Файл: Исследование возможности контроля разностенности и дефектоскопии труб эма методом.doc
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 09.01.2024
Просмотров: 44
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Было исследовано влияние отклонения оси симметрии преобразователя от нормали к поверхности ОК. Для ПЭП центральный луч в изделии отклонится от нормали на некий угол. Это приведет к отклонению всех остальных лучей ультразвукового пучка в металле от их номинального положения. Легко определить, что для случая вода-сталь отклонение центрального луча в воде всего на 5° от нормали приведет не только к его преломлению в металле на угол почти 20°, но и к появлению трансформированной поперечной волны. При этом периферийные лучи ультразвукового пучка могут возбуждать и поверхностную волну. Эти явления могут стать причиной возникновения помех в виде паразитных отражений, не связанных с наличием несплошностей в материале. Поскольку ЭМАП порождает ультразвуковую волну частью самой поверхности ОК, то отклонение его оси симметрии от нормали практически не сказывается на форме создаваемого им ультразвукового пучка. Из изложенного следуют следующие выводы: сдвиги и наклоны рабочей плоскости ЭМАП не влияют на направление прозвучивания, т.е. максимум диаграммы направленности всегда проходит через осевую зону прутка или заготовки круглого сечения.
Был проведен анализ сравнительных возможностей прямых ЭМАП продольных и поперечных волн с различной поляризацией. При точной ориентации и фокусировке ПЭП, а также при применении ЭМАП оба устройства осуществляют ввод и прием ультразвука в направлении, преимущественно перпендикулярном к поверхности. Однако ЭМАП и в этом случае могут иметь определенные преимущества, обусловленные следующим. ПЭП позволяет возбуждать и принимать по нормали к поверхности металла только продольные колебания, а ЭМАП (в зависимости от конструкции) - как продольные, так и поперечные. В последнем случае возбуждение и прием поперечных волн, распространяющихся по нормали к поверхности, особенно эффективно может быть осуществлено при контроле ферромагнитных материалов. Установлены следующие преимущества, обусловленные применением поперечных волн, возбуждаемых нормально поверхности изделия: увеличивается чувствительность контроля, уменьшается величина «мертвой» зоны и разрешающая способность, повышается точность измерения координат дефектов и толщины изделия. Это обусловлено тем, что скорость распространения поперечных волн в материалах почти в 2 раза меньше скорости продольных волн.
Поперечная волна лучше отражается от плоских дефектов, заполненных газом, жидкостью или сыпучим веществом, так как такого рода несплошности плохо передают сдвиговые напряжения.
Поперечная волна при правильном выборе направления поляризации не испытывает существенной трансформаций при отражениях от дефекта и поверхности ОК. Это дает возможность уменьшить влияние на результаты контроля когерентных акустических помех.
Амплитуда импульсов сдвиговых колебаний, возбуждаемых прямым ЭМАП, ослабляется в изделии с плоскими трещинами, ориентированными перпендикулярно поверхности ОК, в большей степени, чем амплитуда продольных колебаний, возбуждаемых прямым ПЭП. Это создает предпосылки для успешного обнаружения неблагоприятно ориентированных плоскостных дефектов.
В сравнении с продольной поперечная волна испытывает меньшее затухание в материале.
Для каждого из рассматриваемых типов преобразователей (ПЭП или ЭМАП) характерны специфические помехи. Известно, что для ПЭП большая часть такого рода помех связана с состоянием акустического контакта и качеством поверхности ОК. Эти помехи не характерны для устройств, содержащих ЭМАП. Для них не подходит и термин «акустический контакт». Более того, в акустическом контакте нет никакой необходимости, поскольку ультразвук возбуждается в тонком поверхностном слое ОК. Однако совершенно необходимо наличие электромагнитного контакта с поверхностью контролируемого изделия. Поэтому даже тонкий электропроводный материал, внесенный в зазор между ЭМАП и ОК, является электромагнитным экраном и способен частично или полностью исключить возбуждение ультразвука в ОК. Этим явлением объясняется высокая чувствительность ЭМАП к различным дефектам поверхности: пленам, закатам, трещинам и т. д. [5]
Установлено также, что плотно прилегающая окалина не мешает проведению УЗК. Наоборот, будучи диэлектриком и обладая хорошими магнитными свойствами, окалина усиливает электромагнитную связь ЭМАП с поверхностью ОК. Однако кусочки свободной отслаивающейся окалины, попадающие в зазор между ЭМАП и ОК, способны создать помехи амплитудой более 60 дБ. Под влиянием электромагнитного импульса и поляризующего магнитного поля они испытывают упругую деформацию. Возбуждаются механические колебания, которые могут быть приняты вместе с полезным сигналом, будучи с ним в существенной мере когерентными.
Большое внимание явлению ЭМА преобразования уделили исследователи в области неразрушающих методов испытаний именно из-за возможности бесконтактного возбуждения звука. Многие из созданных ими устройств из-за технологических трудностей были произведены только в единичных экземплярах, но тем не менее, с их помощью удалось продемонстрировать значительные потенциальные возможности использования явления в технических приложениях: возбуждение волн Лэмба и Рэлея, измерение кристаллографической анизотропии и определение упругих модулей, измерение внутреннего трения, ввод колебаний под углом и их фокусировка. Например, в США метод нашел использование в таких областях: при высокоскоростном контроле изделий (эксплуатация газопроводов и железной дороги), контроль твердости боеголовок артиллерийских снарядов, обнаружение коррозионных дефектов в трубах, нарушения сплошности в труднодоступных местах крыльев самолетов, контроль сварного шва у алюминиевых труб и при сборке трубопроводов, контроль усадочных раковин в горячих заготовках металла, определение изгиба и обусловленных им напряжений в трубопроводах, измерение толщины листов металла.
[7]
Другие применения ЭМА преобразования также связаны с проявлением магнитострикционного механизма при трансформации полей в ферромагнитных металлах. В этом случае возбуждение упругих волн обусловлено всеми вышеупомянутыми силами, но их зависимость от поляризующего поля определяется различными феноменологическими характеристиками. Объемная сила Лоренца зависит от индукции, поверхностная сила, обусловленная скачком намагниченности на границе раздела сред — от намагниченности и магнитострикционная сила — или от дифференциальной магнитострикции при параллельности постоянного поляризующего поля и высокочастотного (ВЧ) поля преобразователя, или от отношения магнитострикции к амплитуде поляризующего поля, если ВЧ поле перпендикулярно ему. Упругие колебания, определяемые этими силами, дают сложную зависимость от поляризующего поля. Подробное изучение явления ЭМА преобразования показало, что при поляризации ферромагнетика тангенциальным полем (вдоль границы раздела сред), параллельным вектору ВЧ поля, удается создать условия, при которых можно получать информацию о механизмах, электродинамических и обусловленных магнитострикцией, отдельно. Этому способствует то обстоятельство, что упругие колебания, рожденные силой Лоренца, противофазные колебаниям от поверхностной силы, зависящей от намагниченности. В результате общий их вклад становится зависящим от напряженности внутреннего поляризующего поля и становится заметным проявление магнитострикционного механизма в сравнительно слабых полях (300—500 Э). Оказалось, что эффективность магнитострикционного механизма в значительной мере зависит от того, как направлены упругие колебания. В свою очередь, направление их распространения зависит от степени неоднородности ВЧ поля вдоль границы раздела сред, т. е. от геометрии излучателя. При
создании неоднородного поля проявление магнитострикционного механизма в слабых полях резко возрастает. При неоднородном ВЧ поле в слабых полях резко увеличивается эффективность возбуждения сдвиговых колебаний за счет магнитострикции. В результате удается использовать ЭМА преобразование для оценки внутренних напряжений второго рода и контроле качества термообработки сталей, измерения внутреннего трения. [5.6]
4. Энерго- и ресурсосберегающие приборы для НК
Обязательная тщательная зачистка поверхности перед проведением традиционного УЗ и ВТ контроля приводит к потере энергии, слоя металла и защитного покрытия и, следовательно, к более быстрой потере потребительских свойств изделий. После проведения контроля защитные покрытия необходимо восстанавливать.
В значительной мере устранить отмеченные недостатки возможно за счет использования ЭМА способа, при ультразвуковом контроле, и создания новых датчиков и приборов – при ВТ контроле. Успехи использования ЭМА способа в автоматических системах контроля и острая потребность в экономии энергии и ресурсов интенсифицировали исследования и разработки в направлении создания портативных средств оценки качества изделий. Было установлено, что основной причиной сдерживающей разработку эффективных ЭМА дефектоскопов и толщиномеров является традиционный подход к их построению. Многие удачные технологические и технические решения, полученные при разработке и эксплуатации автоматических средств ЭМА контроля, зачастую использовать невозможно. Учитывая тенденции по совершенствованию ЭМА дефектоскопов и толщиномеров, повышение их чувствительности до уровня контактных приборов были сформулированы и решены теоретические и практические аспекты поставленной проблемы и созданы толщиномеры и дефектоскопы. Толщиномеры позволяют в ручном режиме выполнять измерения толщины при основной абсолютной погрешность не превышающей ±0,1 мм изделий диаметром более 6 мм. На толщинах до 1 мм точность измерения толщины достигает 3 мкм. Дефектоскопы позволяют обнаруживать сдвиговыми объемными волнами эхо методом внутренние дефекты, эквивалентные дисковому отражателю диаметром 1…1,5 мм (частоты до 8 МГц при пиковой мощности ГЗИ до 30 кВт), и поверхностные дефекты глубиной 0,2…0,5 мм (до 1,5 МГц). При этом глубина коррозионных повреждений поверхности ввода УЗ импульсов может достигать 2…3 мм.
Для вихретокового контроля разработаны дефектоскопы с новым типом преобразователя и упрощенной структурой. Основу нового прибора составляет вихретоковый преобразователь, который позволяет различать форму дефекта – округлая или вытянутая (трещина), измерять эквивалентную глубину обнаруженных дефектов. Он не реагирует на неоднородности металла. Шероховатость поверхности дефекта практически не сказывается на работе дефектоскопа. Это позволило выполнять контроль без зачистки поверхностей основного металла и сварных швов без удаления грата, под слоем краски и других покрытий толщиной до 3,5 мм. Предельная чувствительность прибора– канавка глубиной 0,1 мм раскрытием около 1 микрона на плоском образце из стали 45.
Представление информации – светодиодным семиразрядным индикатором и посредством тонального звукового сигнала в головных наушниках.
Исследования работы новых приборов ЭМА и ВТ контроля показали, что они не требует специальной зачистки поверхности перед проведением контроля. Следовательно, дополнительные потери энергии и металла изделия отсутствуют, срок эксплуатации изделия продляется.[7]
5. УСТАНОВКИ ДЛЯ ЭМА КОНТРОЛЯ ТРУБ



8
УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ ПОВЕРХНОСТИ И ВНУТРЕННИХ ДЕФЕКТОВ ТРУБ — «БАЛЛОН-ЭМА»

До последнего времени трубы у нас и за рубежом контролировались при взаимном вращении датчика и трубы с использованием в качестве контактной среды воды. Данная схема предъявляла повышенные требования к геометрии трубы, а также не могла обеспечить удовлетворительную скорость контроля.
АО «НИИАчермет» на Мариупольском мет. комбинате им. Ильича внедрена установка для ультразвукового контроля поверхностных и внутренних дефектов труб с черновой поверхностью. Установка представляла собой автоматизированный комплекс для дефектоскопии бесшовных труб - «Баллон ЭМА».
Использование бесконтактного электромагнитно-акустического (ЭМА) метода контроля обеспечивает высокую технологичность и надежность контроля в поточных условиях производства.
Используемые электромагнитно-акустические и электронные решения обеспечивают контроль всего сечения трубы с равной чувствительностью при отсутствии относительного вращения между преобразователем и трубой.
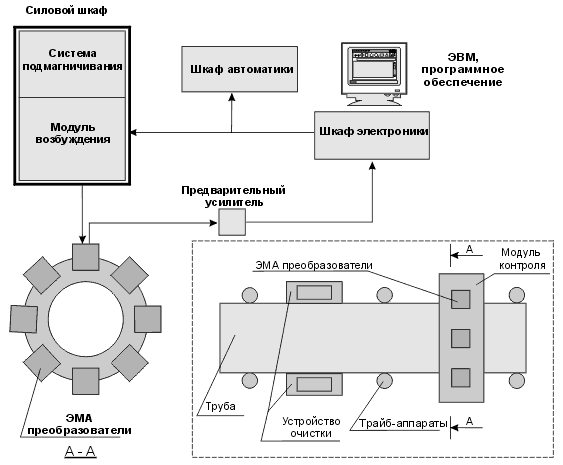
Блок-схема установки "Баллон ЭМА"