Файл: Современные процессы переработки нефти отличаются большим разнообразием технологических приемов и аппаратурного оформления, а также ассортимента выпускаемой продукции.doc
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 07.12.2023
Просмотров: 63
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Стабилизационная колонна представляет собой вертикальный аппарат, заполненный барботажными тарелками, выполненный из стали. В настоящее время в качестве барботажных тарелок в колоннах на действующих заводах широко используются клапанные тарелки.
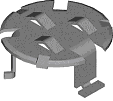
Клапанные прямоточные тарелки на рисунке 1.3 применяются в колоннах диаметром 1000 мм и более при расстоянии между тарелками не менее 450 мм. Размеры тарелок регламентированы ОСТ 26-02-1401-76 и ОСТ 26-02-1402-76. По сравнению с S-образными тарелками они позволяют повысить производительность колонн на 30-50 %, повышают эффективность сепарации на 10-20 %, снижают перепад давления на 10-20 %. Диапазон рабочих нагрузок более 4. В области саморегулируемой работы клапанов тарелки обладают относительно небольшим сопротивлением. Металлоемкость составляет 55-80 кг/м2. Основные преимущества этих тарелок – способность обеспечить эффективный массообмен в большом интервале рабочих нагрузок, несложность конструкции, низкая металлоемкость и невысокая стоимость.
а)
 б)
б) 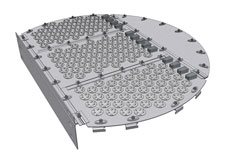
Рисунок 1.3 - Клапанные прямоточные тарелки:
а) Клапан EDVTM; б) Клапанная тарелка EDVTM.
Давление в колонне контролируется двумя техническими манометрами, установленными: один в кубовой части, другой в верхней.
Уровень в кубовой части колонны контролируется уровнемерами типа УБП.
Продуктом верха колонны стабилизации К-2 является широкая фракция легких углеводородов (ШФЛУ), пары которой с температурой до 120 С поступают в воздушный холодильник ВХ-1, где происходит их охлаждение и конденсация. Сконденсировавшиеся пары ШФЛУ с температурой не выше плюс 70 С собираются в ёмкость (рефлюксная емкость) Е-1. Давление в системе стабилизации поддерживается клапаном-регулятором давления, который установлен на шлемовой трубе колонны К-2.
ШФЛУ из Е-1 насосами Н-3 а подаётся в качестве острого орошения на 39 тарелку стабилизатора К-2. Расход орошения в К-2 регулируется клапаном регулятором расхода ШФЛУ
, который установлен на линии подачи орошения. Количество подаваемого орошения регулируется прибором на щите в операторной УСК.
Балансовый избыток ШФЛУ через клапан-регулятор уровня Е-1, установленным на напорном коллекторе насосов Н-3, Н-3а, поступает:
а) в воздушный холодильник ВХ-3, где охлаждается и через регистратор расхода поз. -362 направляется на головную насосную станцию, в парк ШФЛУ или в линию ДК на УДК-1;
б) в качестве сырья в линию ШФЛУ на установку получения пропан-бутана, давление в линии регулируется клапаном-регулятором (от 1,0 до 1,4 МПа), избыток ШФЛУ направляется в воздушный холодильник ВХ-3.
Предусмотрена возможность подачи ШФЛУ со второй технологической нитки по перемычке в качестве сырья в линию ШФЛУ на УППБ.
Температура ШФЛУ на выходе с установки измеряется и регистрируется на пульте операторной. Во избежание превышения давления на трубопроводе ШФЛУ установлены два предохранительных клапана с установочным давлением 1,55 МПа со сбросом ШФЛУ в дренажную емкость Е-2.
Режим работы К-2:
- давление не более 1,3 МПа;
- температура верха не более 150 С;
- температура низа не более 245 С;
- температура орошения не более плюс 70 С.
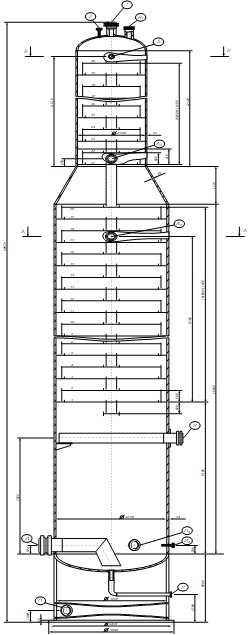
Рисунок 1.2 – Колонна стабилизации бензина
Стабильный конденсат из кубовой части стабилизационной колонны К-2 с температурой не более 245 С проходит последовательно трубный пучок теплообменников Т-3, Т-2 и Т-1, где отдает свое тепло деэтанизированному конденсату, газу сепарации и выветренному конденсату, далее воздушный холодильник ВХ-2, где охлаждается до температуры не выше 40 С и через замерную диафрагму и клапан-регулятор уровня в кубовой части К-2 подается в качестве сырья на УПДТ-1, 2 а избыток стабильного конденсата выводится в резервуарный парк стабильного конденсата и дизельного топлива. Температура стабильного конденсата на входе и выходе теплообменников контролируется ртутными термометрами, на выходе с установки замеряется и регистрируется на щите операторной.
Давление насыщенных паров (ДНП) стабильного конденсата 1 технологической нитки на выходе с УСК определяется анализатором абсолютного давления паров и регистрируется на щите операторной.
Для получения на УСК деэтанизированного конденсата при работе по одноколонной схеме предусмотрено переключение части запорных арматур и изменение технологических потоков по схеме: из кубовой части колонны К-1 деэтанизированный конденсат через клапан-регулятор уровня поступает в трубное пространство теплообменников Т-2 и Т-1 где отдает свое тепло газу сепарации и выветренному конденсату.
На линии вывода ДК из кубовой части К-1 перед теплообменником Т-2 (трубное пространство) для защиты трубопровода ДК от завышения давления, установлены предохранительные клапана Ру 1,75 МПа со сбросом в аварийную ёмкость Е-4.
После теплообменников деэтанизированный конденсат поступает на охлаждение в ВХ-2 и через замерный узел с температурой не выше плюс 30 С направляется на головную насосную станцию (ГНС) для откачки в конденсатопровод.
При производственной необходимости, ДК после теплообменника Т-1 направляется: одна часть через ВХ-2, другая часть по перемычке в ВХ-1 и по обводной линии, минуя К-2, Е-1 через замерной узел на ГНС с температурой не более плюс 30 С. При этом следует, с помощью закрытия соответствующей арматуры, не допускать попадание ДК в колонну К-2 (по линии шлема), в емкость Е-1 (по линии входа из ВХ-3 в Е-1), в теплообменник Т-3 по трубному пространству (по линии выхода продукта из куба колонны К-2).
1.4 Техника безопасности при эксплуатации технологического оборудования
Охрана труда и техника безопасности представляет собой целый комплекс мероприятий, которые разработаны и направлены на обеспечение безопасности здоровья работников на рабочих местах в рабочее время при выполнении своих обязанностей, при работе с оборудованием. Нарушение правил безопасности и охраны труда вносит дисбаланс в работу организации, а также приводит к порче имущества и снижению трудоспособности ценных специалистов. Дабы избежать столь печальных последствий, руководителям и сотрудникам предприятия необходимо пройти курсы по обучению безопасности и охране труда.
Для качественного освоения информации наши инструкторы используют разнообразие современных наглядных методических материалов, включая видеоматериалы с примерами ситуативного характера решения задач.
Под техникой безопасности подразумевается комплекс мероприятий технического и организационного характера, направленных на создание безопасных условий труда и предотвращение несчастных случаев на производстве.
На любом предприятии принимаются меры к тому, чтобы труд работающих был безопасным, и для осуществления этих целей выделяются большие средства. На заводах имеется специальная служба безопасности, подчиненная главному инженеру завода, разрабатывающая мероприятия, которые должны обеспечить рабочему безопасные условия работы, контролирующая состояние техники безопасности на производстве и следящая за тем, чтобы все поступающие на предприятие рабочие были обучены безопасным приемам работы.
На заводах систематически проводятся мероприятия, обеспечивающие снижение травматизма и устранение возможности возникновения несчастных случаев. Мероприятия эти сводятся в основном к следующему:
Улучшение конструкции действующего оборудования с целью предохранения работающих от ранений;
Устройство новых и улучшение конструкции действующих защитных приспособлений к станкам, машинам и нагревательным установкам, устраняющим возможность травматизма;
Улучшение условий работы: обеспечение достаточной освещенности, хорошей вентиляции, отсосов пыли от мест обработки, своевременное удаление отходов производства, поддержание нормальной температуры в цехах, на рабочих местах и у теплоизлучающих агрегатов;
Устранение возможностей аварий при работе оборудования, разрыва шлифовальных кругов, поломки быстро вращающихся дисковых пил, разбрызгивания кислот, взрыва сосудов и магистралей, работающих под высоким давлением, выброса пламени или расплавленных металлов и солей из нагревательных устройств, внезапного включения электроустановок, поражения электрическим током и т. п.;
Организованное ознакомление всех поступающих на работу с правилами поведения на территории предприятия и основными правилами техники безопасности, систематическое обучение и проверка знания работающими правил безопасной работы;
Обеспечение работающих инструкциями по технике безопасности, а рабочих участков плакатами, наглядно показывающими опасные места на производстве и меры, предотвращающие несчастные случаи.
Однако в результате пренебрежительного отношения со стороны самих рабочих к технике безопасности возможны несчастные случаи. Чтобы уберечься от несчастного случая, нужно изучать правила техники безопасности и постоянно соблюдать их.
1. При получении новой (незнакомой) работы требовать от мастера дополнительного инструктажа по технике безопасности.
2. При выполнении работы нужно быть внимательным, не отвлекаться посторонними делами и разговорами и не отвлекать других.
3. На территории завода (во дворе, здании, на подъездных путях) выполнять следующие правила:
Быть внимательным к сигналам, подаваемым крановщиками электрокранов и водителями движущегося транспорта, выполнять их;
Обходить места погрузки и выгрузки и не находиться под поднятым грузом;
Не проходить в местах, не предназначенных для прохода, не подлезать под стоящий железнодорожный состав и не перебегать путь впереди движущегося транспорта;
Не переходить в неустановленных местах через конвейеры и рольганги и не подлезать под них, не заходить без разрешения за ограждения;
Не прикасаться к электрооборудованию, клеммам и электропроводам, арматуре общего освещения и не открывать дверец электрошкафов;
Не включать и не останавливать (кроме аварийных случаев) машин, станков и механизмов, работа на которых не поручена тебе администрацией твоего цеха.
4. В случае травмирования или недомогания прекратить работу, известить об этом мастера и обратиться в медпункт.
1. Привести в порядок свою рабочую одежду: застегнуть или обхватить широкой резинкой обшлага рукавов; заправить одежду так, чтобы не было развевающихся концов одежды: убрать концы галстука, косынки или платка; надеть плотно облегающий головной убор и подобрать под него волосы.
2. Надеть рабочую обувь. Работа в легкой обуви (тапочках, сандалиях, босоножках) запрещается ввиду возможности ранения ног острой и горячей металлической стружкой.
3. Внимательно осмотреть рабочее место, привести его в порядок, убрать все загромождающие и мешающие работе предметы. Инструмент, приспособления, необходимый материал и детали для работы расположить в удобном и безопасном для пользования порядке. Убедиться в исправности рабочего инструмента и приспособлений.
4. Проверить, чтобы рабочее место было достаточно освещено и свет не слепил глаза.
5. Если необходимо пользоваться переносной электрической лампой, проверить наличие на лампе защитной сетки, исправности шнура и изоляционной резиновой трубки. Напряжение переносных электрических светильников не должно превышать 36 В, что необходимо проверить по надписям на щитках и токоприемниках.
6. Убедиться, что на рабочем месте пол в полной исправности, без выбоин, без скользких поверхностей и т. п., что вблизи нет оголенных электропроводов и все опасные места ограждены.
7. При работе с талями или тельферами проверить их исправность, приподнять груз на небольшую высоту и убедиться в надежности тормозов, стропа и цепи.
8. При подъеме и перемещении тяжелых грузов сигналы крановщику должен подавать только один человек.
9. Строповка (зачаливание) груза должна быть надежной, чалками (канатами или тросами) соответствующей прочности.
10. Перед установкой крупногабаритных деталей на плиту или на сборочный стол заранее подбирать установочные и крепежные приспособления (подставки, мерные прокладки, угольники, домкраты, прижимные планки, болты и т. д.).