Файл: Курсовой проект по дисциплине Технологическая оснастка.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 05.12.2023
Просмотров: 261
Скачиваний: 7
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
МИНИСТЕРСТВО НАУКИ И ВЫСШЕГО ОБРАЗОВАНИЯРОССИЙСКОЙ ФЕДЕРАЦИИРЯЗАНСКИЙ ИНСТИТУТ (ФИЛИАЛ)ФЕДЕРАЛЬНОГО ГОСУДАРСТВЕННОГО БЮДЖЕТНОГО АВТОНОМНОГОУЧРЕЖДЕНИЯ ВЫСШЕГО ОБРАЗОВАНИЯМОСКОВСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТКафедра «Энергетические системы и точное машиностроение»КУРСОВОЙ ПРОЕКТпо дисциплине «Технологическая оснастка»Выполнил: направление шифр, гр. Руководитель: Рязань 2023
Введение 2
1.Исходные данные для проектирования 4
1.1.Назначение детали. 4
1.2 Сведения о станке, на котором выполняется обработка 7
2 Основные решения 9
2.1 Тип проектируемого приспособления 9
2.2 Обоснование выбора материала детали 11
2.3 Базирование заготовки 15
3 Расчёт надёжности закрепления 16
3.1 Расчет усилий зажима 16
3.2 Расчет надежности закрепления 17
3.3 Расчет усилий зажима 19
3.4 Расчет винтового зажима 19
Заключение 22
Список используемой литературы 24

Содержание
Введение 2
1.Исходные данные для проектирования 4
1.1.Назначение детали. 4
1.2 Сведения о станке, на котором выполняется обработка 7
2 Основные решения 9
2.1 Тип проектируемого приспособления 9
2.2 Обоснование выбора материала детали 11
2.3 Базирование заготовки 15
3 Расчёт надёжности закрепления 16
3.1 Расчет усилий зажима 16
3.2 Расчет надежности закрепления 17
3.3 Расчет усилий зажима 19
3.4 Расчет винтового зажима 19
Заключение 22
Список используемой литературы 24
Введение
Машиностроение – важнейшая отрасль в развитии народного хозяйства, так как все отрасли зависят от машиностроения. Повышение производительности механической обработки в значительной степени зависит от уровня механизации и автоматизации станочных приспособлений. Анализ времени обработки на универсальных металлорежущих станках показывает, что время резания (машинное время) составляет 17…38% штучно-калькуляционного времени, а остальное (вспомогательное) время затрачивается в основном на установку и закрепление (раскрепление и съем) заготовок. Существенно повысить производительность механической обработки можно лишь при резком сокращении вспомогательного времени благодаря применению прогрессивной технологической оснастки. Наиболее значительную долю в общем парке технологической оснастки составляют приспособления, применяемые для установки и закрепления заготовок деталей, обрабатываемых на металлорежущих станках. Задачей данной работы является разработка технологичного, быстродействующего приспособления, удовлетворяющего условиям программы выпуска изделия. 1.Исходные данные для проектирования1.1.Назначение детали.Деталь типа “Гайка” крепежное изделие с резьбовым отверстием. Используется для создания надежного соединения. Применяется во всех сферах и областях, используется при сборке механизмов, различных монтажных работ и сборке конструкций. Разъёмная система позволяет использовать данную деталь многократно в различных видах конструкций. Все поверхности детали доступны в обработке, что позволяет применить стандартный режущий инструмент и мерительный инструмент. Требования к детали напрямую зависят от предъявляемых к выходным характеристикам всего изделия, в состав которого она входит. В связи с этим к конструкции данного корпуса предъявляют повышенные требования, такие как минимальный вес, минимизирование влияния температурных деформаций, вибраций и других динамических воздействий. Требования к детали «Гайка напрямую зависят от требований, предъявляемых к выходным характеристикам всего изделия, в состав которого он входит. В связи с чем к конструкции данной детали предъявляют такие требования, как:
| ||||||
| | | | | | Курсовой проект  | Лист 4 |
| | | | | | ||
| Изм. | Лист | № докум. | Подпись | Дата | ||
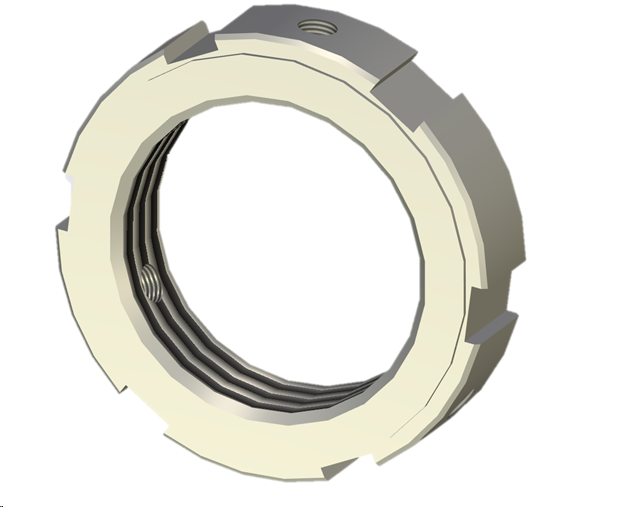 Рисунок 1 – Трехмерная модель детали «Гайка»  Рисунок 2 – Чертеж детали «Гайка» | ||||||
| | | | | | Курсовой проект | Лист |
| | | | | | 5 | |
| Изм. | Лист | № докум. | Подпись | Дата | ||
1.2 Сведения о станке, на котором выполняется обработкаТокарные станки серии DS-30Y с осью Y обеспечивают возможность двухшпиндельной обработки по оси Y, комплектуются осью C и приводными инструментами и представляют собой мощные универсальные обрабатывающие станки для любого цеха. Для расширения возможностей обработки доступны действия фрезерования со смещением от центра, сверления и нарезания резьбы метчиком. Противоположные шпиндели поддерживают полностью синхронизированную обработку, а также обеспечивают мгновенное переключение детали для сокращения времени цикла. Станок DS-30Y занимает среднюю площадь, но при этом обеспечивает просторную рабочую зону. Этот станок предлагает лучшую производительность за свою стоимость - лучшее соотношение цены и качества в своем классе.  Рисунок 3 — Станок HAAS DS-30Y | ||||||
| | | | | | Курсовой проект | Лист |
| | | | | | 6 | |
| Изм. | Лист | № докум. | Подпись | Дата | ||
| 1.3 Технические характеристики. Таблица 1 – Технические характеристики станка. 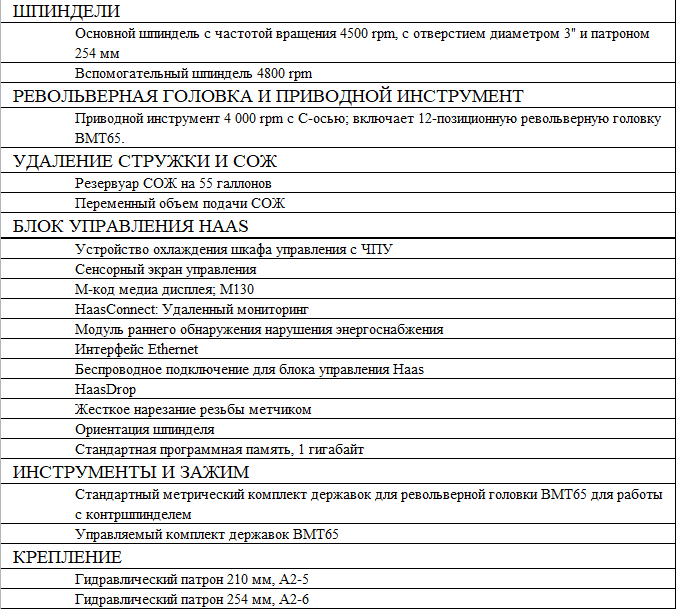 | ||||||
| | | | | | Курсовой проект | Лист |
| | | | | | 7 | |
| Изм. | Лист | № докум. | Подпись | Дата | ||
2 Основные решенияБыл принят ряд решений:
2.1 Тип проектируемого приспособленияДля закрепления детали в токарном станке с ЧПУ используется стандартный самоцентрирующий трехкулачковый патрон, устройство которого показано на рисунке 4. 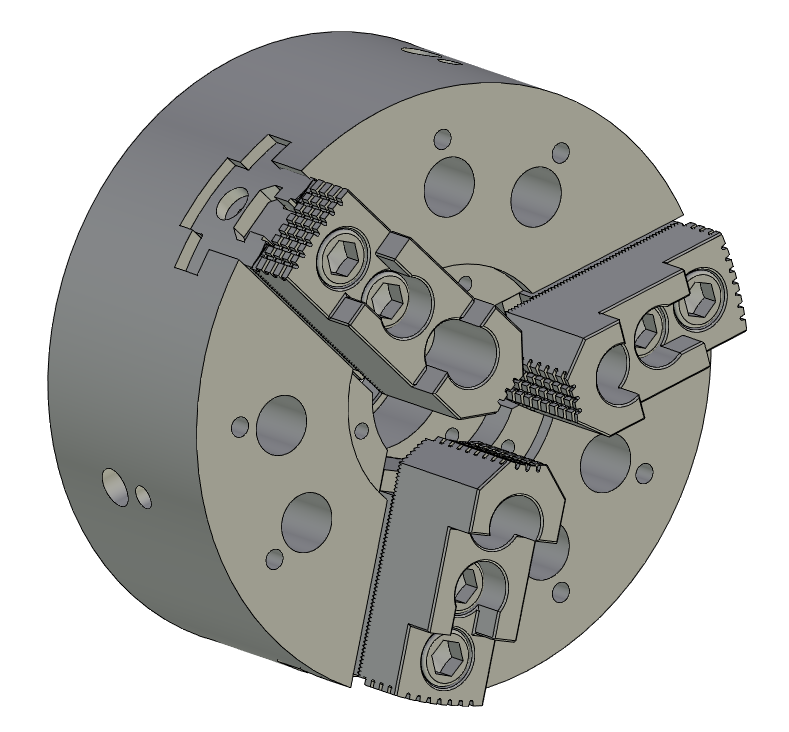 Рисунок 4 - Устройство трехкулачкового самоцентрирующего патрона. | |||||||
| | | | | | Курсовой проект | Лист | |
| | | | | | 8 | ||
| Изм. | Лист | № докум. | Подпись | Дата | |||
2.2 Обоснование выбора материала деталиДеталь изготавливается из стали 40Х ГОСТ 4543-71. Легированные металлы характеризуются высокими эксплуатационными свойствами, что позволяет использовать их практически повсеместно. Конструкционная сталь 40Х относится к низкоуглеродистым сплавам нормальной прочности, она применяется для создания строительных конструкций, полностью удовлетворяя требованиям нормативных документов. Это прочный, вязкий металл, который при термообработке прокаливается на значительную глубину. Легирующие компоненты предназначены для повышения прочности и стойкости, а молибден упрощает термообработку. К основным преимуществам материала относятся:
Легирующие добавки обеспечивают коррозионную стойкость сплава, поэтому он характеризуется средней устойчивостью к окислению. Это гарантирует сохранение целостности изделия при межоперационном хранении металла, отсутствие коррозии во время работы в сухих помещениях при отсутствии лакокрасочного покрытия. Эксплуатация во влажной среде требует покрытия стали 40Х краской. | |||||||
| | | | | | Курсовой проект | Лист | |
| | | | | | 9 | ||
| Изм. | Лист | № докум. | Подпись | Дата | |||