Файл: Методические указания для практических занятий по дисциплине учебная практика.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 11.01.2024
Просмотров: 698
Скачиваний: 3
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
задний угол, ширину калибрующей ленточки и некоторые другие параметры перовых сверл выбираются в зависимости от условий обработки отверстий по аналогии с параметрами спиральных сверл.

а) с колоском из быстрорежущей стали
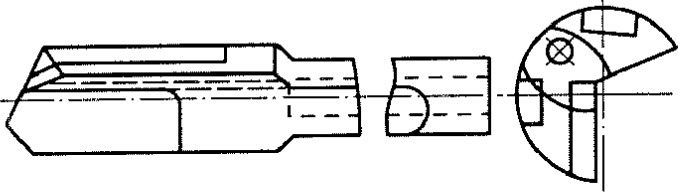
б) армированное пластинами из твердого сплава
в) с отводом СОЖ
Рисунок 6.4 – Ружейные сверла. Вид общий
Ружейные сверла (Рисунок 6.4) применяются для сверления глубоких и сверхглубоких отверстий. Основная конструктивная особенность этих сверл состоит в том, что главные режущие кромки и вершина сверла расположены не симметрично относительно его оси на 0,2... 0,25 мм диаметра, что требует обязательного направления сверла по кондукторной втулке, по предварительно просверленному ци-
линдрическому, либо центровому отверстию.
Ружейное сверло типовой конструкции с наружным отводом стружки состоит из колоска, который оснащен одной режущей, двумя направляющими пластинами и имеет отверстие для подвода смазывающе-охлаждающей жидкости (СОЖ). Ружейные сверла с наружным отводом стружки используются для обработки отверстий диаметром от 3 до 30 мм.
Надежное ориентирование сверла в обрабатываемом отверстии, комбинированное резание (выглаживание в процессе обработки), подача СОЖ в зону резания под давлением, стабильное удаление стружки из зоны резания, отсутствие поперечной режущей кромки, а также возможность достаточно простого
 оснащения сверла пластинами из твердого сплава позволяет обеспечить за один проход ружейного сверла высокую производительность и малые отклонения размера, формы и расположения оси при малых параметрах шероховатости обработанной поверхности.
оснащения сверла пластинами из твердого сплава позволяет обеспечить за один проход ружейного сверла высокую производительность и малые отклонения размера, формы и расположения оси при малых параметрах шероховатости обработанной поверхности.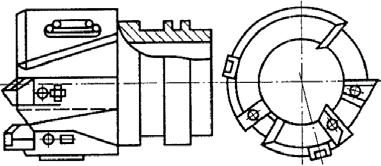
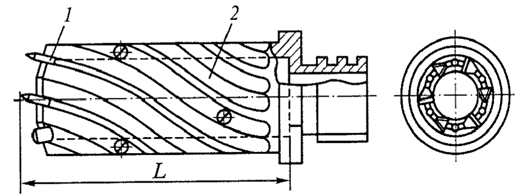
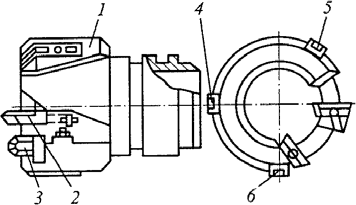
а) двурезцовые б) трехрезцовые
1 -корпус; 2, 3 - сменные резцы;
4, 5,6 - направляющие пластины;
L - длина рабочей части
в) многорезцовые
Рисунок 6.5 – Кольцевые сверла. Вид общий
Кольцевые сверла (Рисунок 6.5) применяются для уменьшения сил резания и потребляемой мощности оборудования, повышения производительности обработки сплошных отверстий диаметром более 50 мм, а также уменьшения объема стружки и последующего использования образующегося вдоль оси обрабатываемого отверстия центрального стержня. Кольцевые сверла изготовляются из быстрорежущей стали, ими выполняются отверстия на различных металлорежущих станках (сверлильных, токарных, расточных). Выпускаются сборные кольцевые сверла, корпус которых выполнен из легированной стали 12ХНЗА, а вставные резцы оснащаются пластинами из твердого сплава группы ВК.
Износ сверл
При обработке рабочая часть сверла изнашивается, а режущая кромка затупляется. У спиральных сверл износ происходит преимущественно по задней поверхности уголка на пересечении заборного конуса с ленточками сверла (Рисунок 6.6, а), причем в ряде случаев он сопровождается срезанием уголков и части
ленточек, что приводит к образованию на ленточках сверла цилиндрических участков (Рисунок 6.6, б), либо участков со встречным конусом (Рисунок 6.6, в), что приводит к защемлению сверл в отверстии и их поломке. Достаточно часто при сверлении отверстий в литых, кованных и термически обработанных деталях наблюдается изнашивание сверл с образованием проточек на ленточках (Рисунок 6.6, г). При сверлении сталей повышенной вязкости может происходить налипание на ленточки материала заготовки. Повышенное изнашивание сверл, оснащенных пластинами из твердого сплава, по ленточкам и уголкам (Рисунок 6.6, д) резко сокращает число возможных заточек и приводит к их выкрашиванию и поломкам. Сверла, изношенные по рабочей части, выбраковываются.
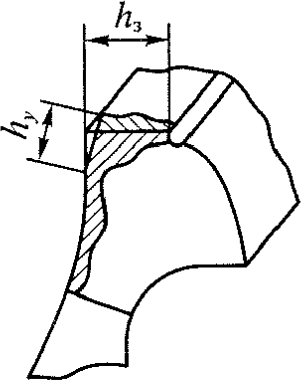
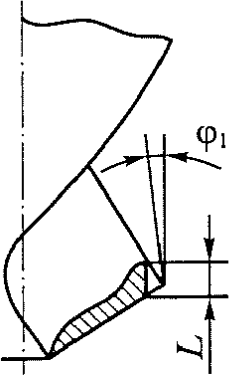
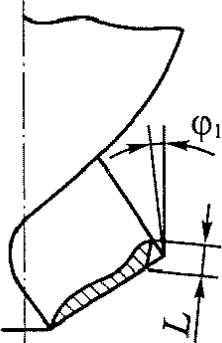
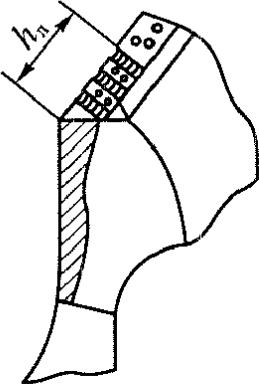
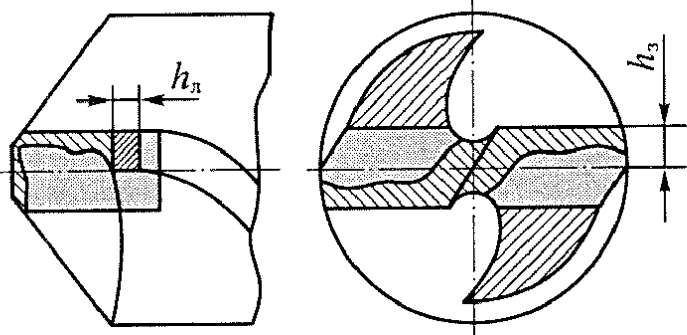 а) б) в) г) а - по задней поверхности; б, в, г - по ленточке;
а) б) в) г) а - по задней поверхности; б, в, г - по ленточке;д - твердосплавных сверл; hy - износ по оси;
hз - износ затылованной части; hл - износ ленточки;
L - линейный износ уголка; φ1 - угловой износ сверла
д) Рисунок 6.6 – Износ сверл
Заточка инструмента. Основные правила заточки сверл
Для восстановления режущих свойств сверл и обеспечения качественной обработки отверстий их
режущие кромки затачивают по мере затупления. Заточку режущих кромок сверл на рабочем месте выполняют на заточных станках. Централизованная заточка спиральных сверл осуществляется на специальных заточных участках или в заточных цехах на специальном оборудовании.
При заточке режущей части сверла придают различную форму, выбор которой производится в зависимости от характера выполняемых работ и обрабатываемого материала.
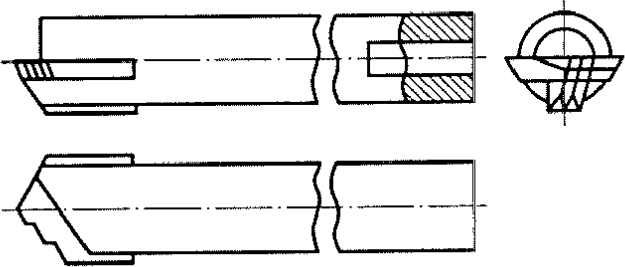
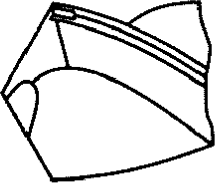
При обработке отверстий диаметром от 0,25 до 12 мм в стали, чугуне, стальном литье применяется одинарная (нормальная) заточка (Рисунок 6.7, а).
 При сверлении отверстий диаметром от 12 до 80 мм в стальном литье по литейной корке используется одинарная заточка с подточкой перемычки - поперечной кромки (Рисунок 6.7, б).
При сверлении отверстий диаметром от 12 до 80 мм в стальном литье по литейной корке используется одинарная заточка с подточкой перемычки - поперечной кромки (Рисунок 6.7, б).а) б)
 в) г)
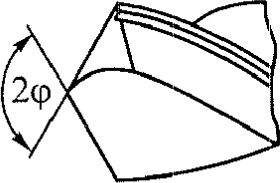
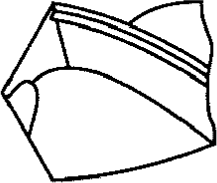
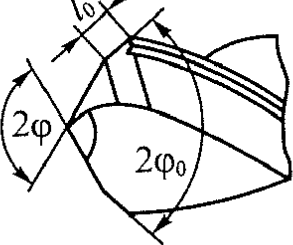
в) г)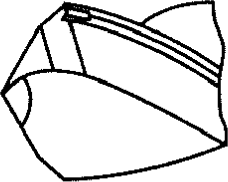 а - одинарная; б - одинарная с подточкой перемычки; в - одинарная с подточкой перемычки и ленточки; г - двойная с подточкой перемычки; д - двойная с подточкой перемычки и ленточки;
а - одинарная; б - одинарная с подточкой перемычки; в - одинарная с подточкой перемычки и ленточки; г - двойная с подточкой перемычки; д - двойная с подточкой перемычки и ленточки;2φ - угол при вершине; l0 - ширина дополнительной заточки; 2φ0 — угол
д)
Рисунок 6.7 – Формы заточки сверл
дополнительной заточки
При сверлении отверстий диаметром от 12 до 80 мм в стали и стальном литье со снятой литейной коркой используется одинарная заточка с подточкой перемычки и ленточки (Рисунок 6.7, в).
При сверлении отверстий диаметром от 12 до 80 мм в чугунном литье по литейной корке применяется двойная заточка с подточкой перемычки (Рисунок 6.7, г).
При сверлении отверстий диаметром от 12 до 80 мм в чугунном литье со снятой литейной коркой выполняется двойная заточка с подточкой перемычки и ленточки (Рисунок 6.7, д).
Основные правила заточки сверл
-
Необходимо отрегулировать положение подручника заточного станка таким образом, чтобы между ним и периферией заточного круга был зазор не менее 2 мм. Следует проверить наличие и исправность экрана заточного станка. -
Необходимо соблюдать следующие требования к заточке сверл:
-
заточку следует производить периферией заточного круга; -
в левой руке должна находиться режущая часть сверла режущими кромками вверх, в правой руке - хвостовик сверла; -
кисть левой руки должна опираться на подручник станка.
-
При заточке следует периодически проверять правильность заточки сверла по специальному шаблону:
-
длина режущих кромок должна быть одинаковой; -
угол заточки при вершине сверла должен соответствовать шаблону; -
углы между кромками и боковой поверхностью сверла должны быть одинаковыми; -
углы заострения кромок должны быть равны и соответствовать шаблону.
-
Необходимо заправить режущие кромки сверла на бруске. -
Необходимо произвести пробное сверление отверстия заточенным сверлом: