии, применяемой на чертеже.В обозначении шероховатости поверхности, способ обработки которой конструктором не устанавливается, применяют знак.В обозначении шероховатости поверхности, которая должна быть образована только удалением слоя материала, применяют знак.В обозначении шероховатости поверхности, которая должна быть образованна без удаления слоя материала, применяют знак с указанием значения параметра шероховатости.Поверхности детали, изготовляемой из материала определенного профиля и размера, не подлежащие по данному чертежу дополнительной обработке, должны быть отмечены знаком без указания параметра шероховатости.Состояние поверхности, обозначенной знаком должно соответствовать требованиям, установленным соответствующим стандартом или техническими условиями, или другим документом.Значение параметра шероховатости по ГОСТ 2789-73 указывают в обозначении шероховатости после соответствующего символа, например: Rа0.4, Rmax6.3; Sm0.63; t5070; S0,032; Rz50.Примечание. В примереt5070 указана относительная опорная длина профиля tp= 70 % при уровне сечения профиляр = 50 %,
При указании двух и более параметров шероховатости поверхности в обозначении шероховатости значения параметров записывают сверху вниз в следующем порядке:
При нормировании требований к шероховатости поверхности параметрами Ra, Rz, Rmax базовую длину в обозначении шероховатости не приводят, если она соответствует приложении ГОСТ 2789-73 для выбранного значения параметра шероховатости.Условные обозначения направления неровностей должны соответствовать. Условные обозначения направления неровностей приводят на чертеже при необходимости.Высота знака условного обозначения направления неровностей должна быть приблизительно равна h. Толщина линий знака должна быть приблизительно равна половине толщины сплошной основной линии.

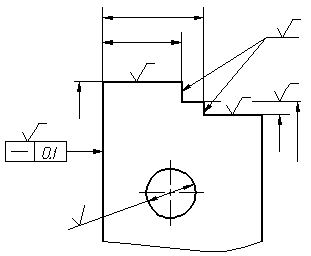
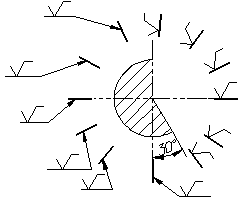
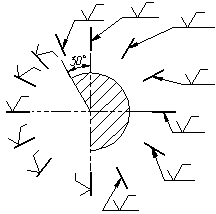
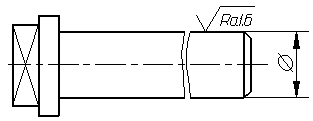
Вид обработки поверхности указывают в обозначении шероховатости только в случаях, когда он является единственным, применимым для получения требуемого качества поверхности.Допускается применять упрощенное обозначение шероховатости поверхностей с разъяснением его в технических требованиях чертежа. В упрощенном обозначении используют знак и сточные буквы русского алфавита в алфавитном порядке, без повторений и, как правило, без пропусков.Обозначения шероховатости поверхностей на изображении изделия располагают на линиях контура, выносных линиях (по возможности ближе к размерной линии) или на полках линий-выносок.Допускается при недостатке места располагать обозначения шероховатости на размерных линиях или на их продолжениях, а также разрывать выносную линию.Обозначение шероховатости поверхности, в которых знак имеет полку, располагают относительно основной надписи чертежа.Обозначения шероховатости поверхности, в которых знак не имеет полки, располагают относительно основной надписи чертежа.
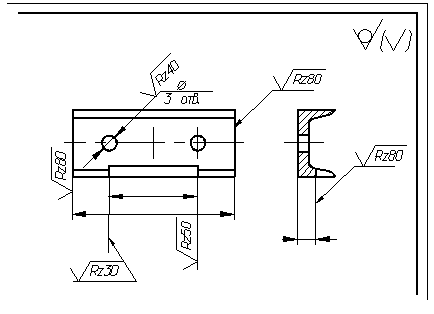
При обозначении изделия с разрывом обозначение шероховатости наносят только на одной части изображения, по возможности ближе к месту указания размеров.При указании одинаковой шероховатости для всех поверхностей изделия обозначение шероховатости помещают в правом верхнем углу чертежа и вместе с условным обозначением , . Это означает, что все поверхности, на которых на изображении не нанесены обозначения шероховатости или знак, должны иметь шероховатость, указанную перед условным обозначением. Размеры и толщина линий знака в обозначении шероховатости, вынесенном в правый верхний угол чертежа, должны быть приблизительно в 1,5 раза больше, чем на обозначения, нанесенных на изображении.
Размеры знака, взятого в скобки, должны быть одинаковыми с размерами знаков, нанесенных на изображении.
Обозначение шероховатости поверхностей повторяющихся элементов изделия (отверстий, пазов, зубьев и т. п.), количество которых указанно на чертеже, а также обозначение шероховатости одной и той же поверхности наносят один раз, независимо от числа изображений.Обозначение шероховатости симметрично расположенных элементов симметричных изделий наносят один раз.Если шероховатость одной и той же поверхности различна на отдельных участках, то эти участки разграничивают сплошной тонкой линией с нанесением соответствующих размеров и обозначения шероховатости. Через заштрихованную зону линию границы между участками не проводят.
4. Зависимость от условий шлифования на шероховатость поверхностиПри шлифовании каждое абразивное зерно шлифовального круга, участвующее в процессе резания, оставляет на поверхности металла (заготовки) канавку, соответствующую его форме и размерам. Чём меньше зерно, чем больше радиус его закругления и чем теснее зёрна находятся в связке, тем меньше получаются неровности профиля.На шлифуемой поверхности могут отражаться изъяны круга. Пример. При правке круга алмазным карандашом с подачей 0,1...0,4 мм/об. круга на его поверхности остаются винтовые канавки, которые переносятся на металл, а при правке круга с подачей 0,01...0,02 мм/об. круга влиянием спиральных канавок можно пренебречь.При увеличении скорости круга (скорости шлифования) беспорядочно расположенные зерна абразива (совокупность зёрен) всё больше приближаются (создают эффект) к сплошному лезвию как в осевом направлении, так и по окружности. Они все в большей степени срезают металл между канавками (при одной и той же продольной подаче заготовки), в результате чего продольная и поперечная шероховатости выравниваются и уменьшаются по высоте. По этой причине всегда стремятся использовать максимальную скорость шлифования, допускаемую шлифовальным кругом (величину допустимой скорости обычно указывают на поверхности круга).Уменьшению высоты неровностей профиля способствует увеличение числа рабочих ходов i , при котором ,где шероховатость, полученная при первом рабочем ходе, мкм. Величину i при шлифовании с выхаживанием обычно ограничивают номером рабочего хода, при котором гаснет искра. Скорость вращения детали при круглом (и внутреннем) шлифовании оказывает влияние, противоположное скорости вращения круга, т.е. с её увеличением шероховатость поверхности возрастает.Понижению высоты неровностей профиля способствует уменьшение продольной подачи. По этой причине при чистовом шлифовании принимают продольную подачу на 1 оборот детали
| При указании наибольшего значения параметра шероховатости в обозначении приводят параметр шероховатости без предельных отклонений, например: |   |
| При указании наименьшего значения параметра шероховатости после обозначения параметра следует указывать «min», например: | |
При указании двух и более параметров шероховатости поверхности в обозначении шероховатости значения параметров записывают сверху вниз в следующем порядке:
| параметр высоты неровностей профиля, |  |
| параметр шага неровностей профиля, | |
| относительная опорная длина профиля. |
| |
| |
| Схематичное изображение | Обозначение | |
 |  | |
 |  | |
 |  | |
 |  | |
 |  | |
 |  | |
 |  | |
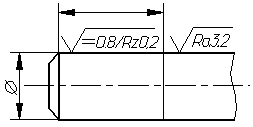
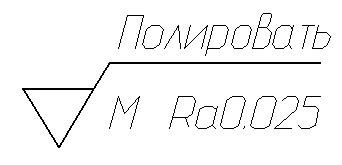 Пример указания вида обработки поверхности |
 Пример упрощенного обозначения шероховатости поверхностей |
|  Обозначение шероховатости поверхности знаком с полкой относительно основной надписи |
 Обозначение шероховатости поверхности знаком с полкой относительно основной надписи |  Обозначение шероховатости поверхности знаком без полки относительно основной надписи |
При обозначении изделия с разрывом обозначение шероховатости наносят только на одной части изображения, по возможности ближе к месту указания размеров.При указании одинаковой шероховатости для всех поверхностей изделия обозначение шероховатости помещают в правом верхнем углу чертежа и вместе с условным обозначением , . Это означает, что все поверхности, на которых на изображении не нанесены обозначения шероховатости или знак, должны иметь шероховатость, указанную перед условным обозначением. Размеры и толщина линий знака в обозначении шероховатости, вынесенном в правый верхний угол чертежа, должны быть приблизительно в 1,5 раза больше, чем на обозначения, нанесенных на изображении.
 Пример обозначения шероховатости поверхности |  Указание шероховатости одинаковой для всех поверхностей изделия |
 Указание шероховатости, когда большая часть поверхностей не обрабатывается по данному чертежу |
 Пример обозначения различной шероховатости на одной поверхности | 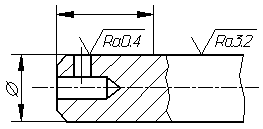 Пример обозначения различной шероховатости на одной поверхности |
4. Зависимость от условий шлифования на шероховатость поверхностиПри шлифовании каждое абразивное зерно шлифовального круга, участвующее в процессе резания, оставляет на поверхности металла (заготовки) канавку, соответствующую его форме и размерам. Чём меньше зерно, чем больше радиус его закругления и чем теснее зёрна находятся в связке, тем меньше получаются неровности профиля.На шлифуемой поверхности могут отражаться изъяны круга. Пример. При правке круга алмазным карандашом с подачей 0,1...0,4 мм/об. круга на его поверхности остаются винтовые канавки, которые переносятся на металл, а при правке круга с подачей 0,01...0,02 мм/об. круга влиянием спиральных канавок можно пренебречь.При увеличении скорости круга (скорости шлифования) беспорядочно расположенные зерна абразива (совокупность зёрен) всё больше приближаются (создают эффект) к сплошному лезвию как в осевом направлении, так и по окружности. Они все в большей степени срезают металл между канавками (при одной и той же продольной подаче заготовки), в результате чего продольная и поперечная шероховатости выравниваются и уменьшаются по высоте. По этой причине всегда стремятся использовать максимальную скорость шлифования, допускаемую шлифовальным кругом (величину допустимой скорости обычно указывают на поверхности круга).Уменьшению высоты неровностей профиля способствует увеличение числа рабочих ходов i , при котором ,где шероховатость, полученная при первом рабочем ходе, мкм. Величину i при шлифовании с выхаживанием обычно ограничивают номером рабочего хода, при котором гаснет искра. Скорость вращения детали при круглом (и внутреннем) шлифовании оказывает влияние, противоположное скорости вращения круга, т.е. с её увеличением шероховатость поверхности возрастает.Понижению высоты неровностей профиля способствует уменьшение продольной подачи. По этой причине при чистовом шлифовании принимают продольную подачу на 1 оборот детали