Файл: Исследование возможности контроля разностенности и дефектоскопии труб эма методом.doc
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 09.01.2024
Просмотров: 46
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
В случае использования преобразователя, показанного на рис. 1, б, вектор магнитной индукции Вτ направлен по касательной к поверхности изделия, поэтому в изделии будут возникать в основном продольные волны:
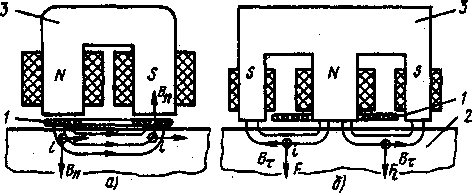
Рис. 1. Конструктивная схема Эмма-пробразователей для поперечных (а) и для продольных (б) волн:
1- катушка преобразователя; 2 – контролируемое изделие; 3 - электромагнит
В ферромагнитных материалах ЭМА-преобразователи хуже излучают и принимают продольные волны вследствие большой магнитной проницаемости этих материалов. В этом случае эффекты намагничивания и вихревых токов противодействуют друг другу.
Для возбуждения волн под углом к поверхности, в том числе волн Рэлея и Лэмба, применяют преобразователи, схема которых дана в табл. 1. В этом случае элементы катушки располагают в виде решетки с расстоянием между двумя соседними элементами с противоположным направлением тока, равным Ср/2f, где Ср - фазовая скорость волны вдоль поверхности. Такое расстояние обеспечивает оптимальное расположение областей растяжения и сжатия на поверхности для возбуждения волны требуемой моды.
ЭМА-преобразователи обычно возбуждают тиристорным генератором импульсов (рис. 2). Длительность tИ импульса тока, имеющего вид полуволны синусоиды, и его амплитуда I определяются формулами
Если для излучения и приема УЗК используется одна катушка, то амлитуда принятого сигнала
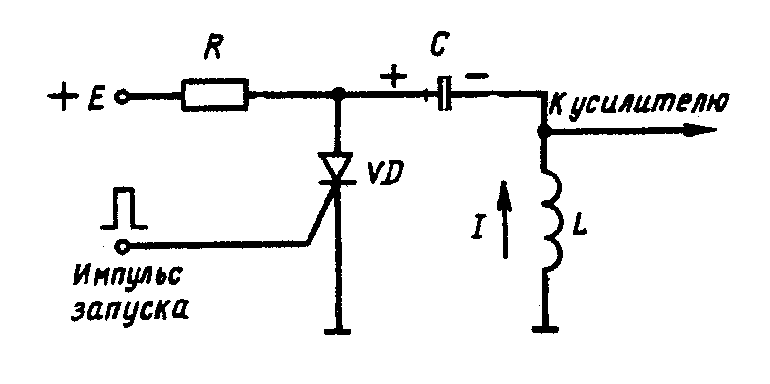
Рис. 2. Генератор импульсов возбуждения преобразователя:
R – зарядное сопротивление; L – катушка преобразователя; С – накопитель емкости; VD – тиристор.
где В - индукция постоянного поля подмагничивания W- число витков катушки; А - коэффициент, определяемый процессами преобразования электромагнитной энергии в акустическую и обратно, а также расхождением и затуханием упругого импульса в объекте контроля. Если tИ= const, то величина сигнала Uне зависит отчисла витков, поскольку L
W2 .
Чувствительность ЭМА-преобразователей намного меньше, чем пьезоэлектрических. ЭМА-преобразовател чувствительны к помехам от электрических разрядов, громоздки, поскольку требуют мощной намагничивающей системы. Последний недостаток ослабляется применением системы импульсного намагничивания, действующей только во время излучения и приема акустического импульса.
Так как магнитное поле устанавливается в объекте контроля не сразу, то ультразвук возбуждают через 10 - 30 мкс после включения поля.
На рис. 3 показана диаграмма направленности излучения преобразователя сдвиговой волны в виде круглой катушки, находящейся в постоянном магнитном поле, направленном по нормали к поверхности изделия (схема 2 в табл. 1). Угол θ отсчитывается от оси, диаграмма представляет собой тело вращения.
С увеличением зазора между преобразователем и поверхностью объекта контроля диаграмма сужается, боковые лепестки уменьшаются, интенсивность возбуждаемых УЗК снижается.
Из рассмотренных бесконтактных способов излучения и приема в практике используют воздушно-акустическую связь, ЭМА-преобразователи, лазерный способ и возбуждение колебаний воздушной ударной волной. Акустические дефектоскопы с воздушной связью используют для контроля неметаллических (например, пластмассовых) изделий теневым методом.
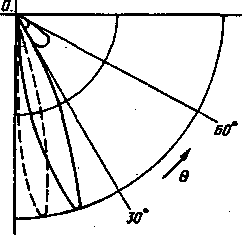
Рис. 3. Диаграмма направленности круглого плоского преобразователя сдвиговой волны. Диаметр катушки 10 мм, частота 1 МГц, материал объекта контроля – алюминий:
 зазор 0 мм,
зазор 0 мм,
---------------------------------- зазор 2 мм.
ЭМА-преобразователи применяют в тех случаях, когда не требуется высокая чувствительность, например для регистрации изменения донного сигнала в рельсовых дефектоскопах (зеркально-теневой метод контроля), в установках и приборах для измерения толщины, в установках для контроля теневым методом. Их также применяют для возбуждения и приема поперечных и горизонтально-поляризованных волн (SH-волн), поверхностных волн, волн в пластинах и стержнях (см. табл. 10).
ЭМА-преобразователи применяют также для работы при высоких температурах. На рис. 4 приведена схема ЭМА-преобразователя, рассчитанного на длительную работу при температурах до 1300 °С. Катушка 1 (плоская спираль с зазором между витками 0,5 мм из проволоки тугоплавкого металла диаметром 0,3 ... 0,5 мм) помещена на дно тигля 2 из оксида алюминия. Тигель с катушкой индуктивности закреплен на держателе 3 (алундовая трубка диаметром 15 мм) высокотемпературным цементом 4 на основе оксида алюминия. Для фиксации выводов катушки верхний конец держателя также заполнен цементом 4, а для герметичности залит слоем эпоксидной смолы 5 толщиной 3 ... 6 мм.
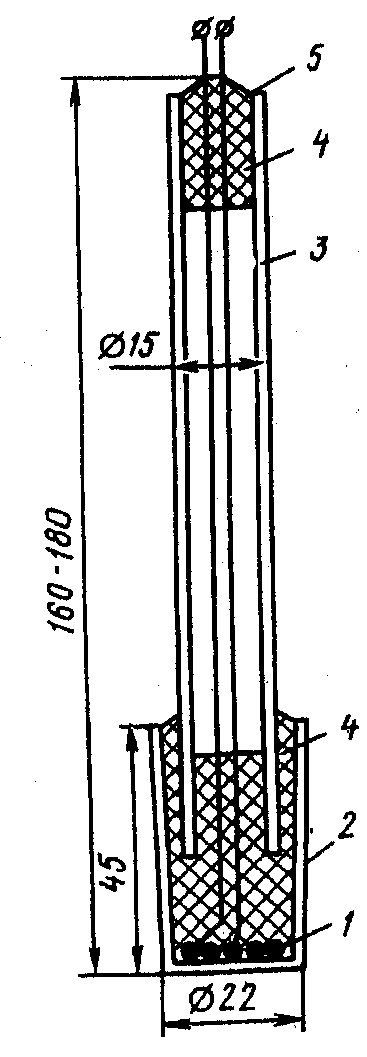
Рис. 4. Схема высокотемпературного ЭМА-преобразователя
В последнее время началось практическое применение бесконтактного лазерного возбуждения упругих колебаний. Для приема сигналов используют пьезопреобразователи, ЭМА-приемники и оптические интерферометры. Лазерный способ излучения и приема используют, в частности, для контроля многослойных конструкций и изделий из полимерных композитных материалов.
С помощью ЭМАП могут быть возбуждены самые различные типы волн. Продольные и поперечные волны могут быть возбуждены раздельно, если токовые катушки располагать над такими участками поля магнитной индукции, где существует только одна нормальная или тангенциальная его составляющая. [3]
3. Возможности ЭМА способа в неразрушающем контроле
Как и в контактной акустике, при дефектоскопии с применением ЭМА способа используют преимущественно два метода контроля - импульсный и резонансный. Для реализации импульсного метода в основном применяют те же электронные блоки, что и в традиционных ультразвуковых приборах, в которых возбуждение и прием звука осуществляется с помощью пьезопреобразователей. Различие заключается в том, что вместо пьезоэлемента используется катушка индуктивности и имеется устройство для возбуждения поляризующего магнитного поля. Питают ЭМА преобразователи, как правило, генераторами ударного возбуждения. Необходимую величину индукции поляризующего магнитного поля создают различными устройствами, конструкция которых зависит от конкретной задачи. Наибольшее разнообразие имеют приборы, реализующие ЭМА преобразование с помощью электродинамического механизма. В этом случае направление силы в поверхностном слое металла нетрудно определить, а, следовательно, можно вычислить ряд параметров возбуждаемого акустического поля. Для большей эффективности ЭМА преобразования с помощью электродинамического и индуктивного механизмов, кроме увеличения амплитуды электромагнитного поля, целесообразно увеличить величину индукции поляризующего магнитного поля, т.к. коэффициент двойного ЭМА преобразования (режим излучение – прием) зависит от ее величины квадратично. Однако минимальное магнитное поле, при котором можно наблюдать трансформацию электромагнитных волн в упругие, даже в таком металле как алюминий (эффективность преобразования обратно пропорциональна плотности металла), превышает 1,5х105 А/м. Считается, что для уверенной работы ЭМА дефектоскопа необходимы магнитные поля с напряженностью порядка 106 А/м и более. Такие напряженности создать непросто. Поэтому было предложено заменить постоянное поляризующее магнитное поле импульсным. Продолжительность импульса поляризующего поля выбрана такой, чтобы было обеспечено постоянство его амплитуды на промежуток времени между посылкой зондирующего импульса и приходом сигнала, отраженного из объекта контроля.
В отличие от импульсного, резонансный метод аппаратно реализуется проще. Но он применим для очень ограниченного числа изделий. Его показания зависят от влияния окружающей среды и условий проведения измерений. Часто показания измерительной аппаратуры неоднозначны и требуются многократные измерения. Этот метод интегральный, что крайне затрудняет (или делает невозможной) локализацию внутренних неоднородностей контролируемого изделия. Поэтому преимущественное практическое применение находит импульсный метод контроля.
К недостаткам импульсного метода следует отнести: относительную сложность оборудования, применение мощного специального генератора импульсов тока, работу с высоким напряжением, необходимость большого усиления высокочастотного сигнала (коэффициент усиления более 106), в ряде случаев требуется импульсное поляризующее поле. Однако, в последнее время, именно этот метод наиболее широко применяется. Он может быть ориентирован на решение задач по обнаружению нарушений сплошности, толщинометрии, измерению величины зерна в металле, и т. п. в частотном диапазоне f = 0,1…30 МГц. Возможно также применение ЭМА способа для частот до 100 МГц.
Экспериментальными и теоретическими исследованиями установлено, что ЭМА способом в металлах успешно возбуждаются и регистрируются импульсы всех известных типов упругих колебаний. Возбуждаются и принимаются объемные продольные и сдвиговые колебания нормально поверхности металла (с любой ориентацией вектора поляризации, включая круговую), объемные продольные и сдвиговые колебания под любым углом к поверхности, в том числе сдвиговые с вертикальной и горизонтальной поляризацией. Существенное преимущество для неразрушающего контроля и измерений дает ЭМА способ за счет высокоэффективного возбуждения и приема волн Рэлея, нормальных и крутильных волн с «вертикальной» и «горизонтальной» поляризацией.
ЭМА способ позволяет возбуждать и принимать отраженные от дефектов упругие импульсы в различных изделиях. На многих предприятиях нашей страны ведется дефектоскопия зеркально – теневым методом всего объема производства рельсов. Также ведется контроль ферромагнитных стержней, труб, сепараторов подшипников, листового проката, заготовок круглого сечения и других изделий, изготовленных из стали, чугуна, алюминия, сплавов на основе меди и титана, композитных материалов и т.п.
Преимущество ЭМА способа проявляется при контроле материала в горячем состоянии. Принципиальная возможность бесконтактного ультразвукового контроля «горячих» (1300°С и выше) ферромагнитных изделий были установлены. Дальнейшие исследования показали, что возбуждение и регистрация продольных волн в материалах при температуре Кюри происходит за счет явлений объемной магнитострикции и магнитоупругого эффекта.
Следует отметить, что ЭМА способом реализуются все известные методы контроля – теневой, зеркально – теневой, эхо метод, эхо – сквозной, дифракционно - временной и др. Наиболее сложные проблемы имеют место при использовании эхо метода контроля ЭМА способом. В некоторых случаях его чувствительность в 10000 раз меньше, чем контактным методом.
Особенно эффективно использование ЭМА способа при применении волн Рэлея и нормальных волн. Такими волнами исследована выявляемость дефектов в виде рисок на поверхности труб. По результатам исследований, удается обнаруживать модели дефектов глубиной 10% или даже 5% от толщины стенки труб. [3.6]
При исследовании зависимости амплитуды эхо-сигнала от величины поля подмагничивания обнаружен линейный рост оптимальной индукции поля с толщиной листа. Рассматриваемые ЭМАП, при эхо-методе контроля, выявляли дефекты в виде сквозного сверления диаметром 1 мм на расстоянии 300 мм, или в виде риски глубиной свыше 10% от толщины листа на расстоянии до 200 мм. Установлена линейная зависимость амплитуды эхо сигнала от амплитудного значения тока генератора (0—7 А), что свидетельствует о постоянстве коэффициентов ЭМА преобразования. В работах по исследованию ЭМА способа экспериментально установлена возможность обнаружения трещин на поверхности труб и рельсов глубиной более 0,2 мм. При исследованиях зачистку поверхности не производили.
При выполнении исследований по разработке технологий и средств дефектоскопии и толщинометрии труб ЭМА способом был обнаружен эффект появления дополнительных импульсов между донными сигналами (рис.5).
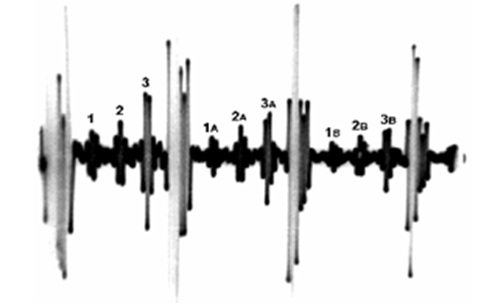
Рис. 5. Фотография экрана осциллографа С1-65А с изображением последовательности донных импульсов и дополнительными импульсами между соседними донными.
Исследования обнаруженного явления были продолжены на образцах в виде стальных и алюминиевых плоскопараллельных пластин толщиной от 2,5 мм до 30 мм, выточенных образцах в виде труб диаметром от 27 до 120 мм толщиной от 2 до 15 мм, а также образцах из катаных труб диаметром более 17 мм. Использовались образцы с минимальным ослаблением упругих сдвиговых колебаний. Величина затухания оценивалась по количеству переотражений (донных) ультразвуковых импульсов между поверхностями образцов. Преимущественно сдвиговые ультразвуковые колебания возбуждались электромагнитно-акустическим способом нормально поверхности пластины или трубы при одностороннем доступе.
Наиболее интересные результаты получены на образцах с наименьшим ослаблением сдвиговых ультразвуковых импульсов. На временной развертке на экране осциллографа после зондирующего импульса до первого донного импульса наблюдаются два дополнительных импульса. Между каждыми последующими соседними донными импульсами отчетливо наблюдаются по три дополнительных импульса с различными амплитудами (нумерация дополнительных импульсов условная, начиная от следующего за донным импульсом до соседнего последующего). Установлено, что форма, длительность и частота дополнительных импульсов идентична таким же параметрам зондирующего и донных импульсов (рис.6).

Рис. 6. Фотография экрана осциллографа С1-65А с изображением двух соседних донных импульсов, между которыми расположены три дополнительных импульса
Исследование временных положений дополнительных импульсов выполнено с помощью осциллографа С1-65А путем установления относительного временного промежутка между двумя соседними донными импульсами равного 50 делениям развертки для каждого измеряемого образца (таблица 2).
Таблица 2.
Рис. 2. Генератор импульсов возбуждения преобразователя:
R – зарядное сопротивление; L – катушка преобразователя; С – накопитель емкости; VD – тиристор.
где В - индукция постоянного поля подмагничивания W- число витков катушки; А - коэффициент, определяемый процессами преобразования электромагнитной энергии в акустическую и обратно, а также расхождением и затуханием упругого импульса в объекте контроля. Если tИ= const, то величина сигнала Uне зависит отчисла витков, поскольку L
| № п. п. | Материал/толщина Н, мм | Условная длительность временных промежутков, начиная от n-ного до n+1 донного импульса, делений развертки осциллографа | |||
| 1-й дополнительный импульс | 2-й дополнительный импульс | 3-й дополнительный импульс | n+1 донный импульс | ||
| 1 | 2 | 3 | 4 | 5 | 6 |
| 1 | Сталь ст.45/ Н=11 | 17,5 | 28,7 | 39,8 | 50 |
| 2 | Сталь ст.45/ Н=10 | 17,5 | 28,5 | 39,7 | 50 |
| 3 | Сталь ст.45/ Н=9,1 | 17,3 | 28,7 | 39,7 | 50 |
| 4 | Сталь рельсовая/ Н=26,7 | 17 | 28,5 | 40 | 50 |
| 5 | Сталь рельсовая/ Н=15,6 | 17 | 28 | 38 | 50 |
| 6 | Алюминий/ Н=20 | 13,5 | 26 | 38,5 | 50 |
| 7 | Алюминий/ Н=8,9 | 14 | 25,5 | 38,5 | 50 |
| 8 | Сталь ст.09Г2С/ Н =30 | 17 | 27 | 37,5 | 50 |
При всех измерениях временные местоположения дополнительных импульсов (в делениях развертки осциллографа) были одинаковы для одинаковых материалов образцов. Следовательно, можно сделать вывод, что временные положения дополнительных импульсов линейно зависят от толщины исследуемых образцов. При этом дополнительные импульсы с одинаковыми номерами ослабляются в металле по тому же закону, что и донные импульсы (рис.5). Это позволяет сделать вывод, что донные импульсы являются источником для дополнительных импульсов. Изменения частоты заполнения ультразвуковых импульсов в интервале 2-8 МГц не приводят к изменению временных положений дополнительных импульсов между донными импульсами. Известно, что в объеме твердого тела могут возбуждаться и распространяться продольные и сдвиговые акустические волны. Такие же типы волн существуют в объеме ограниченного твердого тела при условии, что его геометрические размеры много больше длины волны акустических колебаний. Приведенные и известные из литературы данные позволяют сделать вывод, что дополнительные импульсы представляют собой объемные волны, распространяющиеся в материалах образцов с соответствующей каждой из них постоянной скоростью, переотражаясь между поверхностями образцов.
Вычисление скорости распространения акустических колебаний в стальных образцах первого дополнительного импульса показали, что ее величина находится в интервале 8,6-9,8 км/с, второго - в интервале 5,6-5,9 км/с и третьего - в интервале 4,1-4,2 км/с.
Объемные волны, распространяющиеся со скоростью около 5,7 км/с (вторые дополнительные импульсы), следует соотнести с продольной волной, возникающей в результате возбуждения (после зондирующего импульса) или аномальной трансформации сдвиговой волны на поверхности раздела двух сред при ее падении под углом, близким к нормальному (между донными импульсами). Соответствие второго дополнительного импульса продольной волне подтверждено с помощью серийного дефектоскопа УД2-12 с прямым преобразователем П111-5,0-К6-002. Измерения выполнены со стороны образца, противоположной той, на которой был размещен ЭМАП. Особо следует обратить внимание на тот факт, что амплитуда продольной волны, наводимая на пъезопреобразователе (ПЭП), превышала 10-20 мВ. Т. е. коэффициент преобразования электромагнитной волны в продольную ультразвуковую волну ЭМА способом при преимущественно нормальном поле подмагничивания довольно высокий. Амплитуда второго дополнительного импульса, принимаемая ЭМАП, в значительной мере зависит от наличия тангенциальной компоненты поляризующего магнитного поля. При формировании преимущественно нормальной компоненты поляризующего магнитного поля амплитуда второго дополнительного импульса уменьшается. Однако сформировать только нормальную компоненту постоянного магнитного поля очень сложно, особенно локальными источниками с величиной более 1-1,2 Тл (при контроле ферромагнитных изделий). При контроле электропроводных неферромагнитных материалов тангенциальная составляющая постоянного магнитного поля есть практически всегда. Соответственно в изделиях всегда имеет место и продольная волна.
Третий дополнительный импульс, после простейших вычислений, соотносится со сдвиговой волной, возникшей в результате аномальной трансформации продольной волны (второго дополнительного импульса) на донной поверхности и распространяющейся с известной скоростью равной примерно 3,2 км/с. Из-за того, что ЭМАП предназначен для приема преимущественно сдвиговых волн, его принятая амплитуда наибольшая среди дополнительных импульсов.
В настоящее время не известны объемные волны, распространяющиеся в стали со скоростью около 9 км/с (В алюминии скорость распространения неизвестной волны превышает 12 км/с). Можно предположить, что это либо неизвестный тип волн, либо известная волна, возникшая в результате взаимодействия возбуждаемых и распространяющихся упругих волн с границами металла. Между зондирующим и первым донным импульсом первый дополнительный импульс не обнаружен. Между последующими донными импульсами первый дополнительный донный импульс присутствует. Следовательно, первый дополнительный импульс является следствием взаимодействия объемных волн с границами металла. Расчет временных значений показывает, что первый дополнительный импульс есть результат трансформации продольной волны (предыдущего «первого» дополнительного импульса) в поперечную на донной поверхности изделия. Из изложенного следует, что при нормальном падении ультразвуковых лучей на донную поверхность имеет место аномальная трансформация объемных волн.
Кроме упомянутых обнаружены также поверхностные волны, возбужденные этим же ЭМАП.
Исследования параметров дополнительных импульсов показали, что их амплитуда зависит от величин постоянного поляризующего магнитного поля ЭМА преобразователя и тока в индукторе ЭМАП. В то же время возбуждение постоянного магнитного поля на донной поверхности в месте падения ультразвукового пучка не приводит к появлению дополнительных импульсов, что подтверждает вывод об аномальной трансформации объемных волн на границе раздела сред. Наличие дополнительных импульсов обнаружено в закаленных сталях типа У7-У8 с толщинами до 90 мм. Более ярко эффект проявляется в неферромагнитных материалах типа алюминий, а также в тонких ферромагнитных изделиях.
В исследуемых объектах с малыми толщинами дополнительные импульсы начинают взаимодействовать с донными импульсами и друг с другом. Каждый из дополнительных импульсов многократно переотражается в тонком слое металла. В результате взаимодействия всех упругих импульсов происходят сильные фазовые искажения полезных сигналов (рис.7). В этом случае измерять толщину изделий обычными способами невозможно.
Выше приведенная методика измерений была также применена для выполнения исследований возбуждения и приема объемных продольных ультразвуковых колебаний в плоскопараллельных образцах с малым затуханием. Измерения выполнялись с помощью серийного дефектоскопа УД2-12 с прямым преобразователем П111‑5,0‑К6‑002 и раздельно-совмещенным преобразователем П112-2,5-12-002. На двух образцах из рельсовой стали толщиной 26,7 мм и 15,6 мм и алюминиевым образцом толщиной 20,0 мм с шлифованными поверхностями обнаружен аналогичный эффект - появление дополнительных импульсов упругих волн между донными импульсами (рис.8). Временные промежутки между предыдущим донным и дополнительными импульсами линейно зависят от толщины образца и не зависят от частоты ультразвуковых колебаний. Появление сдвиговых колебаний зафиксировано ЭМА преобразователем, установленным с противоположной стороны образца. Следовательно, в случае падения на поверхность раздела сред под углом, близким к нормальному также происходит трансформация продольных колебаний в поперечные и наоборот.
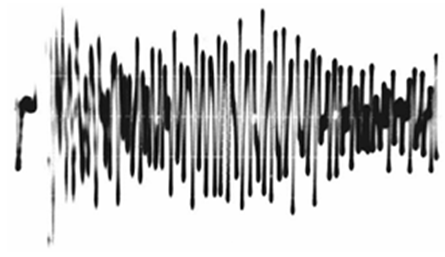
Рис. 7. Фотография экрана осциллографа в случае временного наложения донных и дополнительных импульсов, а также их переотражений.
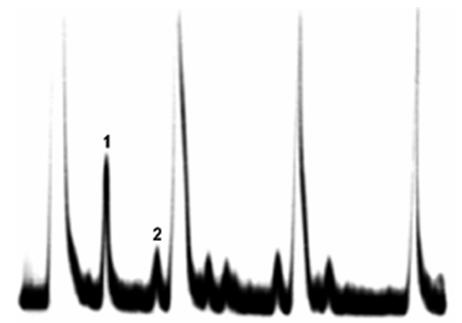
Рис. 8. Фотография экрана дефектоскопа УД2-12 (возбуждение продольных волн) с изображением двух дополнительных импульсов между соседними донными.
Результаты этих исследований были использованы при разработке новых способов обработки информации и оборудования бесконтактных автоматических толщиномеров для контроля труб.
Было определено, что выпуклая поверхность является дефокусирующим фактором для ПЭП и фокусирующим фактором для ЭМАП. Направленные свойства ЭМАП в случае контроля изделий с выпуклой криволинейной поверхностью лучше, чем у несфокусированных ПЭП такого же волнового размера. Это определяет повышенную чувствительность ЭМАП к дефектам в центральной зоне объекта контроля.