Файл: А втономная некоммерческая организация Дополнительного профессионального образования Образовательный центр ПетроПроф.doc
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 06.12.2023
Просмотров: 181
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
изоляцию с проводника на установленной длине. Откусывание проводов производится специальными ножами при сжиме нижнего и среднего рычагов клещей.
17 16
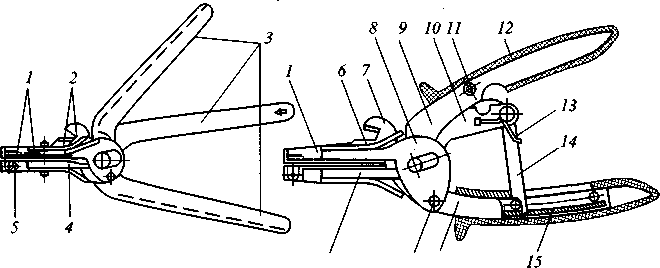
Рис.10. Клещи КСИ-1 (а) и КСИ-2 (б):
1 - нож для подрезания изоляции; 2, 6, 7 - ножи для откусывания провода; 3,
9, 10, 16 - рычаги; 4— прижим; 5, 17 — эксцентрики; 8 — ползун; 11
-штифт 12 – пластмассовый чехол; 13 – пружина; 14 – упор; 15 – пластина
Модернизированные клещи КСИ-2 (рис.10б) с двумя ручками более производительны и удобны в работе. Они работают следующим образом: конец провода вставляют в прорезь между прижимами в отверстие ножей и сжимают рычаги. Происходит зажим проводов и перекусывание изоляции в месте смыкания ножей. При дальнейшем сжатии концы рычагов раздвигаются и надрезанный конец изоляции сбрасывается. Перекусывание проводов производится ножами кусачек. Ход рычагов ограничивается упорами. Ножи сменяются по мере необходимости.
Инструмент МБ-2(рис.11), предназначен для снятия изоляции с двужильных плоских проводов сечением 0,5...4 мм2 с одновременным разрезанием перемычки между ними. Выполняется в виде клещей с двумя ручками 1 и 3. В губках 4 и 5 клещей размещены неподвижный 6 и подвижный 7 ножи и прижим 8, изготовленный как единое целое с одной из рабочих губок. Масса инструмента 0,6 кг.
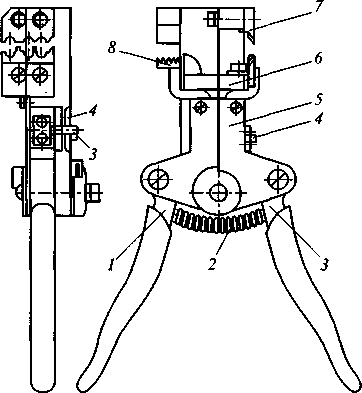
Рис.11. Инструмент
МБ-2 для снятия изоляции
Модернизированный инструмент МБ-1М имеет дополнительно введенные ножи для перекусывания проводов и жил кабелей сечением от 0,75 до 6 мм2. Его масса 0,25 кг, длина участка захвата для снятия изоляции от 5 до 30 мм. Также выпускают клещи М-1 для снятия изоляции с проводов малых сечений (0,25; 0,35; 0,5; 0,75; 1 мм2) и их перекусывания. Длина их участка захвата для снятия изоляции составляет от 5 до 30 мм, а масса 0,1 кг.
Клещи, предназначенные для опрессовки
Пресс-клещи ПК-3 предназначены для опрессовки жил алюминиевых проводов с суммарным сечением 7,5; 13 и 20 мм2 в гильзах марок ГАО-4, ГАО-5, ГАО-6 и медных жил сечением 4... 6 мм2 в наконечниках типа Т и гильзах типа ГМ, а также для оконцовки медных многопроволочных жил сечением 1,5 и 2,5 мм2 в кабельных кольцевых наконечниках П.
Пресс-клещи ПК-4 предназначены для опрессовки алюминиевых наконечников и соединительных гильз на проводах и кабелях сечением 16...35 мм2 и гильз марок ГАО-5, ГАО-6, ГАО-8. Эти пресс-клещи имеют блокирующее устройство, которое не позволяет раскрывать их во время работы и снимать наконечник или гильзу до окончания опрессовки на требуемую глубину. Возврат рычагов в начальное (открытое) положение производится после срабатывания блокирующего устройства в момент полного завершения опрессовки.
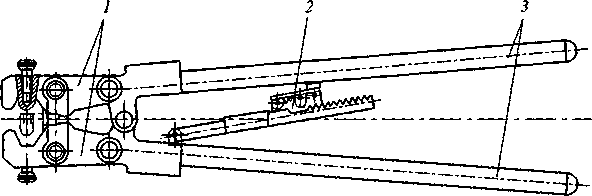
Пресс-клещи ПК-1М (рис. 12 а) состоят из удлиненных рукояток 3 с вилками, двух рычагов 1 и блокирующего устройства 2. На рычагах закрепляются сменные пуансоны и матрицы. Блокирующее устройство не позволяет раскрывать клещи во время
б)
Рис. 12. Пресс-клещи ПК-1М (а) и ПК-2М (б):
] - рычаги; 2 - блокирующее устройство; 3 - рукоятка; 4 — шток с пуансоном;
5 - головка для установки матрицы; 6 — матрица; 7 – тяга
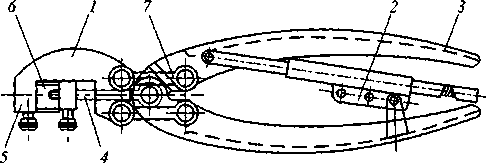
Гидравлические монтажные клещи ГМК (рис.13) предназначены для опрессовки гильз типа ГАО с диаметром до 6 мм, гильз типа ГА и наконечников типа ТА для жил с сечениями до 25 мм2. Клещи действуют на принципе перетекания и давления масла в замкнутом сосуде.
Для опрессовки наконечник или гильзу закладывают в матрицу 5, перемещение которой осуществляется нажатием рукоятки 4. Матрица прижимает наконечник к блоку
6с пуансоном, устанавливаемому в бугель 1. Окончание опрессовки происходит при срабатывании перепускного клапана. Для возвращения поршня с матрицей в начальное положение открывается вентиль на корпусе 2, и масло возвращается в масляный резервуар 3.
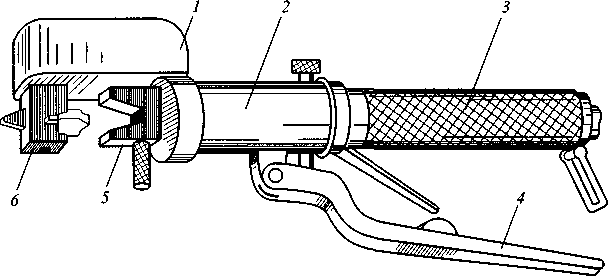
Рис. 13 Гидравлические монтажные клещи ГКМ:
/ — бугель; 2 — корпус; 3 — масляный резервуар; 4 — рукоятка насоса;
5 — матрица на штоке поршня; 6 — блок с пуансоном
Инструменты для сварочных работ
Общие сведения о сварочных работах
Сваркой называют способ получения неразъемного соединения деталей с обеспечением сплошности материала. Различают дуговую, контактную, плазменно-дуговую и электронно-лучевую сварки.
При дуговой сварке детали нагреваются с помощью электрической дуги. При этом они служат одним из электродов этой дуги. Черные металлы свариваются стальным электродом с обмазкой. В процессе такой сварки электрод расплавляется и образует шов. Детали из цветных металлов чаще свариваются с помощью угольного или графитового электрода - катода. Присадку в этом случае вводят в зону сварки в виде отдельного прутка.
Дуговая сварка отличается повышенной электроопасностью, поэтому напряжение холостого хода источников питания сварочных аппаратов не превышает 90 В, рабочее напряжение составляет 35...70 В, а напряжение дуги находится в пределах 35...50 В.
В зависимости от толщины деталей сварочный ток может быть 100...1200 А.
Инструменты для сварочных работ
Аппарат ВКЗ-1предназначен для автоматической сварки без флюса одножильных алюминиевых проводов с сечениями до 6 мм2. Он состоит из сварочного пистолета и корпуса, в котором установлены сварочный трансформатор 220/10,5 В, понижающий трансформатор 220/42 В, реле МКУ-48, катушки с проводом марки ШРПС и штепсельным разъемом. Принцип действия аппарата заключается в оплавлении концов скрученных проводов в монолит при прохождении электрической дуги между ними и электродом. Прекращение сварки в момент оплавления автоматическое. Масса аппарата 44,2 кг.
Установка УСАПпредназначена для соединения и оконцовки алюминиевых проводов и кабелей сваркой способом контактного разогрева и состоит из сварочного трансформатора, электродержателя с угольным электродом, сварочных двухэлектродных клещей и двух охладителей со сменными вкладышами. Сварку выполняют в формах из графита, керамики или стали. Разогрев проводов до температуры плавления осуществляется за счет выделения теплоты при контакте угольного электрода с алюминиевой жилой. Угольный электрод в начале сварки плотно прижимается к жи
лам, а затем, при расплавлении алюминия, остается погруженным в жидкую ванночку до конца процесса. Сварка выполняется с применением флюса марки ВАМИ.
Пистолет ПТЛ-2предназначен для электрической точечной контактной приварки монтажных полосок толщиной до 0,5 мм к металлоконструкциям электротехнических установок. Он состоит из пластмассовой рукоятки, электрода и пусковой кнопки. Для сварки монтажную полоску прикладывают к зачищенному месту металлоконструкции и прижимают электродом, после чего нажимают пусковую кнопку пистолета, включающую сварочный ток.
Газовоздушная горелка ГПВМ-0,1предназначена для сварки алюминиевых проводов разных сечений, пайкии других работ, связанных с нагревом. Она состоит из .корпуса, держателя, запирающей иглы с маховиком, рукоятки и рукава. В комплект горелки входят паяльник и ванночка для пайки и лужения при кабельных работах. Максимальное сечение обрабатываемых проводов 35 мм2; применяемый газ - пропан-бутан (жидкий); емкость газовых баллонов 1 и 4 л.
Горелка ГПВМ-0,1 входит в состав набора НСП-1 для пропановоздушной пайки, в котором могут находиться два газовых баллона емкостью по 1 л каждый или один баллон емкостью 4 л и 2 м резинового шланга с краном. Соединение горелки с газовым баллоном емкостью 1 л производится через кран шланга, а с баллоном емкостью 4 л - с помощью переходника, ввинчиваемого в гайку при снятом шланге.
Наборы НСПК-1 предназначены для пропанокислородной сварки, которая широко внедряется для соединения и оконцовки алюминиевых жил проводов и кабелей с сечениями 16...240 мм2, а НСПК-2 для жил с сечениями более 300 мм2.
В настоящее время разработан и внедряется унифицированный набор НСПУ, состоящий из инструментов и приспособлений для сварки и пайки жил проводов и кабелей с сечениями 16... 1500 мм2.
Для соединения алюминиевых жил сетей освещения применяетсянабор НПГ-2.
Ранцевый монтажный полуавтомат ПРМ-4предназначен для сварки плавящимся электродом в среде защитных газов конструкций из углеродистых и коррозионно-стойких сталей, меди, алюми
17 16
Рис.10. Клещи КСИ-1 (а) и КСИ-2 (б):
1 - нож для подрезания изоляции; 2, 6, 7 - ножи для откусывания провода; 3,
9, 10, 16 - рычаги; 4— прижим; 5, 17 — эксцентрики; 8 — ползун; 11
-штифт 12 – пластмассовый чехол; 13 – пружина; 14 – упор; 15 – пластина
Модернизированные клещи КСИ-2 (рис.10б) с двумя ручками более производительны и удобны в работе. Они работают следующим образом: конец провода вставляют в прорезь между прижимами в отверстие ножей и сжимают рычаги. Происходит зажим проводов и перекусывание изоляции в месте смыкания ножей. При дальнейшем сжатии концы рычагов раздвигаются и надрезанный конец изоляции сбрасывается. Перекусывание проводов производится ножами кусачек. Ход рычагов ограничивается упорами. Ножи сменяются по мере необходимости.
Инструмент МБ-2(рис.11), предназначен для снятия изоляции с двужильных плоских проводов сечением 0,5...4 мм2 с одновременным разрезанием перемычки между ними. Выполняется в виде клещей с двумя ручками 1 и 3. В губках 4 и 5 клещей размещены неподвижный 6 и подвижный 7 ножи и прижим 8, изготовленный как единое целое с одной из рабочих губок. Масса инструмента 0,6 кг.
Рис.11. Инструмент
МБ-2 для снятия изоляции
Модернизированный инструмент МБ-1М имеет дополнительно введенные ножи для перекусывания проводов и жил кабелей сечением от 0,75 до 6 мм2. Его масса 0,25 кг, длина участка захвата для снятия изоляции от 5 до 30 мм. Также выпускают клещи М-1 для снятия изоляции с проводов малых сечений (0,25; 0,35; 0,5; 0,75; 1 мм2) и их перекусывания. Длина их участка захвата для снятия изоляции составляет от 5 до 30 мм, а масса 0,1 кг.
Клещи, предназначенные для опрессовки
Пресс-клещи ПК-3 предназначены для опрессовки жил алюминиевых проводов с суммарным сечением 7,5; 13 и 20 мм2 в гильзах марок ГАО-4, ГАО-5, ГАО-6 и медных жил сечением 4... 6 мм2 в наконечниках типа Т и гильзах типа ГМ, а также для оконцовки медных многопроволочных жил сечением 1,5 и 2,5 мм2 в кабельных кольцевых наконечниках П.
Пресс-клещи ПК-4 предназначены для опрессовки алюминиевых наконечников и соединительных гильз на проводах и кабелях сечением 16...35 мм2 и гильз марок ГАО-5, ГАО-6, ГАО-8. Эти пресс-клещи имеют блокирующее устройство, которое не позволяет раскрывать их во время работы и снимать наконечник или гильзу до окончания опрессовки на требуемую глубину. Возврат рычагов в начальное (открытое) положение производится после срабатывания блокирующего устройства в момент полного завершения опрессовки.
Пресс-клещи ПК-1М (рис. 12 а) состоят из удлиненных рукояток 3 с вилками, двух рычагов 1 и блокирующего устройства 2. На рычагах закрепляются сменные пуансоны и матрицы. Блокирующее устройство не позволяет раскрывать клещи во время
б)
Рис. 12. Пресс-клещи ПК-1М (а) и ПК-2М (б):
] - рычаги; 2 - блокирующее устройство; 3 - рукоятка; 4 — шток с пуансоном;
5 - головка для установки матрицы; 6 — матрица; 7 – тяга
Гидравлические монтажные клещи ГМК (рис.13) предназначены для опрессовки гильз типа ГАО с диаметром до 6 мм, гильз типа ГА и наконечников типа ТА для жил с сечениями до 25 мм2. Клещи действуют на принципе перетекания и давления масла в замкнутом сосуде.
Для опрессовки наконечник или гильзу закладывают в матрицу 5, перемещение которой осуществляется нажатием рукоятки 4. Матрица прижимает наконечник к блоку
6с пуансоном, устанавливаемому в бугель 1. Окончание опрессовки происходит при срабатывании перепускного клапана. Для возвращения поршня с матрицей в начальное положение открывается вентиль на корпусе 2, и масло возвращается в масляный резервуар 3.
Рис. 13 Гидравлические монтажные клещи ГКМ:
/ — бугель; 2 — корпус; 3 — масляный резервуар; 4 — рукоятка насоса;
5 — матрица на штоке поршня; 6 — блок с пуансоном
Инструменты для сварочных работ
Общие сведения о сварочных работах
Сваркой называют способ получения неразъемного соединения деталей с обеспечением сплошности материала. Различают дуговую, контактную, плазменно-дуговую и электронно-лучевую сварки.
При дуговой сварке детали нагреваются с помощью электрической дуги. При этом они служат одним из электродов этой дуги. Черные металлы свариваются стальным электродом с обмазкой. В процессе такой сварки электрод расплавляется и образует шов. Детали из цветных металлов чаще свариваются с помощью угольного или графитового электрода - катода. Присадку в этом случае вводят в зону сварки в виде отдельного прутка.
Дуговая сварка отличается повышенной электроопасностью, поэтому напряжение холостого хода источников питания сварочных аппаратов не превышает 90 В, рабочее напряжение составляет 35...70 В, а напряжение дуги находится в пределах 35...50 В.
В зависимости от толщины деталей сварочный ток может быть 100...1200 А.
Инструменты для сварочных работ
Аппарат ВКЗ-1предназначен для автоматической сварки без флюса одножильных алюминиевых проводов с сечениями до 6 мм2. Он состоит из сварочного пистолета и корпуса, в котором установлены сварочный трансформатор 220/10,5 В, понижающий трансформатор 220/42 В, реле МКУ-48, катушки с проводом марки ШРПС и штепсельным разъемом. Принцип действия аппарата заключается в оплавлении концов скрученных проводов в монолит при прохождении электрической дуги между ними и электродом. Прекращение сварки в момент оплавления автоматическое. Масса аппарата 44,2 кг.
Установка УСАПпредназначена для соединения и оконцовки алюминиевых проводов и кабелей сваркой способом контактного разогрева и состоит из сварочного трансформатора, электродержателя с угольным электродом, сварочных двухэлектродных клещей и двух охладителей со сменными вкладышами. Сварку выполняют в формах из графита, керамики или стали. Разогрев проводов до температуры плавления осуществляется за счет выделения теплоты при контакте угольного электрода с алюминиевой жилой. Угольный электрод в начале сварки плотно прижимается к жи
лам, а затем, при расплавлении алюминия, остается погруженным в жидкую ванночку до конца процесса. Сварка выполняется с применением флюса марки ВАМИ.
Пистолет ПТЛ-2предназначен для электрической точечной контактной приварки монтажных полосок толщиной до 0,5 мм к металлоконструкциям электротехнических установок. Он состоит из пластмассовой рукоятки, электрода и пусковой кнопки. Для сварки монтажную полоску прикладывают к зачищенному месту металлоконструкции и прижимают электродом, после чего нажимают пусковую кнопку пистолета, включающую сварочный ток.
Газовоздушная горелка ГПВМ-0,1предназначена для сварки алюминиевых проводов разных сечений, пайкии других работ, связанных с нагревом. Она состоит из .корпуса, держателя, запирающей иглы с маховиком, рукоятки и рукава. В комплект горелки входят паяльник и ванночка для пайки и лужения при кабельных работах. Максимальное сечение обрабатываемых проводов 35 мм2; применяемый газ - пропан-бутан (жидкий); емкость газовых баллонов 1 и 4 л.
Горелка ГПВМ-0,1 входит в состав набора НСП-1 для пропановоздушной пайки, в котором могут находиться два газовых баллона емкостью по 1 л каждый или один баллон емкостью 4 л и 2 м резинового шланга с краном. Соединение горелки с газовым баллоном емкостью 1 л производится через кран шланга, а с баллоном емкостью 4 л - с помощью переходника, ввинчиваемого в гайку при снятом шланге.
Наборы НСПК-1 предназначены для пропанокислородной сварки, которая широко внедряется для соединения и оконцовки алюминиевых жил проводов и кабелей с сечениями 16...240 мм2, а НСПК-2 для жил с сечениями более 300 мм2.
В настоящее время разработан и внедряется унифицированный набор НСПУ, состоящий из инструментов и приспособлений для сварки и пайки жил проводов и кабелей с сечениями 16... 1500 мм2.
Для соединения алюминиевых жил сетей освещения применяетсянабор НПГ-2.
Ранцевый монтажный полуавтомат ПРМ-4предназначен для сварки плавящимся электродом в среде защитных газов конструкций из углеродистых и коррозионно-стойких сталей, меди, алюми