Файл: Методические указания для практических занятий по дисциплине учебная практика.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 11.01.2024
Просмотров: 683
Скачиваний: 3
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
штанги (линейки) с делениями через 1 мм. Отсчет делений по этой шкале производят при помощи нониуса - вспомогательной подвижной шкалы. Нониус - равномерная дополнительная шкала с пределом измерений, равным цене деления основной шкалы. Нониусы бывают двух типов: жесткие и подвижные. Если нулевой штрих нониуса совпадает с нулевым штрихом основной шкалы при плотно сжатых измерительных губках, то это означает, что инструмент правильно установлен в нулевое положение. При перемещении нулевого штриха нониуса между делениями основной шкалы штрихи нониуса будут поочередно совпадать со штрихами основной шкалы. Число десятых и сотых долей миллиметра при отсчете по нониусу равно номеру штриха нониуса, совпавшего со штрихом основной шкалы, умноженному на цену деления нониуса.
Штангенциркули предназначены для измерения наружных и внутренних размеров. Выпускают четыре варианта штангенциркулей: ШЦ-I (с двусторонним расположением губок); ШЦТ-I (без губок для внутренних измерений, губки для наружных измерений выполнены из твердого сплава); ШЦ-II и ШЦ-III. Наибольшее распространение получили штангенциркули ШЦ-I и ШЦ-II.
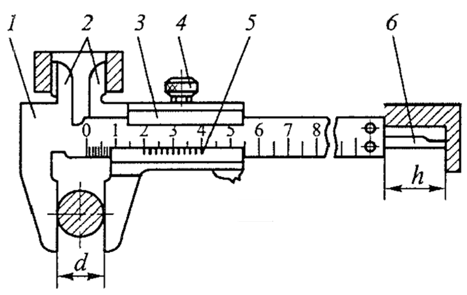
По штанге штангенциркуля ШЦ-I (Рисунок 1.11, а) перемещается рамка 3 со вспомогательной шкалой (нониусом) 5. Шкала нониуса выполнена непосредственно на рамке, которая может закрепляться в заданном положении при помощи стопорного винта 4. К рамке штанги прикреплена линейка глубиномера 6. Плотное прилегание рамки к штанге обеспечивается пружиной
, которая располага- ется в пазе рамки.
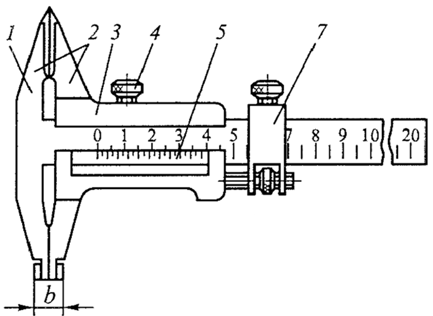
Штангенциркуль ШЦ-II (Рисунок 1.11, б) имеет двустороннее расположение губок. Так же, как и штангенциркуль ШЦ- I он состоит из штанги 1 с неподвижными губками и рамки 3 с подвижными губками. Одна пара губок 2 предназначена для измерения наружных и внутренних размеров. Вторая пара губок 2 имеет остро заточенные концы и используется для разметки. У штангенциркуля ШЦ- II отсутствует линейка для измерения глубины отверстий, но имеется специальное устройство 7 для точного перемещения рамки по штанге.
Остроконечными губками 2 штангенциркуля можно наносить дуги окружностей при выполнении разметочных работ. Они могут быть также использованы для определения размеров в труднодоступных местах.
Вторая пара губок предназначена для измерения как наружных, так и внутренних размеров. Поверхность губок для измерения наружных размеров плоская, а для измерения внутренних размеров - цилиндрическая. Толщина губок в сомкнутом состоянии составляет обычно 10 мм (указано на подвижной или неподвижной губке). При проведении измерений к показаниям шкалы необходимо прибавить 10 мм (толщину губок).
Порядок измерений
Инструмент и деталь нужно подготовить к работе: удалить загрязнения, свести губки вплотную и убедиться в том, что показания соответствуют «0». Для измерения наружного диаметра или линейного размера необходимо:
 Штангенциркуль ШЦ- I
Штангенциркуль ШЦ- I
а)
Штангенциркуль ШЦ- II
б)
 Штангенглубиномер в)
Штангенглубиномер в)
1 - штанга; 2 - губки для измерения (наружных и внутренних); 3 - рамка; 4 - винт для фиксации рамки; 5 - нониус; 6
перемещения рамки;
d - диаметр измеряемой детали; b - толщина измерительных губок
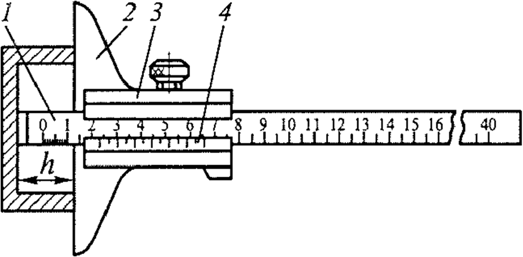
1 - штанга; 2 - основание; 3 -
рамка; 4 - нониус;
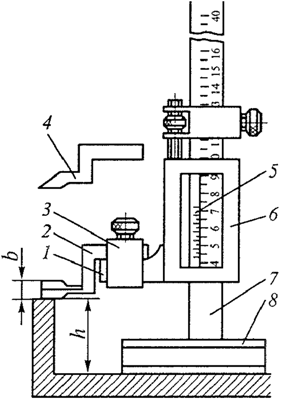
1 - выступ рамки;
2, 4 - измерительные ножки; 3 - держатель измерительной ножки;
5 - нониус; б - рамка;
7 - штанга; 8 – основание
h - глубина отверстия или высота уступа
Штангенрейсмас г)
Рисунок 1.11 - Штангенинструменты. Вид общий
Чтобы измерить внутренний размер, губки сводят в «0», а затем раздвигают до соприкосновения с контрповерхностями. Если конструктивные особенности детали позволяют увидеть шкалу, то показания считывают без фиксации и выведения.
Для измерения глубины отверстия:
Точность результатов зависит от правильности позиционирования губок относительно детали. Например, при определении диаметра цилиндра штанга должна пересекаться или скрещиваться с его продольной осью под прямым углом, а при измерении длины – располагаться параллельно. В штангенциркулях типа ШЦ- II и ШЦ- III есть дополнительная рамка, которая подвижно соединяется с основной микрометрическим регулировочным винтом. Такая конструкция упрощает позиционирование инструмента. При проведении замеров дополнительную рамку фиксируют на штанге.
Порядок отсчета размера с использованием нониусной шкалы Количество целых миллиметров отсчитывается от нулевого деления на рейке
до нулевого деления нониуса. Если они не совпадают, то размер содержит доли миллиметра, соответствующие точности инструмента. Чтобы определить их, необходимо на нониусе отсчитать от нуля до штриха, совпадающего с риской на штанге, а затем умножить их количество на цену деления.
Размер – 0,4 мм
Размер – 6,9 мм
Размер – 34,3 мм
Цена деления нониуса – 0,1 мм
Рисунок 1.12 - Пример порядка отсчета размеров с использованием нониусной шкалы
При измерении штангенциркулем следует проверить:
Измерять следует только обработанные детали, чтобы предупредить повреждение измерительных губок. При проведении измерений необходимо точно, без перекосов, сопрягать измерительные плоскости (ребра) измерительных губок с измеряемыми поверхностями детали. При определении размера проверяемой детали следует обращать внимание на указатель точности измерения, выбитый на нониусе штангенциркуля.
Микрометр
Микрометрические инструменты основаны на применении микрометрических винтовых пар.
Гладкие микрометры МК с пределом измерений 25 мм предназначены для измерения наружных размеров деталей (Рисунок 1.13, а). К основным деталям и узлам гладкого микрометра относятся скоба 1, пятка 2, микровинт 4, стопор 5 винта,
стебель 6, барабан 7 и трещотка 8.
На стебле 6 вдоль продольного штриха нанесена основная шкала. Цена деления основной шкалы 0,5 мм, а предел ее измерений - 25 мм. Для удобства отсчета четные штрихи шкалы, имеющие целые значения размера, отложены снизу продольного штриха. На коническом срезе барабана 7 нанесено 50 делений круговой шкалы с ценой деления 0,01 мм.
При измерениях изделия помещают без перекоса между пяткой и микровннтом. Вращая барабан за трещотку до тех пор, пока она не начнет проворачиваться, плотно прижимают измерительные поверхности к поверхностям детали.
Пределы измерения микрометров зависят от размера скобы и составляют
0...25; 25...50; 275...300; 300...400; 400... 500; 500... ... 600 мм. Микрометры
Штангенциркули предназначены для измерения наружных и внутренних размеров. Выпускают четыре варианта штангенциркулей: ШЦ-I (с двусторонним расположением губок); ШЦТ-I (без губок для внутренних измерений, губки для наружных измерений выполнены из твердого сплава); ШЦ-II и ШЦ-III. Наибольшее распространение получили штангенциркули ШЦ-I и ШЦ-II.
По штанге штангенциркуля ШЦ-I (Рисунок 1.11, а) перемещается рамка 3 со вспомогательной шкалой (нониусом) 5. Шкала нониуса выполнена непосредственно на рамке, которая может закрепляться в заданном положении при помощи стопорного винта 4. К рамке штанги прикреплена линейка глубиномера 6. Плотное прилегание рамки к штанге обеспечивается пружиной
, которая располага- ется в пазе рамки.
Штангенциркуль ШЦ-II (Рисунок 1.11, б) имеет двустороннее расположение губок. Так же, как и штангенциркуль ШЦ- I он состоит из штанги 1 с неподвижными губками и рамки 3 с подвижными губками. Одна пара губок 2 предназначена для измерения наружных и внутренних размеров. Вторая пара губок 2 имеет остро заточенные концы и используется для разметки. У штангенциркуля ШЦ- II отсутствует линейка для измерения глубины отверстий, но имеется специальное устройство 7 для точного перемещения рамки по штанге.
Остроконечными губками 2 штангенциркуля можно наносить дуги окружностей при выполнении разметочных работ. Они могут быть также использованы для определения размеров в труднодоступных местах.
Вторая пара губок предназначена для измерения как наружных, так и внутренних размеров. Поверхность губок для измерения наружных размеров плоская, а для измерения внутренних размеров - цилиндрическая. Толщина губок в сомкнутом состоянии составляет обычно 10 мм (указано на подвижной или неподвижной губке). При проведении измерений к показаниям шкалы необходимо прибавить 10 мм (толщину губок).
Порядок измерений
Инструмент и деталь нужно подготовить к работе: удалить загрязнения, свести губки вплотную и убедиться в том, что показания соответствуют «0». Для измерения наружного диаметра или линейного размера необходимо:
Штангенциркуль ШЦ- Iа)
Штангенциркуль ШЦ- II
б)
Штангенглубиномер в)1 - штанга; 2 - губки для измерения (наружных и внутренних); 3 - рамка; 4 - винт для фиксации рамки; 5 - нониус; 6
-
линейка глубиномера; 7- устройство для точного
перемещения рамки;
d - диаметр измеряемой детали; b - толщина измерительных губок
1 - штанга; 2 - основание; 3 -
рамка; 4 - нониус;
1 - выступ рамки;
2, 4 - измерительные ножки; 3 - держатель измерительной ножки;
5 - нониус; б - рамка;
7 - штанга; 8 – основание
h - глубина отверстия или высота уступа
Штангенрейсмас г)
Рисунок 1.11 - Штангенинструменты. Вид общий
-
развести губки путем передвижения рамки; -
сдвинуть до плотного прилегания к контрповерхостям; -
зафиксировать положение рамки стопорным винтом; -
вывести штангенциркуль для оценки полученных результатов.
Чтобы измерить внутренний размер, губки сводят в «0», а затем раздвигают до соприкосновения с контрповерхностями. Если конструктивные особенности детали позволяют увидеть шкалу, то показания считывают без фиксации и выведения.
Для измерения глубины отверстия:
-
перемещением рамки выдвигают глубиномер; -
опускают его в отверстие до дна и прижимают к стенке; -
перемещают штангу до упора в торец; -
фиксируют стопорным винтом и выводят.
Точность результатов зависит от правильности позиционирования губок относительно детали. Например, при определении диаметра цилиндра штанга должна пересекаться или скрещиваться с его продольной осью под прямым углом, а при измерении длины – располагаться параллельно. В штангенциркулях типа ШЦ- II и ШЦ- III есть дополнительная рамка, которая подвижно соединяется с основной микрометрическим регулировочным винтом. Такая конструкция упрощает позиционирование инструмента. При проведении замеров дополнительную рамку фиксируют на штанге.
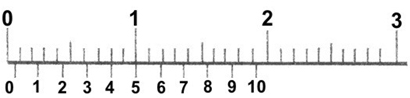
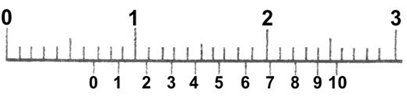
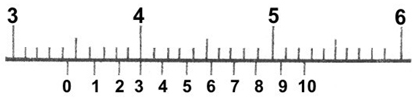
Порядок отсчета размера с использованием нониусной шкалы Количество целых миллиметров отсчитывается от нулевого деления на рейке
до нулевого деления нониуса. Если они не совпадают, то размер содержит доли миллиметра, соответствующие точности инструмента. Чтобы определить их, необходимо на нониусе отсчитать от нуля до штриха, совпадающего с риской на штанге, а затем умножить их количество на цену деления.
Размер – 0,4 мм
Размер – 6,9 мм
Размер – 34,3 мм
Цена деления нониуса – 0,1 мм
Рисунок 1.12 - Пример порядка отсчета размеров с использованием нониусной шкалы
При измерении штангенциркулем следует проверить:
-
плавность перемещения рамки по всей длине штанги; -
плотность прилегания измерительных губок друг к другу (в сведенном положении не должно быть просвета между губками); -
точность совпадения нулевого штриха нониуса с нулевым штрихом шкалы, т.е. правильность установки измерительных губок на ноль; -
точность совпадения торца линейки глубиномера с торцом штанги.
Измерять следует только обработанные детали, чтобы предупредить повреждение измерительных губок. При проведении измерений необходимо точно, без перекосов, сопрягать измерительные плоскости (ребра) измерительных губок с измеряемыми поверхностями детали. При определении размера проверяемой детали следует обращать внимание на указатель точности измерения, выбитый на нониусе штангенциркуля.
Микрометр
Микрометрические инструменты основаны на применении микрометрических винтовых пар.
Гладкие микрометры МК с пределом измерений 25 мм предназначены для измерения наружных размеров деталей (Рисунок 1.13, а). К основным деталям и узлам гладкого микрометра относятся скоба 1, пятка 2, микровинт 4, стопор 5 винта,
стебель 6, барабан 7 и трещотка 8.
На стебле 6 вдоль продольного штриха нанесена основная шкала. Цена деления основной шкалы 0,5 мм, а предел ее измерений - 25 мм. Для удобства отсчета четные штрихи шкалы, имеющие целые значения размера, отложены снизу продольного штриха. На коническом срезе барабана 7 нанесено 50 делений круговой шкалы с ценой деления 0,01 мм.
При измерениях изделия помещают без перекоса между пяткой и микровннтом. Вращая барабан за трещотку до тех пор, пока она не начнет проворачиваться, плотно прижимают измерительные поверхности к поверхностям детали.
Пределы измерения микрометров зависят от размера скобы и составляют
0...25; 25...50; 275...300; 300...400; 400... 500; 500... ... 600 мм. Микрометры