Добавлен: 05.12.2023
Просмотров: 54
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
| Длянанесенияотметокприменяют:керны(различноймодифика-ции), чертилки с разной формой наконечников, карандаши. Применяемые инстру-ментыизготовленыпоразработаннымстандартам Напромышленныхпредприятияхинструментомдлярубкиметаллаявляют-сяспециальныестанки.Книмотносятся:
Они обладают высокой производительностью и позволяют проводить руб-кудажеоченьтолстогометалла. Гидравлическая гильотина управляется электронным блоком. С его помо-щью задают параметры будущей операции. Устанавливают вид металла, уголсреза,величинудавлениянанож,скоростьрезания. Кромегильотиныдлярешенияэтихзадачприменяюттакназываемыекомбинированные агрегаты. К ним относятся режущие станки (пресс-ножницы) иузкоспециальные (угловысечныестанки,прессы иштампы). Пресс-ножницы применяются для рубки листов и полос металла, фасонногои сортового проката. Они хорошо справляются с профильным металлом, напри-мер, швеллер, двутавровый прокат, квадрат. С их помощью получают ровныеотверстияиразличнойформыпазы. Угловысечные станки позволяют проводить угловую вырубку металличе-ских изделий практически любой толщины. Высокой точности рубки добиваютсяблагодаря наличию шкалы, позволяющей точно опускать инструмент в требуе-моеместоиправильнозаточенногонаборазубил. Прессы и штампы решают аналогичные задачи. В них применяют механиче-ские,гидравлические,пневматическиеиэлектрическиеприводы. | ||||||
| | | Смертин С.Д | | | УП08.02.10ПЗ | Лист |
| | | БурковаА.А. | | | ||
| 14 | ||||||
| Изм. | Лит | № документа | Подпись | Дата | ||
| 1.6Определениеихарактеристикаслесарнойоперации «Опиливание металла» Опиливание металла – это операция по удалению с поверхности металлической заготовки слоя материала. Цель операции – придание заготовке определенных формы и размеров, а также заданной шероховатости поверхности. Как правило, опиливание производят после рубки зубилом или резания металла ножовкой, а также при сборочных работах для лучшей пригонки детали по месту. Кроме того, опиливание используется для обработки углублений, пазов и выступов. Использование напильника позволяет получить высокую точность обработки деталей – до 0,05 мм, а в отдельных случаях и меньше.  | ||||||
| | | ВологдинВ.М. | | | УП08.02.10ПЗ | Лист |
| | | БурковаА.А. | | | ||
| 15 | ||||||
| Изм. | Лит | № документа | Подпись | Дата | ||
| 1.7Инструментыиприспособления,применяемыеприслесарнойоперации«Опиливании металла» Инструменты для опиливания металла •Напильник – это брусок, выполненный из закаленной стали, на рабочие поверхности которого нанесено большое количество насечек или нарезок, образующих режущие зубья. При возвратно-поступательных движениях инструмента по заготовке они обеспечивают срезание с ее поверхности слоя металла в виде опилок. Чем меньше число насечек, нанесенных на единицу длины напильника, тем крупнее зубья. Различают напильники с одинарной (а), двойной, или перекрестной (б), и рашпильной (в) насечками (рис. 4). 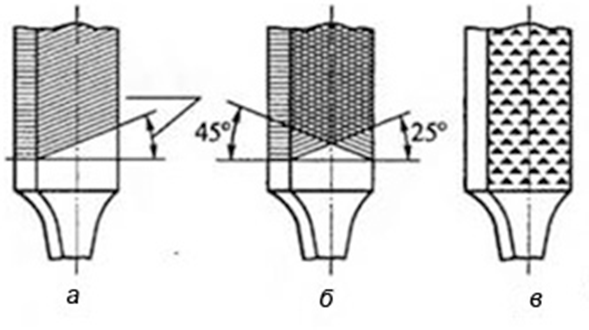 Рис. 4. Виды напильников Напильники с одинарной насечкой срезают материал рабочей поверхностью, равной всей длине зуба, что требует приложения больших усилий. Такие напильники используют для обработки цветных металлов, их сплавов и неметаллических материалов. | ||||||
| | | ВологдинВ.М. | | | УП08.02.10ПЗ | Лист |
| | | БурковаА.А. | | | ||
| 16 | ||||||
| Изм. | Лит | № документа | Подпись | Дата | ||
| . Напильники с двойной насечкой имеют основную насечку (более глубокую) и нанесенную поверх нее вспомогательную (более мелкую), которая обеспечивает дополнительное дробление опилок. Это позволяет снизить усилие, прикладываемое к напильнику при работе. Расположение зубьев обеспечивает частичное перекрытие их следов при обработке поверхности заготовки, что уменьшает степень ее шероховатости. Напильники с двойной насечкой имеют различную форму поперечного сечения (рис.5): - плоские напильники (а, б) – используют для опиливания плоских и выпуклых наружных поверхностей, а также расширения прямоугольных отверстий; - квадратные напильники (в) – для обработки квадратных и прямоугольных проемов, прямоугольных пазов и узких плоских наружных поверхностей; - трехгранныенапильники(г)–дляобработкиотверстий ипазовс углами более60°; - круглыенапильники(д)–дляобработкикруглыхиовальныхотверстий,атакжевогнутых поверхностей малого радиуса закругления, которые не могут быть обработаныполукруглымнапильником; - полукруглые напильники (е) – для опиливания вогнутых поверхностей большого радиуса закругления и галтелей; - ромбические напильники (ж) – для обработки зубьев зубчатых колес, звездочек, профильных пазов и поверхностей, расположенных под острыми углами; - ножовочные напильники (з) – для опиливания зубьев с внутренними углами менее 10°, а также клиновидных канавок, узких пазов, чистовой отделки кромок углов в трехгранных, прямоугольных и квадратных отверстиях. | ||||||
| | | ВологдинВ.М. | | | УП08.02.10ПЗ | Лист |
| | | БурковаА.А. | | | ||
| 17 | ||||||
| Изм. | Лит | № документа | Подпись | Дата | ||
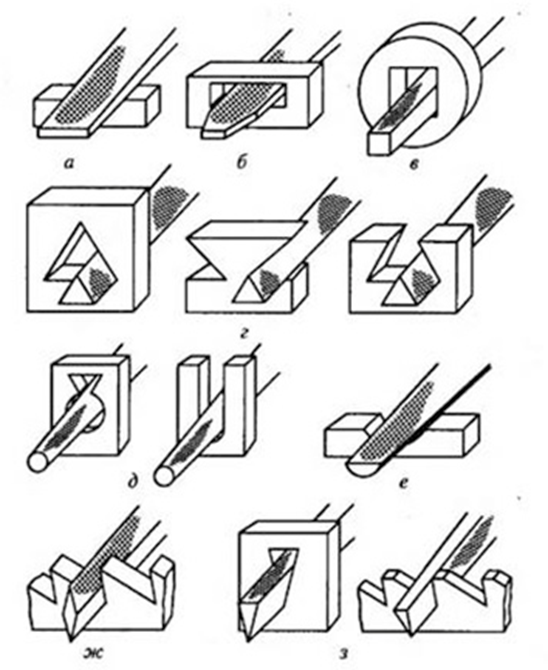 Рис.5. Виды напильников Рашпили–разновидностьнапильников,предназначеннаядлягрубой первичнойобработкиповерхностей.Рашпилиимеюткрупнуюилимелкуюрашпильнуюнасечку,различаются по форме поперечного сечения и могут быть плоские тупоконечные, плоскиеостроконечные,круглые, полукруглые. Надфили–специальныенапильники,которыеприменяютдляобработкимелкихдеталей.Надфилитакжеимеютдвойнуюнасечку:основнуюподуглом25°ивспомогательную под углом 45°. Они сравнительно небольшие (длина не превышает 16 см) илегкие,сразличнойформойпоперечного сечения (рис. 6). | ||||||
| | | ВологдинВ.М. | | | УП08.02.10ПЗ | Лист |
| | | БурковаА.А. | | | ||
| 18 | ||||||
| Изм. | Лит | № документа | Подпись | Дата | ||
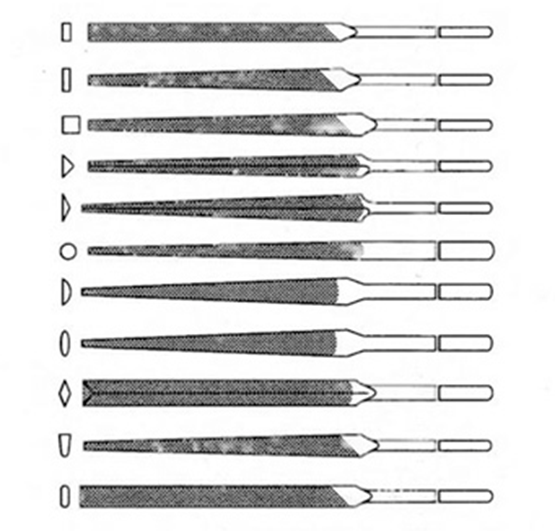 Рис. 3. Видынадфилей Для обеспечения высокого качества опиливания необходимо правильно выбирать профиль поперечного сечения, длину и насечку напильника. Для удобного держания и обеспечения безопасности при работе напильники оснащены деревянной или пластмассовой рукояткой. | ||||||
| | | ВологдинВ.М. | | | УП08.02.10ПЗ | Лист |
| | | БурковаА.А. | | | ||
| 19 | ||||||
| Изм. | Лит | № документа | Подпись | Дата | ||
| 1.8Безопасныеприемыиметодыприработе на сверлильных станках При работах на сверлильных станках должны выполняться следующие требования безопасности:
Запрещается работать на станках, которые не отвечают указанным требованиям. 1.Установка режущих инструментов производится при полном останове станка, при этом необходимо следить за надежностью и прочностью их крепления и правильностью центровки. При смене инструмента надо опустить шпиндель. При замене инструмента на многошпиндельных головках должны применяться специальные подставки, исключающие падение головки. 2. Обрабатываемые детали, тиски и приспособления на сверлильных станках должны надежно закрепляться на столе или фундаментной плите. Крепление производится специальными крепежными деталями: болтами, соответствующими пазу стола, прижимными планками, упорами и др. Тиски должны быть исправны, а насечки их губок несработанными. 3. Установка деталей на станок и снятие их со станка производится при нахождении шпинделя с режущим инструментом в исходном | ||||||
| | | ВологдинВ.М. | | | УП08.02.10ПЗ | Лист |
| | | БурковаА.А. | | | ||
| 20 | ||||||
| Изм. | Лит | № документа | Подпись | Дата | ||