Файл: А втономная некоммерческая организация Дополнительного профессионального образования Образовательный центр ПетроПроф.doc
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 06.12.2023
Просмотров: 180
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
ния и его сплавов. Толщина свариваемых материалов от 1 до 50 мм. Применяется в стационарных и монтажных условиях. Комплект ПРМ-4 состоит из самого ранцевого полуавтомата, электрооборудования к нему и выпрямительной приставки ПВ-400.
В качестве источника питания электрической дуги постоянным током используется выпрямительная приставка ПВ-400 (в комплекте со сварочным трансформатором). Приставка, состоящая из восьми кремниевых силовых вентилей, дросселя, передней и задней панелей, монтируется на тележке и закрывается защитным кожухом. Напряжение питающей сети 200 В, выпрямленного тока 65 В.
Технология контактных соединений пайкой
Общие сведения о контактных соединениях пайкой
Для соединения и оконцевания жил проводов и кабелей пайку применяют при отсутствии возможности применения сварки и опрессования. Для пайки алюминиевых жил используют припой и флюсы (табл. 3; 4) и паяльник (для однопроволочных жил 2,5—10мм2) или пропано-кислородную горелку (для больших сечений).
Припой и флюсы
Припой — сплав из цветных металлов, служащий для пайки металлических изделий. Применяемые при производстве электромонтажных работ припои делятся на две группы: оловянно-свинцовые марки ПОС с температурой плавления до 400 °С и безоловянистые марок А, Б и ЦА-15. Различают также мягкие и твердые припои. Мягкий припой — это сплав свинца с оловом с температурой плавления 230... 250°С. К мягким припоям относятся также серебряные припои с содержанием серебра до 3 % (ГОСТ 8190—85). К твердым припоям относятся серебряные припои с содержанием серебра 10...70 % марок ПСр-25, ПСр-45, ПСр-70, ПСр-71. В качестве примесей в них добавляют медь, цинк, олово. Температура плавления этих припоев 700... 800 "С.
В последнее время вместо твердых серебряных используются медно-фосфористые припои. Для пайки алюминия применяют специальные припои марок АВИА-1, ВПТ-4 и др.
При пайке применяются флюсы — материалы, предназначенные для очистки спаиваемых поверхностей. Для мягких оловянистых припоев в качестве флюса используется канифоль или паста со следующим составом: канифоль — 2,5 %, сало — 5 %, хлористый цинк — 20%, хлористый аммоний — 2%, вазелин техничес
кий — 65,5 %, вода дистиллированная — 5 %. Для медно-фосфористых и серебряных припоев в качестве флюса применяют буру в виде порошка или в смеси с поваренной солью.
Поскольку алюминий и его сплавы, соприкасаясь с воздухом, быстро окисляются, пайка их обычными способами не дает удовлетворительных результатов. Поэтому рекомендуется следующий способ. На алюминий в месте пайки наносится жидкое минеральное масло, и его поверхность под слоем масла зачищают скребком или лезвием, удаляя пленку окиси. Припой наносится хорошо нагретым паяльником. Для пайки тонкого алюминия достаточно паяльника мощностью 50 Вт, а для пайки алюминия толщиной 1 мм и более желательно использовать паяльник мощностью 90 Вт. Масло лучше применять оружейное, но хорошее и удовлетворительное качество пайки достигается и при использовании минерального масла для швейных машин, вазелинового масла и масла «Универсал». Припой должен содержать не менее 50 % олова (например, легкоплавкий припой ПОС-61). При пайке алюминия толщиной более 2 мм место пайки перед нанесением масла желательно прогреть паяльником.
Таблица 3- Припои для пайки алюминия и его сплавов
Таблица 4 - Флюсы для пайки мягкими припоями
Таблица 5 - Припои оловянно-свинцовые
Технология контактных соединений
1). Пайку соединений и ответвлений однопроволочных алюминиевых жил сечений 2,5—10 мм2 выполняют двойной скруткой с желобком (рис.1). С жил снимают изоляцию, зачищают до металлического блеска, нагревают пламенем пропан-кислородной горелки до начала плавления припоя. Потирая желобок палочкой припоя А, введенной в пламя, лудят жилы и заполняют желобок припоем, сначала с одной, а затем с другой стороны. После остывания место соединения изолируют.
. Для б-10 мм2
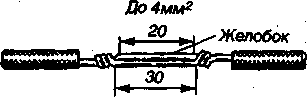
Р и с . 14. Соединение алюминиевых проводов пайкой способом двойной скрутки с желобком
2). Соединение и ответвление одно- и многопроволочных медных жил до 10 .мм2 выполняют пропаянной скруткой без желобка. С жилы удаляют изоляцию на длину до 35 мм, зачищают ее наждачной бумагой, пропаивают паяльником в ванночке с расплавленным припоем ПОССу 40-0,5. После остывания место пайки изолируют. Соединение и ответвление медных одно- и многопроволочных жил 4-240 мм2 выполняют в гильзах пайкой способом полива: ответвления - в гильзах ГПО, соединения – в гильзах ГМ. После подготовки жил полив припоя производят в течение 1,5 мин. (рис.15). В течение этого времени гильза должна быть полностью облужена.
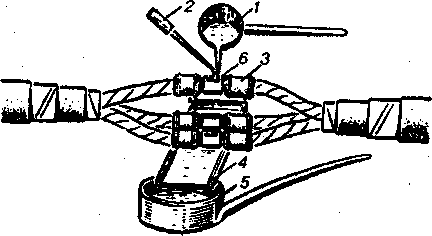
Рис.15.Соединение жил способом полива расплавленным припоем: 1- паяльная ложка; 2- крючок; 3- подмотка асбестом; 4- лоток; 5 – тигель, 6 - форма
Соединение и ответвление алюминиевых сечением 16-240 мм2 с медными жилами выполняют так же, как соединение пайкой двух алюминиевых жил. При этом алюминиевую жилу разделывают ступенчато или со скосом под углом 550 к горизонтали.
Концы алюминиевых жил сначала лудят припоем А, а затем - припоем ПОССу.
Оконцевание алюминиевых жил медными наконечниками выполняют так же, как и оконцевание алюминиевыми наконечниками. Медный наконечник предварительно лудят припоем ПОССу (табл.5). Оконцевание производят также с подготовкой конца алюминиевой жилы со скосом под углом 55°. В этом случае конец подготовленной алюминиевой жилы вводят в гильзу наконечника скосом в сторону его контактной части так, чтобы жила была
утоплена в гильзе наконечника на 2 мм. Зазоры уплотняют непосредственным сплавлением припоя на скошенную поверхность жилы. Оксидную пленку с торца жилы удаляют скребком под слоем припоя.
Соединение и ответвление алюминиевых жил в медных луженых гильзах выполняют припоем ПОССу 40. При этом концы провода предварительно лудят припоем марки А.
Общие сведения об электрическом освещении
Осветительные электроустановки
Осветительными электроустановками называются специальные электротехнические устройства, предназначенные для освещения территорий, помещений, зданий и сооружений.
Осветительные электроустановки являются необходимым элементом современных жилых домов, учреждений, общественных и производственных предприятий и представляют собой сложные комплексы, состоящие из распределительных устройств, магистральных и групповых электросетей, различных электроустановочных приборов, осветительной арматуры, источников света, а также крепежных, поддерживающих и защитных конструкций.
Отличительной особенностью осветительных электроустановок является многообразие применяемых схем и способов исполнения электропроводок, конструкций светильников и других источников света. В современных мощных электроустановках применяются сложные устройства автоматики и телеуправления.
Виды освещения
В зависимости от назначения источника света различают общее, местное, комбинированное, рабочее и аварийное освещение.
Общим называется освещение всего или части помещения.
Местнымявляется освещение рабочих мест, предметов или поверхностей, например специальное освещение обрабатываемой детали или инструмента на токарном станке.
Комбинированное сочетает в себе общее и местное освещения.
Рабочимназывают освещение, служащее для обеспечения нормальной деятельности производственных и вспомогательных подразделений предприятия.
Аварийнымназывается освещение, которое при нарушении рабочего освещения временно обеспечивает возможность продолжения работы или эвакуации людей. Аварийное освещение располагается в производственных помещениях, коридорах, лестничных
В качестве источника питания электрической дуги постоянным током используется выпрямительная приставка ПВ-400 (в комплекте со сварочным трансформатором). Приставка, состоящая из восьми кремниевых силовых вентилей, дросселя, передней и задней панелей, монтируется на тележке и закрывается защитным кожухом. Напряжение питающей сети 200 В, выпрямленного тока 65 В.
Технология контактных соединений пайкой
Общие сведения о контактных соединениях пайкой
Для соединения и оконцевания жил проводов и кабелей пайку применяют при отсутствии возможности применения сварки и опрессования. Для пайки алюминиевых жил используют припой и флюсы (табл. 3; 4) и паяльник (для однопроволочных жил 2,5—10мм2) или пропано-кислородную горелку (для больших сечений).
Припой и флюсы
Припой — сплав из цветных металлов, служащий для пайки металлических изделий. Применяемые при производстве электромонтажных работ припои делятся на две группы: оловянно-свинцовые марки ПОС с температурой плавления до 400 °С и безоловянистые марок А, Б и ЦА-15. Различают также мягкие и твердые припои. Мягкий припой — это сплав свинца с оловом с температурой плавления 230... 250°С. К мягким припоям относятся также серебряные припои с содержанием серебра до 3 % (ГОСТ 8190—85). К твердым припоям относятся серебряные припои с содержанием серебра 10...70 % марок ПСр-25, ПСр-45, ПСр-70, ПСр-71. В качестве примесей в них добавляют медь, цинк, олово. Температура плавления этих припоев 700... 800 "С.
В последнее время вместо твердых серебряных используются медно-фосфористые припои. Для пайки алюминия применяют специальные припои марок АВИА-1, ВПТ-4 и др.
При пайке применяются флюсы — материалы, предназначенные для очистки спаиваемых поверхностей. Для мягких оловянистых припоев в качестве флюса используется канифоль или паста со следующим составом: канифоль — 2,5 %, сало — 5 %, хлористый цинк — 20%, хлористый аммоний — 2%, вазелин техничес
кий — 65,5 %, вода дистиллированная — 5 %. Для медно-фосфористых и серебряных припоев в качестве флюса применяют буру в виде порошка или в смеси с поваренной солью.
Поскольку алюминий и его сплавы, соприкасаясь с воздухом, быстро окисляются, пайка их обычными способами не дает удовлетворительных результатов. Поэтому рекомендуется следующий способ. На алюминий в месте пайки наносится жидкое минеральное масло, и его поверхность под слоем масла зачищают скребком или лезвием, удаляя пленку окиси. Припой наносится хорошо нагретым паяльником. Для пайки тонкого алюминия достаточно паяльника мощностью 50 Вт, а для пайки алюминия толщиной 1 мм и более желательно использовать паяльник мощностью 90 Вт. Масло лучше применять оружейное, но хорошее и удовлетворительное качество пайки достигается и при использовании минерального масла для швейных машин, вазелинового масла и масла «Универсал». Припой должен содержать не менее 50 % олова (например, легкоплавкий припой ПОС-61). При пайке алюминия толщиной более 2 мм место пайки перед нанесением масла желательно прогреть паяльником.
Таблица 3- Припои для пайки алюминия и его сплавов
| Марка | Температура плавления °С | Температура пайки 0С | Область применения |
| П25ОА | 250 | 300 | Лужение и пайка концов алюминиевых проводов |
| | | | |
| ПЗООА | 310 | 360 | Пайка соединений, сращивание алюминиевых проводов круглой и прямоугольной площадей сечения при намотке обмоток трансформаторов |
| ПЗООБ | 410 | 750 | Пайка заливкой алюминиевых проводов |
| | | | |
| 31А | 525 | 650 | Пайка изделий из алюминия и его сплавов |
| | | | |
Таблица 4 - Флюсы для пайки мягкими припоями
| Марка флюса | Область применения | Химический состав, % |
| КЭ | Пайка токопроводящих частей из меди, латуни и бронзы Пайка проводниковых изделий из меди латуни, алюминия, бронзы, серебра Пайка изделий из алюминия и его Сплавов цинковыми и алюминиевыми припоями | Канифоль-30, спирт этиловый -70 |
| | | |
| ВТС | Вазелин-63, триэтаноламин-6,5 кислота салициловая-6,3; спирт этиловый-24,2 | |
| ФВ-3 | Фтористый натрий-8, хлористый литий-36 | |
| | Хлористый цинк-16, хлористый калий-40 | |
| 31А | | |
| ФТКА | Пайка алюминиевых проводов с медными | Фтороборат кадмия-10, фтороборат Аммония-8, триэтаноламин-82 |
Таблица 5 - Припои оловянно-свинцовые
| Марка | Температура плавления °С | Температура пайки 0С | Область применения |
| ПОС-40 | 238 | 290 | Пайка и лужение токопроводящих частей из меди, |
| | | | латуни, бронзы |
| ПОСК-5018 | 145 | 185 | Пайка деталей из меди и ее сплавов |
| ПОС-61 | 190 | 240 | Лужение, пайка меди и ее сплавов |
| | | | токопроводящих частей машин и аппаратов |
| ПОС-61М ПОССу95-5 ПОССу40-05 ПОССу30-05 | 192 240 235 255 | 240 290 285 305 | То же Пайка коллекторов, якорных секций, деталей эл.оборудования Пайка секций электрических машин, приборов Пайка меди и ее сплавов, проводов, кабелей |
Технология контактных соединений
1). Пайку соединений и ответвлений однопроволочных алюминиевых жил сечений 2,5—10 мм2 выполняют двойной скруткой с желобком (рис.1). С жил снимают изоляцию, зачищают до металлического блеска, нагревают пламенем пропан-кислородной горелки до начала плавления припоя. Потирая желобок палочкой припоя А, введенной в пламя, лудят жилы и заполняют желобок припоем, сначала с одной, а затем с другой стороны. После остывания место соединения изолируют.
. Для б-10 мм2
Р и с . 14. Соединение алюминиевых проводов пайкой способом двойной скрутки с желобком
2). Соединение и ответвление одно- и многопроволочных медных жил до 10 .мм2 выполняют пропаянной скруткой без желобка. С жилы удаляют изоляцию на длину до 35 мм, зачищают ее наждачной бумагой, пропаивают паяльником в ванночке с расплавленным припоем ПОССу 40-0,5. После остывания место пайки изолируют. Соединение и ответвление медных одно- и многопроволочных жил 4-240 мм2 выполняют в гильзах пайкой способом полива: ответвления - в гильзах ГПО, соединения – в гильзах ГМ. После подготовки жил полив припоя производят в течение 1,5 мин. (рис.15). В течение этого времени гильза должна быть полностью облужена.
Рис.15.Соединение жил способом полива расплавленным припоем: 1- паяльная ложка; 2- крючок; 3- подмотка асбестом; 4- лоток; 5 – тигель, 6 - форма
Соединение и ответвление алюминиевых сечением 16-240 мм2 с медными жилами выполняют так же, как соединение пайкой двух алюминиевых жил. При этом алюминиевую жилу разделывают ступенчато или со скосом под углом 550 к горизонтали.
Концы алюминиевых жил сначала лудят припоем А, а затем - припоем ПОССу.
Оконцевание алюминиевых жил медными наконечниками выполняют так же, как и оконцевание алюминиевыми наконечниками. Медный наконечник предварительно лудят припоем ПОССу (табл.5). Оконцевание производят также с подготовкой конца алюминиевой жилы со скосом под углом 55°. В этом случае конец подготовленной алюминиевой жилы вводят в гильзу наконечника скосом в сторону его контактной части так, чтобы жила была
утоплена в гильзе наконечника на 2 мм. Зазоры уплотняют непосредственным сплавлением припоя на скошенную поверхность жилы. Оксидную пленку с торца жилы удаляют скребком под слоем припоя.
Соединение и ответвление алюминиевых жил в медных луженых гильзах выполняют припоем ПОССу 40. При этом концы провода предварительно лудят припоем марки А.
Общие сведения об электрическом освещении
Осветительные электроустановки
Осветительными электроустановками называются специальные электротехнические устройства, предназначенные для освещения территорий, помещений, зданий и сооружений.
Осветительные электроустановки являются необходимым элементом современных жилых домов, учреждений, общественных и производственных предприятий и представляют собой сложные комплексы, состоящие из распределительных устройств, магистральных и групповых электросетей, различных электроустановочных приборов, осветительной арматуры, источников света, а также крепежных, поддерживающих и защитных конструкций.
Отличительной особенностью осветительных электроустановок является многообразие применяемых схем и способов исполнения электропроводок, конструкций светильников и других источников света. В современных мощных электроустановках применяются сложные устройства автоматики и телеуправления.
Виды освещения
В зависимости от назначения источника света различают общее, местное, комбинированное, рабочее и аварийное освещение.
Общим называется освещение всего или части помещения.
Местнымявляется освещение рабочих мест, предметов или поверхностей, например специальное освещение обрабатываемой детали или инструмента на токарном станке.
Комбинированное сочетает в себе общее и местное освещения.
Рабочимназывают освещение, служащее для обеспечения нормальной деятельности производственных и вспомогательных подразделений предприятия.
Аварийнымназывается освещение, которое при нарушении рабочего освещения временно обеспечивает возможность продолжения работы или эвакуации людей. Аварийное освещение располагается в производственных помещениях, коридорах, лестничных