Файл: Исследование возможности контроля разностенности и дефектоскопии труб эма методом.doc
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 09.01.2024
Просмотров: 258
Скачиваний: 1
Федеральное агентство по образованию
ГОУВПО «Ижевский Государственный Технический Университет»
Приборостроительный факультет
Кафедра: «Приборы и методы контроля качества»
Курсовой проект по дисциплине АК на тему:
«Исследование возможности контроля разностенности и дефектоскопии труб ЭМА методом»
Ижевск 2007 г.
СОДЕРЖАНИЕ
ВВЕДЕНИЕ 3
1. ВИХРЕТОКОВЫЕ МЕТОДЫ КОНТРОЛЯ 6
2.ЭМА-ПРЕОБРАЗОВАТЕЛИ И УСТАНОВКИ 8
3. Возможности ЭМА способа в НК 14
4. Энерго- и ресурсосберегающие приборы для НК 26
5. УСТАНОВКИ ДЛЯ ЭМА КОНТРОЛЯ ТРУБ 28
6. ЭМА метод в нефтегазовой промышленности 32
Заключение 37
СПИСОК ЛИТЕРАТУРЫ 38
ВВЕДЕНИЕ
Неразрушающие методы контроля имеют очень важное значение для повышения качества и надежности изделий и материалов в машиностроении, металлургии, на транспорте. Одним из ведущих методов неразрушающего контроля является ультразвуковая дефектоскопия или, в более общем аспекте, акустические методы контроля. [1]
В настоящее время отмечается бурное развитие методов и средств неразрушающего контроля материалов и изделий. Преимущественно это приборы, реализующие метод контроля с использованием контактной жидкости. В то же время существуют области, в которых применение контактных методов контроля недостаточно эффективно. Это контроль изделий с загрязненной поверхности без специальной зачистки, дефектоскопия горячих и холодных изделий, высокоскоростной контроль, дефектоскопия с низкими эксплуатационными затратами и т.д. Поэтому в последние годы наблюдается интенсификация исследований и разработок в направлении создания средств оценки качества изделий бесконтактными способами. [2.3]
Бесконтактные методы возбуждения и приема акустических волн расширяют возможности контроля при больших скоростях и вариациях объема контроля, высоких и низких температурах, шероховатой и загрязненной поверхности объекта, а также в случаях, когда по применяемой технологии механический контакт и контактные жидкости применять недопустимо.
Методы бесконтактного акустического контроля могут быть основаны на следующих основных эффектах.
Воздушная акустическая связь. Воздух можно использовать для акустической связи ультразвуковых преобразователей с объектом контроля прежде всего, когда не требуется ввод акустической энергии внутрь объекта контроля, например при экспресс-контроле параметров шероховатости поверхности изделия, дистанционной виброметрии и толщинометрии листов (при двухстороннем доступе). При этом можно применять ультразвуковые колебания с частотами от десятков килогерц до единиц мегагерц, затухание которых в воздухе не столь велико, чтобы препятствовать их использованию. При разработке аппаратуры следует учитывать зависимость скорости звука от внешних условий: температуры, влажности, движения воздуха.
Контроль изделий из металлов объемными акустическими волнами с использованием только воздушной акустической связи представляется проблематичным из-за малого прохождения акустической энергии через границу воздух – твердое тело, а также ввиду того, что угол преломления ультразвукового луча в большей степени зависит от угла падении. Если толщина контролируемого объекта кратна целому числу полуволн в нем, то коэффициент прозрачности увеличивается.
Воздушно-акустическая связь реализована в приборах для контроля изделий из пластмасс. У этих материалов удельное волновое сопротивление значительно меньше, чем у металлов, и коэффициент прозрачности границ воздух – пластмасса гораздо больше, чем воздух – металл.
В дефектоскопах с воздушной связью применяют преобразователи с четвертьволновыми просветляющими слоями или биморфные пьезоэлементы, совершающие изгибные колебания.
Термоакустический эффект основан на возбуждение акустических волн изменяющимися во времени термомеханическими напряжениями в результате неравномерного нестационарного распределения температур. Тело можно нагревать бесконтактно (индукционный нагрев) и даже дистанционно (нагрев лучом лазера).
При амплитуде колебания температуры
100 °С на частоте порядка 10 МГц напряжения, возбуждаемые в металле термоакустическим методом,
Ижевск 2007 г.
СОДЕРЖАНИЕ
ВВЕДЕНИЕ 3
1. ВИХРЕТОКОВЫЕ МЕТОДЫ КОНТРОЛЯ 6
2.ЭМА-ПРЕОБРАЗОВАТЕЛИ И УСТАНОВКИ 8
3. Возможности ЭМА способа в НК 14
4. Энерго- и ресурсосберегающие приборы для НК 26
5. УСТАНОВКИ ДЛЯ ЭМА КОНТРОЛЯ ТРУБ 28
6. ЭМА метод в нефтегазовой промышленности 32
Заключение 37
СПИСОК ЛИТЕРАТУРЫ 38
ВВЕДЕНИЕ
Неразрушающие методы контроля имеют очень важное значение для повышения качества и надежности изделий и материалов в машиностроении, металлургии, на транспорте. Одним из ведущих методов неразрушающего контроля является ультразвуковая дефектоскопия или, в более общем аспекте, акустические методы контроля. [1]
В настоящее время отмечается бурное развитие методов и средств неразрушающего контроля материалов и изделий. Преимущественно это приборы, реализующие метод контроля с использованием контактной жидкости. В то же время существуют области, в которых применение контактных методов контроля недостаточно эффективно. Это контроль изделий с загрязненной поверхности без специальной зачистки, дефектоскопия горячих и холодных изделий, высокоскоростной контроль, дефектоскопия с низкими эксплуатационными затратами и т.д. Поэтому в последние годы наблюдается интенсификация исследований и разработок в направлении создания средств оценки качества изделий бесконтактными способами. [2.3]
Бесконтактные методы возбуждения и приема акустических волн расширяют возможности контроля при больших скоростях и вариациях объема контроля, высоких и низких температурах, шероховатой и загрязненной поверхности объекта, а также в случаях, когда по применяемой технологии механический контакт и контактные жидкости применять недопустимо.
Методы бесконтактного акустического контроля могут быть основаны на следующих основных эффектах.
Воздушная акустическая связь. Воздух можно использовать для акустической связи ультразвуковых преобразователей с объектом контроля прежде всего, когда не требуется ввод акустической энергии внутрь объекта контроля, например при экспресс-контроле параметров шероховатости поверхности изделия, дистанционной виброметрии и толщинометрии листов (при двухстороннем доступе). При этом можно применять ультразвуковые колебания с частотами от десятков килогерц до единиц мегагерц, затухание которых в воздухе не столь велико, чтобы препятствовать их использованию. При разработке аппаратуры следует учитывать зависимость скорости звука от внешних условий: температуры, влажности, движения воздуха.
Контроль изделий из металлов объемными акустическими волнами с использованием только воздушной акустической связи представляется проблематичным из-за малого прохождения акустической энергии через границу воздух – твердое тело, а также ввиду того, что угол преломления ультразвукового луча в большей степени зависит от угла падении. Если толщина контролируемого объекта кратна целому числу полуволн в нем, то коэффициент прозрачности увеличивается.
Воздушно-акустическая связь реализована в приборах для контроля изделий из пластмасс. У этих материалов удельное волновое сопротивление значительно меньше, чем у металлов, и коэффициент прозрачности границ воздух – пластмасса гораздо больше, чем воздух – металл.
В дефектоскопах с воздушной связью применяют преобразователи с четвертьволновыми просветляющими слоями или биморфные пьезоэлементы, совершающие изгибные колебания.
Термоакустический эффект основан на возбуждение акустических волн изменяющимися во времени термомеханическими напряжениями в результате неравномерного нестационарного распределения температур. Тело можно нагревать бесконтактно (индукционный нагрев) и даже дистанционно (нагрев лучом лазера).
При амплитуде колебания температуры
будут одного порядка с напряжениями, полученными обычным пьезоэлектрическим методом. С увеличением частоты этот эффект возрастает.
Возбуждение колебаний воздушной ударной волной. Путем электрического разряда высоковольтного конденсатора в узком горле расширяющего рупора получают короткий (менее 5 мкс) акустический импульс со сферическим фронтом. На выходе из рупора этот фронт приближается к плоскому и возбуждает практически одновременно значительный по площади участок объекта контроля.
Эффект электрического поля. Акустические колебания токопроводящей поверхности изделия могут быть вызваны силами взаимодействия электрических зарядов, если эту поверхность сделать одной из пластин конденсатора. Прием акустических колебаний может быть осуществлен в результате обратного эффекта – появление переменного электрического сопротивления на обкладках конденсаторного преобразователя при изменении расстояния между обкладками. Одной из которых является изделие.
Эффекты электромагнитного поля. Возбуждение акустических колебаний под действием электромагнитного поля происходит в результате нескольких эффектов. Эффект намагничивания проявляется во взаимодействии поля намагниченности ферромагнитного изделия с полем внешнего источника. Эффект магнитострикции проявляется в деформации элементарных объемов ферромагнитного изделия под действием внешнего магнитного поля. Обратный эффект – появление магнитного поля в результате деформации элементов ферромагнитного тела – называют магнитоупругим эффектом.
Магнитострикция и магнитоупругий эффект объединяются общим названием «пьезомагнитный эффект».
Эффект вихревых токов, индуцируемых в изделии под действием переменного тока в катушке, расположенной вблизи изделия, проявляется в их взаимодействии с внешним магнитным полем, получаемым с помощью постоянного или электромагнита. Оценка влияния различных эффектов электромагнитного поля показывает, что в диапазоне частот, обычно применяемых в дефектоскопии (до 10 МГц), для возбуждения и приема акустических колебаний существенное значение имеют эффекты как вихревых токов, так и намагниченности. [3]
1. ВИХРЕТОКОВЫЕ МЕТОДЫ КОНТРОЛЯ
Электромагнитный метод (метод вихревых токов) основан на регистрации изменений электромагнитного поля вихревых токов, наводимых возбуждающей катушкой в электропроводящем объекте контроля. Интенсивность и распределение вихревых токов в объекте зависит от его геометрических, электромагнитных параметров и от взаимного расположения измерительного вихретокового преобразователя (ВТП) и объекта. В качестве преобразователя используют обычно индуктивные катушки (одну или несколько). Синусоидальный или импульсный ток, действующий в катушках ВТП,
создает электромагнитное поле, которое возбуждает вихревые токи в электропроводящем объекте. Электромагнитное поле вихревых токов воздействует на катушки преобразователя, наводя в них ЭДС или изменяя их полное сопротивление. Регистрируя напряжение на зажимах катушки или их сопротивление, получают информацию о свойствах объекта и о положении преобразователя относительно него.
ЭДС (или сопротивление) преобразователя зависит от многих параметров объектов контроля, т. е. его информация многопараметровая. Это определяет преимущество и трудности реализации метода вихревых токов (МВТ). С одной стороны, МВТ позволяет осуществить многопараметровый контроль; с другой стороны, требуются специальные приемы для разделения информации об отдельных параметрах объекта. При контроле одного из параметров влияние остальных на сигнал преобразователя становится мешающим, и это влияние необходимо уменьшать.
Другая особенность электромагнитного контроля состоит в том, что его можно проводить без контакта преобразователя и объекта. Их взаимодействие происходит обычно па расстояниях небольших, но достаточных для свободного движения преобразователя относительно объекта (от долей миллиметра до нескольких миллиметров). Поэтому этим методом можно получать хорошие результаты при высоких скоростях движения объектов контроля.
Получение первичной информации в виде электрических сигналов, бесконтактность и высокая производительность определяют широкие возможности автоматизации контроля.
Одна из особенностей МВТ состоит в том, что на сигналы практически не влияют влажность, давление и загрязненность газовой среды, радиоактивные излучения, загрязнение поверхности объекта контроля непроводящими веществами.
Простота конструкции преобразователя — преимущество МВТ. В большинстве случаев катушки помещают в предохранительный корпус и заливают компаундами. Благодаря этому они устойчивы к механическим и атмосферным воздействиям, могут работать в агрессивных средах в широком интервале температур и давлений.
Метод основан на возбуждении вихревых токов, а потому применяется в основном для контроля качества электропроводящих объектов: металлов сплавов, графита, полупроводниковых структур. Ему свойственна малая глубина зоны контроля, определяемая глубиной проникновения в контролируемую среду электромагнитного поля.
В дефектоскопии с помощью МВТ обнаруживают дефекты типа нарушения сплошности, выходящие на поверхность или залегающие на небольшой глубине под поверхностью (в электропроводящих листах, прутках, трубах, проволоке), выявляются разнообразные трещины, расслоения, закаты, плены, раковины, неметаллические включения. При благоприятных условиях контроля и малом влиянии мешающих факторов удается выявить трещины глубиной 0,1- 0,2 мм, протяженностью 1-2 мм (при использовании накладного преобразователя) или протяженно, около 1 мм и глубиной 1—5% от диаметра контролируемой проволоки или прутка.МВТ позволяет успешно решать задачи контроля размеров изделий. Этим методом измеряют диаметр проволоки, прутков и труб, толщину металлических листов и стенок труб при одностороннем доступе к изделию, толщину электропроводящих (например, гальванических) и диэлектрических (например, лакокрасочных) покрытий на электропроводящих основаниях, толщины слоев многослойных структур, содержащих электропроводящие слои. Измеримые толщины могут изменяться в пределах от единиц микрометров до десятков миллиметров. Для большинства приборов точность измерения 5—10%. Минимальная площадь зоны контроля может быть доведена до 1 мм2, что позволяет измерить толщину покрытия на малых деталях сложной конфигурации. С помощью МВТ контролируют зазоры и вибрации деталей изделии.С помощью электромагнитных приборов контролируют качество термической и химико-термической обработки деталей, состояние поверхностных слоев после механической обработки (шлифование, наклеп), обнаруживают остаточные механические напряжения, выявляют усталостные трещины в металлах на ранних стадиях их развития, обнаруживают наличие α-фазы и т. д. 2. ЭМА-ПРЕОБРАЗОВАТЕЛИ И УСТАНОВКИЭлектромагнитно-акустические преобразователи могут возбуждать и принимать все возможные моды акустических волн. В табл. 1 показаны схемы ЭМА-преобразователей, действие которых основано на эффектах электромагнитного поля. нандействие которых основано на эффектах электромагнитного поля.в, так и намагниченности.ии ия под действием внешнего магнитного эффектах электромагнитного поля. На рис. 1 даны конструкции наиболее применяемых преобразователей для продольных и поперечных волн. В преобразователе, показанном на рис. 1 , а, магнитное поле с индукцией B
n в зоне действия вихревых токов расположено по нормали к поверхности изделия. Сила F, определяющая смещение точек среды, направлена по касательной к поверхности, и возбуждаются в основном поперечные акустические волны со скоростью распространения Ct. Напряженность электрического поля, возникающего в результате двойного преобразования определяется формулойгде Н - напряженность переменного магнитного поля, индуцируемого катушкой в изделии.1. Основные конструктивные схемы ЭМА-преобразователей
| № схемы | Конструктивная схема | Основное назначение | Примечания |
| 1 | 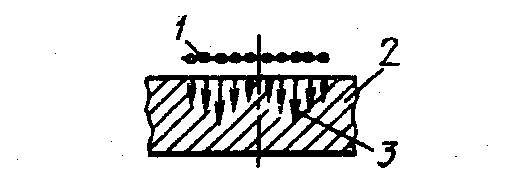 | Возбуждение и прием продольных колебаний, распространяющихся по нормали к поверхности объекта контроля | 1 - плоская спиральная катушка; 2 - объект контроля (металлический лист); 3 -распределение сил в металле |
| 2 | 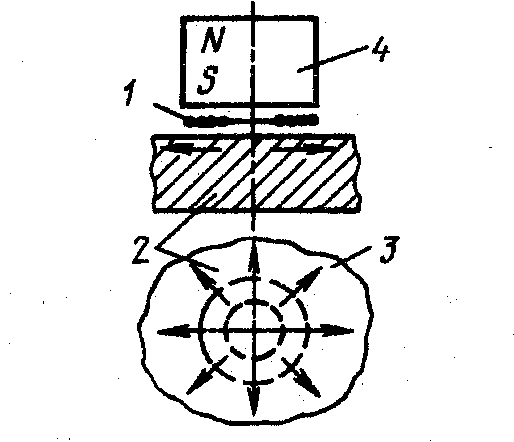 | Возбуждение и прием поперечных колебаний. В возбужденной акустической волне частицы металла смещаются в плоскостях, перпендикулярных к направлениям витков катушки 1; в ближней зоне - параллельно поверхности объекта контроля 2 | То же; 4 - магнит или сердечник электромагнита. Используется нормальная компонента вектора индукции магнитного поля магнита 4 |
| 3 | 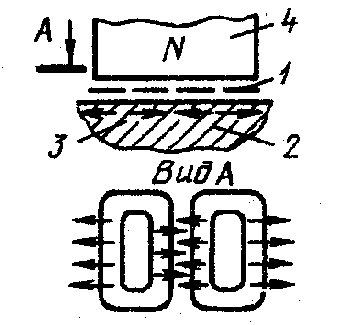 | Возбуждение и прием распространяющихся под углом к поверхности объекта контроля волн Рэлея и Лэмба периодической линейкой катушек | 1 - линейка катушек; 2, 3- то же, что в схеме 1 |
| 4 | 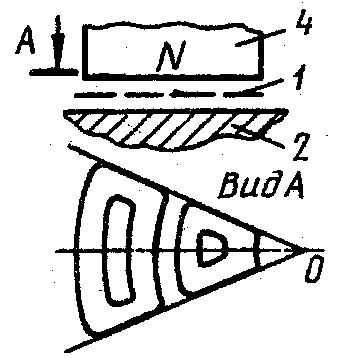 | Фокусировка акустических волн Рэлея и Лэмба | То же; 0 - точка фокусировки |
| 5 | 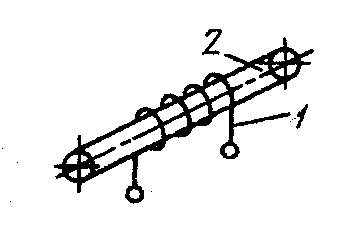 | Контроль изделий цилиндрической формы | 1 - цилиндрическая тонкостенная катушка; 2 - изделие. Дополнительно может быть применен магнит (электромагнит) |
| 6 | 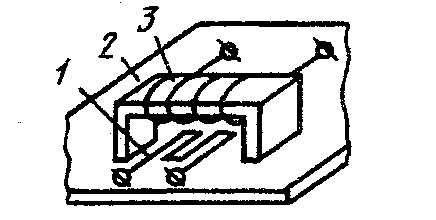 | Контроль ферромагнитных листов волнами Рэлея, Лэмба | 1 - катушка или линейка катушек; 2 - изделие (лист); 3 -электромагнит |