Файл: Методические указания для практических занятий по дисциплине учебная практика.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 11.01.2024
Просмотров: 689
Скачиваний: 3
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
поверхности должны быть точно обработаны. На верхней плоскости больших разметочных плит строгают продольные и поперечные канавки небольшой глубины,
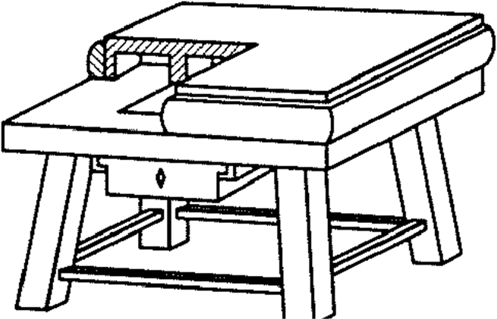
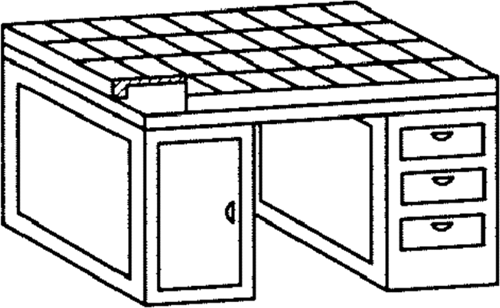 разделяя поверхность плиты на квадратные участки. Устанавливают разметочные плиты на специальных подставках и тумбах (Рисунок 2.3, а) с ящиками для хранения разметочных инструментов и приспособлений. Разметочные плиты небольшого размера располагают на столах (Рисунок 2.3, б). Рабочие поверхности разметочной плиты не должны иметь значительных отклонений от плоскости.
разделяя поверхность плиты на квадратные участки. Устанавливают разметочные плиты на специальных подставках и тумбах (Рисунок 2.3, а) с ящиками для хранения разметочных инструментов и приспособлений. Разметочные плиты небольшого размера располагают на столах (Рисунок 2.3, б). Рабочие поверхности разметочной плиты не должны иметь значительных отклонений от плоскости.
а) плита разметочная на подставке б) плита разметочная на столе Рисунок 2.3 – Плита разметочная. Вид общий
Плиты изготовляются квадратной или прямоугольной формы. Обычный размер таких плит 750 X 1000, 1200 X 1200, 1000 X 1500 мм. Большие разметочные плиты делают составными. Высота рабочей поверхности плиты от пола 800 — 900 мм.
Устанавливают разметочные плиты на деревянных столах, домкратах или на кирпичном фундаменте с таким расчётом, чтобы рабочая поверхность плиты находилась строго в горизонтальном положении.
Призма разметочная
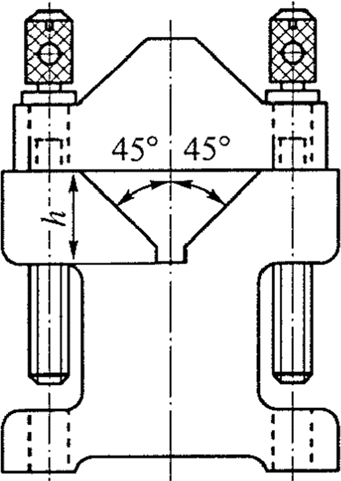
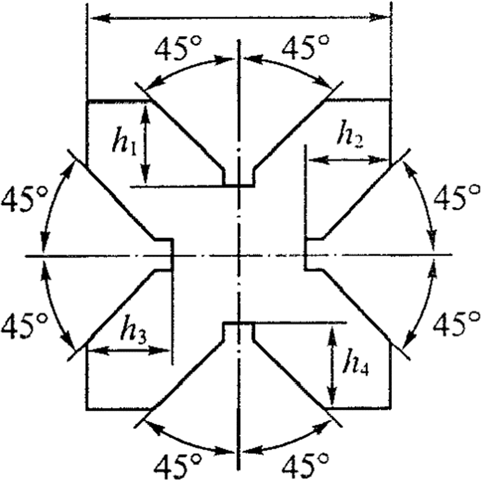 Призмы разметочные (Рисунок 2.4) изготавливают с одной и двумя призматическими выемками. По точности различают призмы
Призмы разметочные (Рисунок 2.4) изготавливают с одной и двумя призматическими выемками. По точности различают призмы
нормальной и повышенной точности.
а) Тип I - односторонняя б) Тип II - четырехсторонняя Рисунок 2.4 – Призма разметочная
Призмы нормальной точности изготавливают из сталей марок ХГ и X или из углеродистой инструментальной стали марки У12. Твердость рабочих поверхностей призм должна быть не менее HRC 56. Призмы повышенной точности изготавливают из серого чугуна марки СЧ15-23.
Инструменты для нанесения и накернивания рисок Чертилка
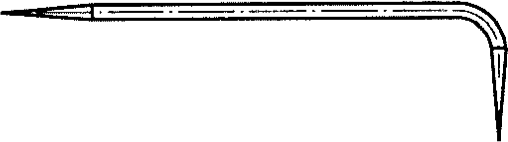
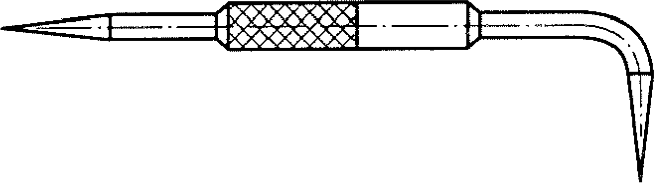
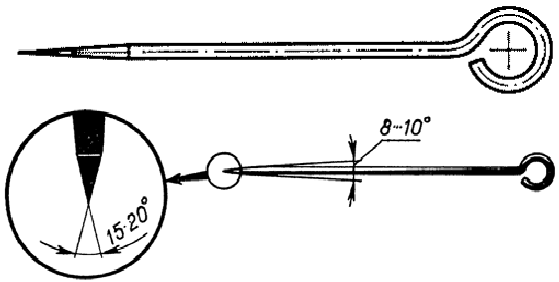 Чертилка является простым инструментом для нанесения контура детали на поверхность заготовки и представляют собой стержень с заостренным концом рабочей части. Изготавливают чертилки из инструментальных углеродистых сталей марок У10А и У12А в двух вариантах: односторонние (Рисунок 2.5, а, б) и двусторонние (Рисунок 2.5, в, г).
Чертилка является простым инструментом для нанесения контура детали на поверхность заготовки и представляют собой стержень с заостренным концом рабочей части. Изготавливают чертилки из инструментальных углеродистых сталей марок У10А и У12А в двух вариантах: односторонние (Рисунок 2.5, а, б) и двусторонние (Рисунок 2.5, в, г).

б)
а)
в) г)
а - односторонняя с кольцом; б - односторонняя с ручкой; в - двусторонняя; г - двусторонняя с ручкой
Рисунок 2.5 – Чертилка. Общий вид
Чертилки изготавливают длиной 100... 250 мм, диаметром 3 -5 мм. Рабочая часть чертилки закаливается на длине 20... 30 мм до твердости HRC 58...60 и затачивается под углом 8...20°. Риски на поверхность детали наносят чертилкой, используя масштабную линейку, шаблон или образец.
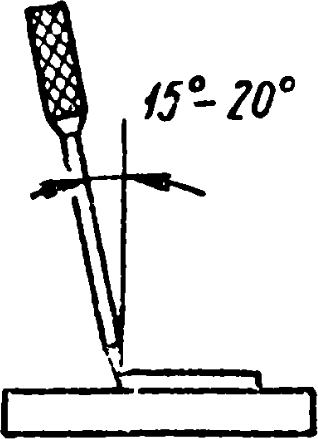
При проведении рисок чертилка должна иметь двойной наклон в сторону от линейки (Рисунок 2.6) и другой
по, перемещения чертилки.
Вид сбоку Вид спереди
Рисунок 2.6 – Положение чертилки при нанесении рисок
Проводимые риски будут параллельны кромке линейки, если во время их нанесения не будут изменяться углы наклона чертилки. Чертилку нужно равномерно прижимать к линейке и следить за тем, чтобы линейка плотно прилегала к детали. Риску следует проводить только один раз; она должна быть как можно тоньше, поэтому необходимо следить за тем, чтобы острие чертилки было хорошо заточено.
Рейсмас
Рейсмас используют для нанесения рисок на вертикальной плоскости заготовки (Рисунок 2.7 а,б). Существуют рейсмасы нескольких конструкций.
Для легких
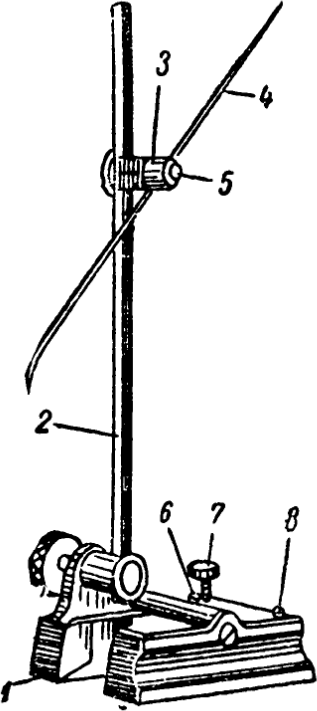
 разметочных работ применяют универсальный рейсмус (Рисунок 2.7, а). Он состоит из чугунного основания 1 и шарнирно укрепленной на нем стойки 2, по которой скользит муфта 3, удерживающая иглу- чертилку 4. С помощью винта 5 державку с иглой и муфту закрепляют на стойке в определенном положении. Окончательная установка иглы на точный размер производится микрометрическим винтом 7.
разметочных работ применяют универсальный рейсмус (Рисунок 2.7, а). Он состоит из чугунного основания 1 и шарнирно укрепленной на нем стойки 2, по которой скользит муфта 3, удерживающая иглу- чертилку 4. С помощью винта 5 державку с иглой и муфту закрепляют на стойке в определенном положении. Окончательная установка иглы на точный размер производится микрометрическим винтом 7.
а) Универсальный рейсмас
б) Рейсмас с масштабной линейкой
1 - вертикальная масштабная линейка;
2- чертилка, закрепленная на вертикальной стойке
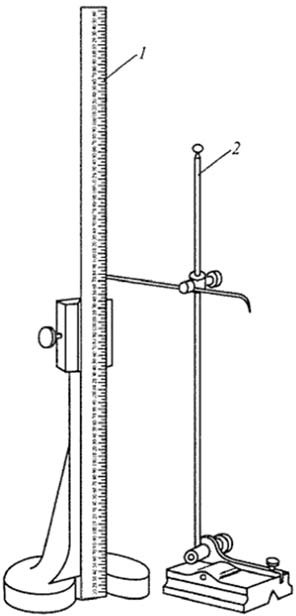
Рейсмас с
масштабной линейкой представляет собой чертилку 2, закрепленную на вертикальной стойке,
установленной на массивном основании. При необходимости нанесения рисок с высокой точностью используют инструмент со шкалой - штангенрейсмас.
Рисунок 2.7 – Рейсмас. Вид общий
Для установки рейсмаса на заданный размер можно использовать блоки концевых мер длины, а если не требуется очень высокая точность разметки, то используют вертикальную масштабную линейку 1 (Рисунок 2.7, б).
Кернер
Кернеры (Рисунок 2.8) применяются для нанесения углубления (кернов) на предварительно размеченных линиях. Это делается для того, чтобы линии были отчетливо видны и не стирались в процессе обработки деталей.
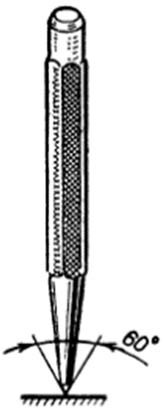
Рисунок 2.8 – Кернер. Вид общий
Кернеры изготовляют из инструментальной углеродистой стали марок У7, У8 длиной 70 — 150 мм и диаметром 6 — 14 мм. Рабочий конец кернера имеет коническую заточку, которая заканчивается острием с углом при вершине 45 — 60° (Рисунок 2.8). Рабочая часть его на длине 20 — 25 мм и ударная на длине 15 мм закаливаются, острие кернера затачивают на шлифовальном станке. Для удобства пользования на средней части кернера предусмотрена накатка.
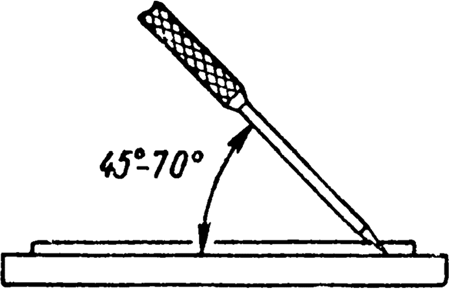
Кернер берут тремя пальцами левой руки и с наклоном от себя (Рисунок 2.9) острым концом плотно прижимают к намеченной на риске точке так, чтобы коническое острие кернера совпало с серединой риски. Перед ударом молотка кернер ставят в отвесное положение, а затем фиксируют упором пальца в деталь и наносят по кернеру легкий удар молотком весом 50—100 г.
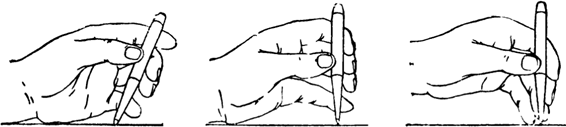
Рисунок 2.9 – приемы кернения
Накернивание следует производить после того, как вся разметка окончена. Кернить в процессе разметки не рекомендуется, так как ударами молотка можно сдвинуть деталь, от чего точность дальнейшей разметки нарушится.
Инструменты для разметки окружности и дуг
Разметочные циркули применяют для нанесения дуг окружностей и деления отрезков и углов на равные части (Рисунок 2.10).
Разметочные циркули изготавливают в двух вариантах: простой (Рисунок 2.10, а), позволяющий фиксировать положение ножек после их установки на размер, и пружинный (Рисунок 2.10, б), применяемый для точной установки размера. Разметочным циркулем можно разметить окружности до 1 мм. Для разметки контуров ответственных деталей используют разметочный штангенциркуль (Рисунок 2.10, в).
а)
Циркуль разметочный простой
 б)
б)
Циркуль разметочный пружинный
4 – сменные иглы;
5, 6 – стопорные винты; в)
Разметочный штангенциркуль
Рисунок 2.10 – Циркуль разметочный. Вид общий
Инструменты для отыскания центров деталей
разделяя поверхность плиты на квадратные участки. Устанавливают разметочные плиты на специальных подставках и тумбах (Рисунок 2.3, а) с ящиками для хранения разметочных инструментов и приспособлений. Разметочные плиты небольшого размера располагают на столах (Рисунок 2.3, б). Рабочие поверхности разметочной плиты не должны иметь значительных отклонений от плоскости.а) плита разметочная на подставке б) плита разметочная на столе Рисунок 2.3 – Плита разметочная. Вид общий
Плиты изготовляются квадратной или прямоугольной формы. Обычный размер таких плит 750 X 1000, 1200 X 1200, 1000 X 1500 мм. Большие разметочные плиты делают составными. Высота рабочей поверхности плиты от пола 800 — 900 мм.
Устанавливают разметочные плиты на деревянных столах, домкратах или на кирпичном фундаменте с таким расчётом, чтобы рабочая поверхность плиты находилась строго в горизонтальном положении.
Призма разметочная
Призмы разметочные (Рисунок 2.4) изготавливают с одной и двумя призматическими выемками. По точности различают призмы
нормальной и повышенной точности.
а) Тип I - односторонняя б) Тип II - четырехсторонняя Рисунок 2.4 – Призма разметочная
Призмы нормальной точности изготавливают из сталей марок ХГ и X или из углеродистой инструментальной стали марки У12. Твердость рабочих поверхностей призм должна быть не менее HRC 56. Призмы повышенной точности изготавливают из серого чугуна марки СЧ15-23.
Инструменты для нанесения и накернивания рисок Чертилка
Чертилка является простым инструментом для нанесения контура детали на поверхность заготовки и представляют собой стержень с заостренным концом рабочей части. Изготавливают чертилки из инструментальных углеродистых сталей марок У10А и У12А в двух вариантах: односторонние (Рисунок 2.5, а, б) и двусторонние (Рисунок 2.5, в, г).б)
а)
в) г)
а - односторонняя с кольцом; б - односторонняя с ручкой; в - двусторонняя; г - двусторонняя с ручкой
Рисунок 2.5 – Чертилка. Общий вид
Чертилки изготавливают длиной 100... 250 мм, диаметром 3 -5 мм. Рабочая часть чертилки закаливается на длине 20... 30 мм до твердости HRC 58...60 и затачивается под углом 8...20°. Риски на поверхность детали наносят чертилкой, используя масштабную линейку, шаблон или образец.
При проведении рисок чертилка должна иметь двойной наклон в сторону от линейки (Рисунок 2.6) и другой
по, перемещения чертилки.
Вид сбоку Вид спереди
Рисунок 2.6 – Положение чертилки при нанесении рисок
Проводимые риски будут параллельны кромке линейки, если во время их нанесения не будут изменяться углы наклона чертилки. Чертилку нужно равномерно прижимать к линейке и следить за тем, чтобы линейка плотно прилегала к детали. Риску следует проводить только один раз; она должна быть как можно тоньше, поэтому необходимо следить за тем, чтобы острие чертилки было хорошо заточено.
Рейсмас
Рейсмас используют для нанесения рисок на вертикальной плоскости заготовки (Рисунок 2.7 а,б). Существуют рейсмасы нескольких конструкций.
Для легких
разметочных работ применяют универсальный рейсмус (Рисунок 2.7, а). Он состоит из чугунного основания 1 и шарнирно укрепленной на нем стойки 2, по которой скользит муфта 3, удерживающая иглу- чертилку 4. С помощью винта 5 державку с иглой и муфту закрепляют на стойке в определенном положении. Окончательная установка иглы на точный размер производится микрометрическим винтом 7.а) Универсальный рейсмас
б) Рейсмас с масштабной линейкой
1 - вертикальная масштабная линейка;
2- чертилка, закрепленная на вертикальной стойке
Рейсмас с
масштабной линейкой представляет собой чертилку 2, закрепленную на вертикальной стойке,
установленной на массивном основании. При необходимости нанесения рисок с высокой точностью используют инструмент со шкалой - штангенрейсмас.
Рисунок 2.7 – Рейсмас. Вид общий
Для установки рейсмаса на заданный размер можно использовать блоки концевых мер длины, а если не требуется очень высокая точность разметки, то используют вертикальную масштабную линейку 1 (Рисунок 2.7, б).
Кернер
Кернеры (Рисунок 2.8) применяются для нанесения углубления (кернов) на предварительно размеченных линиях. Это делается для того, чтобы линии были отчетливо видны и не стирались в процессе обработки деталей.
Рисунок 2.8 – Кернер. Вид общий
Кернеры изготовляют из инструментальной углеродистой стали марок У7, У8 длиной 70 — 150 мм и диаметром 6 — 14 мм. Рабочий конец кернера имеет коническую заточку, которая заканчивается острием с углом при вершине 45 — 60° (Рисунок 2.8). Рабочая часть его на длине 20 — 25 мм и ударная на длине 15 мм закаливаются, острие кернера затачивают на шлифовальном станке. Для удобства пользования на средней части кернера предусмотрена накатка.
Кернер берут тремя пальцами левой руки и с наклоном от себя (Рисунок 2.9) острым концом плотно прижимают к намеченной на риске точке так, чтобы коническое острие кернера совпало с серединой риски. Перед ударом молотка кернер ставят в отвесное положение, а затем фиксируют упором пальца в деталь и наносят по кернеру легкий удар молотком весом 50—100 г.
Рисунок 2.9 – приемы кернения
Накернивание следует производить после того, как вся разметка окончена. Кернить в процессе разметки не рекомендуется, так как ударами молотка можно сдвинуть деталь, от чего точность дальнейшей разметки нарушится.
Инструменты для разметки окружности и дуг
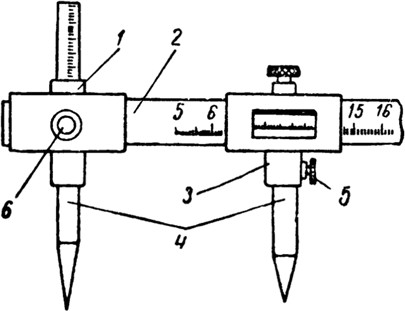
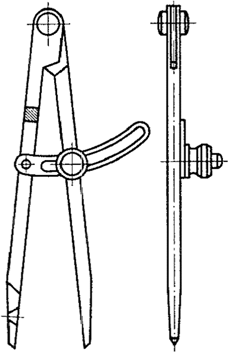
Разметочные циркули применяют для нанесения дуг окружностей и деления отрезков и углов на равные части (Рисунок 2.10).
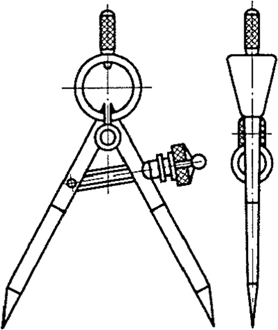
Разметочные циркули изготавливают в двух вариантах: простой (Рисунок 2.10, а), позволяющий фиксировать положение ножек после их установки на размер, и пружинный (Рисунок 2.10, б), применяемый для точной установки размера. Разметочным циркулем можно разметить окружности до 1 мм. Для разметки контуров ответственных деталей используют разметочный штангенциркуль (Рисунок 2.10, в).
а)
Циркуль разметочный простой
б)Циркуль разметочный пружинный
-
– неподвижная ножка; 2 – штанга; 3 – подвижная ножка с нониусом;
4 – сменные иглы;
5, 6 – стопорные винты; в)
Разметочный штангенциркуль
Рисунок 2.10 – Циркуль разметочный. Вид общий
Инструменты для отыскания центров деталей