Файл: Курсовой проект пояснительная записка кп 13. 02. 11. Пм 01. 22. 12. Пз.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 11.01.2024
Просмотров: 149
Скачиваний: 5
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Расчет общего равномерного искусственного освещения в цеху с горизонтальной рабочей поверхностью, выполняется методом коэффициента использования светового потока. Для расчета используем лампы ДРЛ-400 лампа дуговая ртутная люминесцентная, имеющая величину светового потока Фн=19000 лм;
Расчет общего необходимого светового потока F (лм) выполняется по формуле: (14)
 , (14)
, (14)где EH – нормированная освещенность, принимаем EH = 200 лк;
S – площадь помещения, м2, S=62
 110=6860 м2;
110=6860 м2;z – коэффициент неравномерности освещенности, принимаем z = 1,15;
Ks – коэффициент запаса, принимаем Ks = 1,5;
 - коэффициент использования светового потока.
- коэффициент использования светового потока. Лм
ЛмОпределяем коэффициент использования светового потока по формуле: (15)
 , (15)
, (15)где i – индекс помещения, учитывающий его конфигурацию.
Определяем индекс помещения по формуле: (16)
 , (16)
, (16)где A – длина цеха, принимаем А = 110 м;
B – ширина цеха, принимаем В = 62 м;
НР – высота от рабочей поверхности до лампы Hр = 7,15 м;
Высоту от рабочей поверхности до лампы определяем по формуле(17):
 , (17)
, (17)где Н – высота цеха от пола до потолка, принимаем;
hC – высота от потолка до светильника, принимаем hC = 0,5 м;
hP – высота от пола до рабочей поверхности, принимаем hP = 1,2 м.
h = 9−1,5−0,8=7,15 м.
Определяем необходимое число ламп, полученное значение округляем до ближайшего большого целого числа (18):
 , шт, (18)
, шт, (18) шт.
шт.3.2 Разработка схемы освещения цеха
Существуют два способа размещения светильников общего освещения: равномерное и локализованное. При локализованном способе вопрос о выборе места расположения светильника должен решаться индивидуально в каждом конкретном случае в зависимости от характера производственного процесса.
При общем равномерном освещении, а по возможности и при локализованном освещении светильники с лампами накаливания, лампами ДРЛ, ДРИ и натриевыми лампами рекомендуется располагать по вершинам квадратных, прямоугольных (с отношением большей стороны прямоугольника к меньшей не более 1,5) или ромбических (с острым углом ромба, близким к 60°) полей.
Для размещения светильников должны быть известны следующие размеры:
Н − высота помещения, м,Н = 9 м;
H − высота расчетной поверхности над полом, м,h = 1,2 м;
hc − расстояние от светильника до перекрытия (свес), м (принимается в диапазоне 0−1,5 м);
L − расстояние между соседними светильниками в ряду или рядами светильников, м;
Нр − расчетная высота от условной рабочей поверхности до светильника, м, Hр = 7,15 м;
l − расстояние от крайних светильников или рядов светильников до стены, м (принимается (0,3−0,5) L в зависимости от наличия вблизи стен рабочих мест);
А − длина помещения, м, А = 110 м;
Б − ширина помещения, Б = 62 м.
Число рядов светильников определяется по формуле (19):
 , (19)
, (19)
Определение числа светильников в ряду определяется по формуле: (20)
 (20)
(20) .
.Определение расстояния между рядами светильников определяется по формуле (21):
 ,м, (21)
,м, (21) м.
м.Определение расстояния между центрами светильников в ряду определяется по формуле (22):
 ,м, (22)
,м, (22) м.
м.Для прямоугольных помещений проверяется условие (23):
 , (23)
, (23) .
.Из проверки видно, что расстояния между светильниками выбраны верно.
Исходя из результатов расчетов и количества можно сделать вывод, что нам необходимо уменьшить количество рядов и светильников в нем на 8 рядов по 15 светильников в каждом, при этом не уменьшая расстояния между светильниками.
По полученным данным строим схему размещения светильников:
Рисунок 3.6 − Схема размещения светильников в цехе
Освещение исключительно важно для здоровья человека. С помощью зрения человек получает подавляющую часть информации (более 90%), поступающей из окружающего мира. Недостаточное освещение вызывает зрительный дискомфорт, выражающийся в ощущении неудобства или напряженности
4 СПЕЦИАЛЬНАЯ ЧАСТЬ
4.1 Специальное задание − Электропривод расточного станка.
Расточные станки — группа металлорежущих станков, предназначена для обработки заготовок крупных размеров в условиях единичного и серийного производства. На этих станках можно производить растачивание, сверление, зенкерование, нарезание внутренней и наружной резьб, обтачивание цилиндрических поверхностей, подрезку торцов, цилиндрическое и торцовое фрезерование
Главное движение - вращение расточного шпинделя осуществляется от двухскоростного асинхронного двигателя. Частоту вращения шпинделя можно изменять с помощью коробки скоростей и переключения числа пар полюсов двигателя.
Системы управления главным приводом станка обеспечивает:
— Возможность вращения шпинделя в обоих направлениях;
— Рабочий и наладочный режимы;
— Одновременное включение привода шпинделя и насоса смазки;
— Возможность переключения скоростей шпиндельной коробке только при включенном двигателе;
— Принудительное электрическое торможение шпинделя для быстрой остановки;
Виды расточных станков:
— Горизонтально-расточные станки;
— Координатно-расточные станки;
— Алмазно-расточные станки;
— Токарно-расточной станок.
В горизонтально-расточных станках шпиндель располагается горизонтально. Движения, необходимые для выполнения технологического цикла, сообщаются различным узлам станка. Главным движением V станка является вращательно-поступательное движение шпинделя относительно его оси. Движение подачи сообщается либо инструменту, закрепленному в шпинделе, либо заготовке, установленной на столе или приспособлении, которое установлено на столе и. т.п., либо оператору с помощью специальной подвижной подножки, в зависимости от типа обработки.
Вспомогательными движениями в этих станках являются: установочные перемещения шпиндельной бабки в вертикальном направлении, установочные перемещения стола по двум координатам, установочное
движение в горизонтальной плоскости оператора, установочное перемещение задней стойки с люнетом, установочное перемещение люнета на задней стойке, переключение скоростей и подач и т. д.
Координатно-расточные станки предназначены для обработки отверстий с высокой точностью взаимного расположения относительно базовых поверхностей в корпусных деталях, кондукторных плитах, штампах в единичном и мелкосерийном производстве. На станках этого типа выполняют практически все операции, характерные для расточных станков. Ко всему прочему, на координатно-расточных станках можно еще и производить разметочные операции.
Для точного измерения координатных перемещений станки снабжены различными индуктивными, механическими, оптико-механическими и электронными устройствами отсчета, которые позволяют измерять перемещения подвижных узлов с высокой точностью. Станки снабжены универсальными поворотными столами, дающими возможность обрабатывать отверстия в полярной системе координат и наклонные отверстия.
По компоновке станки бывают одностоечными и двухстоечными. Главным движением является вращение шпинделя, а движением подачи — вертикальное перемещение шпинделя.
Установочные движения в одностоечных станках — это продольное и поперечное перемещение стола на заданные координаты и вертикальное перемещение шпиндельной бабки в зависимости от высоты детали. В двухстоечных станках — это продольное перемещение стола, поперечное перемещение шпиндельной бабки по траверсе и вертикальное перемещение траверсы со шпиндельной бабкой.
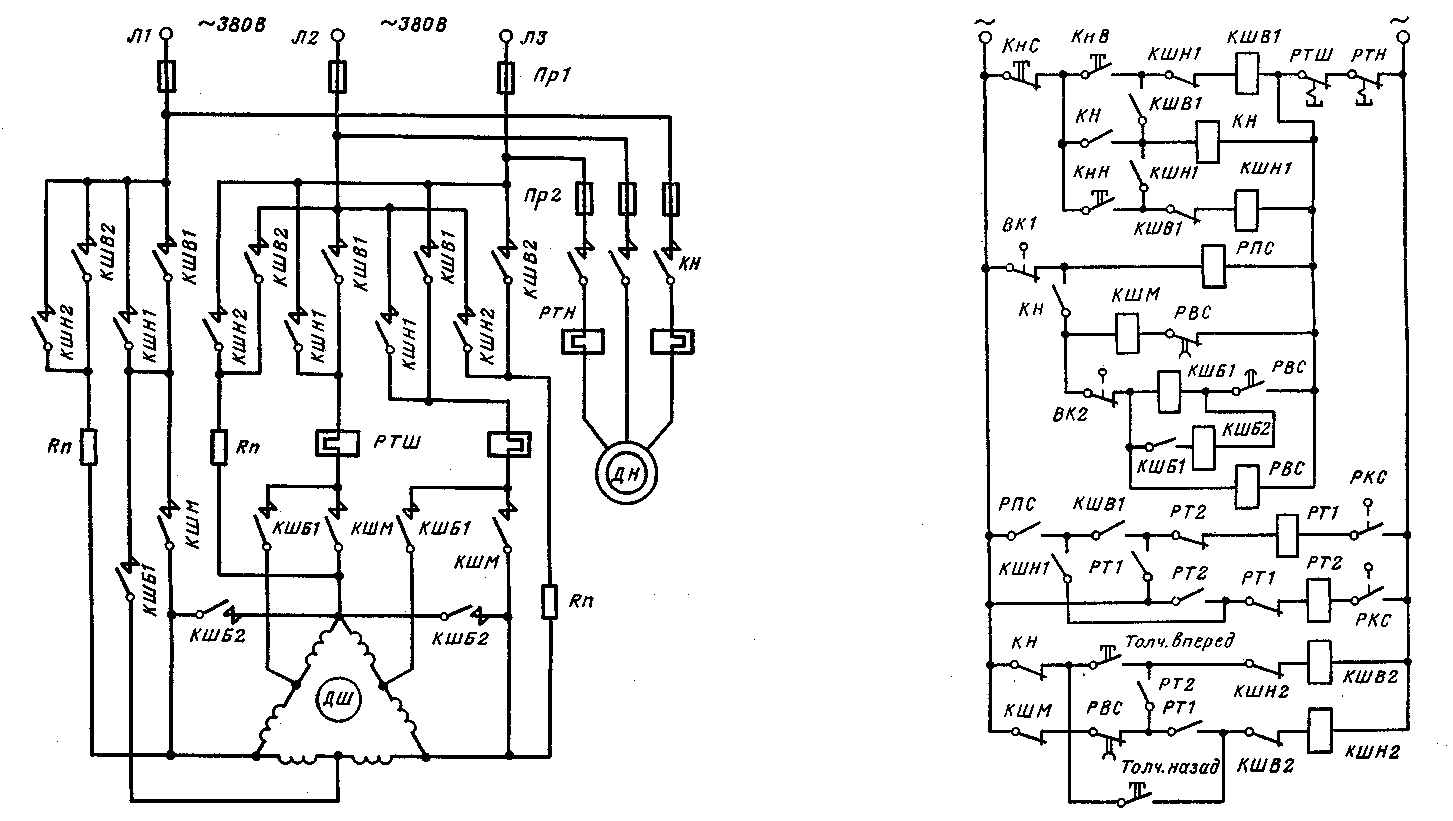
Рисунок 4.7 – Электрическая схема главного привода расточного станка модели 2620
Рассмотрим особенности электрооборудования и работу схемы управления расточного станка модели 2620. Главное движение - вращение расточного шпинделя осуществляется от двухскоростного асинхронного двигателя мощностью 10 кВт от 1460/980 об/мин. Частоту вращения шпинделя можно изменять в пределах 12,5…1600 об/мин с помощью коробки скоростей и переключения числа пар полюсов двигателя.
Система управления главным приводом станка обеспечивает: возможность вращения шпинделя в обоих направлениях; рабочий и наладочный режимы; одновременное включение привода шпинделя и насоса смазки; возможность переключения скоростей в шпиндельной коробке только при отключенном двигателе; принуди тельное электрическое торможение шпинделя для быстрой остановки.
Рассмотрим несколько упрощенную электрическую схему главного привода, показанную на рисунке 7.2. Включение реверсивных контакторов КШВ1 и КШН1 определяет направление вращения двигателя шпинделя ДШ. Его частота вращения задается положением выключателя ВК2, который связан с устройством переключения скоростей в шпиндельной коробке. При разомкнутом контакте ВК2 включен контактор КШМ, обмотка статора соединена в треугольник и двигатель вращается с малой угловой скоростью. Если контакт ВК2 замкнут, то включены контакторы КШБ1 и КШБ2, обмотка статора соединена в двойную звезду и двигатель вращается с большой скоростью.
Переключение скоростей в шпиндельной коробке может производиться только при неподвижном положении шпинделя. Поэтому в начале операции переключения размыкается контакт выключателя ВК1, связанного с механизмом переключения, двигатель тормозится и останавливается. После завершения установки новой скорости нажатие на выключатель ВК1 прекращается, и двигатель вновь пускается.
Рассмотрим работу схемы при условии, что шпиндель станка должен вращаться с большой частотой, т.е. при замкнутом контакте выключателя ВК.2. Нажатием кнопки КнВ включаются контактор КШВ1, контактор КН двигателя насоса смазки ДН, затем реле РПС, реле времени РВС и контактор КШМ. Поэтому двигатель ДШ пускается на меньшую угловую скорость. Через некоторое время реле РВС отключает контактор КШМ и включает контакторы КШБ1 и КШБ2, двигатель теперь будет разгоняться до своей высшей угловой скорости. Во время пуска двигателя реле контроля скорости РКС замыкает свой контакт и включает реле торможения РТ1, которое своим контактом подготавливает цепь катушки контактора КШН2 к последующему процессу торможения.
При нажатии кнопки КнС отключаются контакторы КШВ1, КН, КШБ1, КШБ2, реле РВС я подается питание на катушку контактора КШН2. Этот контактор включается, подавая на статор двигателя напряжение обратной последовательности. Происходит процесс торможения противовключением при введении в цепь статора резисторов Rп, ограничивающих тормозной ток двигателя. Контроль за процессом торможения осуществляет реле РКС, контакт которого в цепи катушки реле РТ1 размыкается при угловой скорости, близкой к нулю. Реле РТ1 теряет питание и отключает контактор КШН2,
Проворот шпинделя при наладочных операциях совершается после нажатия кнопки Толч. вперед или Толя, назад, что вызывает включение контактора КШВ2 или КШН2. В цепь статора вводятся резисторы Rп, ограничивающие пусковой момент и обеспечивающие плавный пуск Привода. При наладочных режимах двигатель насоса смазки ДН не включается.