Файл: Характеру шлака, образующегося при расплавлении покрытия.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 10.01.2024
Просмотров: 107
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
где - основное время на выполнение горизонтальных швов
- основное время на выполнение вертикального шва.
где МНМ - масса наплавленного металла,
где LШ = 51,1 см - длина сварных швов.
где - поправочный коэффициент (=1,25 для вертикальных швов)
Подготовительно-заключительное время tПЗ включает в себя такие операции, как получение производственного задания, инструктаж, получение и сдача инструмента, осмотр и подготовка оборудования к работе и т.д. В массовом производстве tПЗ = 2-4% от tО
Вспомогательное время tВ состоит из следующих составляющих:
где tЭ = 5 мин - время на заправку кассеты с электродной проволокой;
tКР, tБР - время на осмотр и очистку свариваемых кромок, очистку швов от шлака и брызг;
tКЛ - время на клеймение швов (время на установку клейма tКЛ = 0,03 мин на один знак);
tИЗД - время на установку и поворот изделия, его закрепление (при массе изделия до 25 кг эти операции выполняются вручную, в расчете принимается tИЗД = 3 мин).
Время зачистки кромок или шва tКР (tБР), мин, вычисляется по формуле
где n - количество слоев при сварке за несколько проходов.
Время на обслуживание рабочего места включает в себя время на установку режима сварки, наладку полуавтомата или автомата, инструмента и т.д. Для механизированной и автоматической сварки tОБС = (0,06-0,08) tО.
Время перерывов на отдых и личные надобности зависит от положения, в котором сварщик выполняет работы. При сварке в неудобном положении tП = 0,1tО.
3.2 Расчет сварочных материалов
Определим расход электродов для ручной дуговой сварки:
(25)
где - масса электродного материала;
- коэффициент расхода электродов на 1 кг наплавленного металла. Для электродов УОНИ-13/55
- масса наплавленного металла[1, стр.36].
Масса наплавленного металла определяется по формуле:
(26)
где - площадь наплавленного металла, ;
- длина шва, ;
- плотность металла;
Тогда требуемая масса электродов равна:
Расход электродов - 289 г на 0,6 м шва.
Расход электродной проволоки при сварке в среде защитных газов плавящимся электродом
Определим расход сварочной проволоки:
где - коэффициент потерь, под которым понимают отношение количества металла, потерянного в виде брызг и угара, к полному количеству расплавленного электродного металла: .
Определим массу наплавленного металла по формуле(26):
для первого и второго прохода
Тогда расход электродной проволоки равен:
Определим расход газа, требуемого для выполнения шва:
(28)
где - норма расхода газа. Согласно [3, стр.168] данным
- основное время сварки. Его определяем по формуле:
Время сварки для первого прохода равно:
Время сварки для второго прохода равно:
Тогда расход газа равен:
для первого прохода
для второго прохода
Общий расход газа для двух проходов равен:
ОПРЕДЕЛЕНИЕ ХИМИЧЕСКОГО СОСТАВА МЕТАЛЛА ШВА
Так как у нас две стали одного класса, то содержание рассматриваемого элемента в металле шва определяется на основании правила смешения по формуле [1, стр.23]:
. (30)
где - концентрация рассматриваемого элемента в металле шва;
- концентрация рассматриваемого элемента в низкоуглеродистой стали;
- концентрация рассматриваемого элемента в низколегированной стали;
- доля участия металла низкоуглеродистой стали в металле шва;
- доля участия металла низколегированной стали в металле шва;
- доля участия электродного металла в металле шва;
- концентрация рассматриваемого элемента в электродном металле;
- переход данного элемента из покрытия в шов или его выгорание.
Определение химического состава металла шва при ручной дуговой сварке покрытыми электродами
Определим долю участия основного металла в формировании шва:
где - площадь поперечного сечения проплавленного металла, ;
- площадь поперечного сечения наплавленного металла().
(32)
где - площадь поперечного сечения шва, .
Определим площадь поперечного сечения шва:
(33)
Можно сделать допущение, что фактическая форма провара представляет собой полуэллипс (рис.8).
Рис.8 Форма провара при ручной дуговой сварке
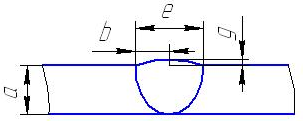
Определим площадь полуэллипса по формуле:
где и - полуоси эллипса.
Полуоси и
Тогда площадь полуэллипса равна:
Определим площадь поперечного сечения усиления валика: