Файл: 2. 1 Основные узлы и детали токарновинторезного станка.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 12.01.2024
Просмотров: 247
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
2.1 Основные узлы и детали токарно-винторезного станкаНа рис. 1 показан общий вид современного токарно-винторезного станка. Основными узлами станка являются: станина, передняя бабка с коробкой скоростей, задняя бабка, коробка подач с ходовым винтов и ходовым валом, суппорт с фартуком.Станина служит для монтажа на ней всех узлов станка.Передняя бабка служит для передачи вращения обрабатываемой детали. В корпусе передней бабки смонтирована коробка скоростей.Задняя бабка используется при обработке детали в центрах для поддержание ее конца, а также для установки сверла, ценкера и развертки при обработке отверстий.Коробка подач предназначена для передачи вращения ходовому валу и ходовому винту, а также для изменения числа их оборотов с целью получения необходимых подач.Фартук служит для преобразования вращательного движения ходового вала и ходового винта в прямолинейное движение суппорта.Суппорт предназначен для перемещения резца, закрепленного в резцевой головке.Изображенный на рис. 1 станок имеет ходовой вал и ходовой винт и называется токарно-винторезным. Свое название он получил потому, что на нем, помимо всех обычных токарных работ, можно нарезать резьбу резцом. Станок без ходового винта называется просто токарным. На токарном станке можно производить различные токарные работы, кроме нарезания резьбы резцом.2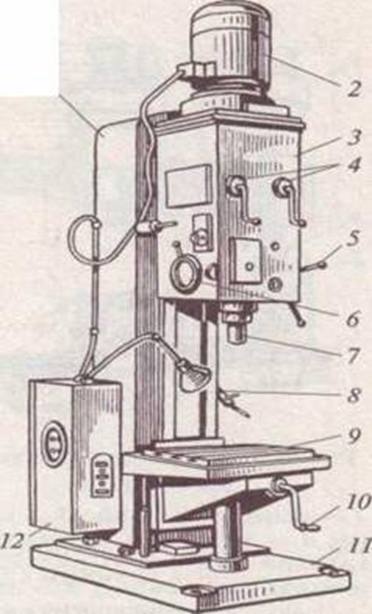 .2 Основные части и механизмы сверлильного станка.Рис. 1. Вертикально-сверлильный станок:1 — колонна (станина); 2 — электродвигатель; 3 — сверлильная головка; 4 — рукоятки переключения коробок скоростей и подач; 5 — штурвал ручной подачи; 6 — лимб контроля глубины обработки; 7 — шпиндель; 8 — шланг для подачи СОЖ; 9 — стол; 10 — рукоятка подъема стола; 11 — фундаментная плита; 12 — шкаф электрооборудования.Бытовая модель – это, как правило, настольный сверлильный станок, который отличается компактными габаритами и устанавливается на поверхности верстака или на любом другом возвышении, которое обеспечивает удобство его использования. В подавляющем большинстве случаев это
.2 Основные части и механизмы сверлильного станка.Рис. 1. Вертикально-сверлильный станок:1 — колонна (станина); 2 — электродвигатель; 3 — сверлильная головка; 4 — рукоятки переключения коробок скоростей и подач; 5 — штурвал ручной подачи; 6 — лимб контроля глубины обработки; 7 — шпиндель; 8 — шланг для подачи СОЖ; 9 — стол; 10 — рукоятка подъема стола; 11 — фундаментная плита; 12 — шкаф электрооборудования.Бытовая модель – это, как правило, настольный сверлильный станок, который отличается компактными габаритами и устанавливается на поверхности верстака или на любом другом возвышении, которое обеспечивает удобство его использования. В подавляющем большинстве случаев это
вертикально-сверлильный станок, устройство которого является наиболее типичным для оборудования подобного назначения.Базовыми элементами сверлильного станка, используемого как в домашних, так и в бытовых условиях, выступают:
Шпиндель фрезерного станка служит для передачи вращения режущему инструменту от коробки скоростей. От точности вращения шпинделя, его жесткости и виброустойчивости в значительной мере зависит точность обработки. Коробка скоростей предназначена для передачи шпинделю станка различных чисел оборотов. Она находится внутри станины и управляется с помощью коробки переключения. Коробка переключения скоростей позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней. Коробка подач обеспечивает получение рабочих подач и быстрых перемещений стола, салазок и консоли.2.4 Основные части и механизмы плоскошлифовального и кругло-шлифовального станков. Круглошлифовальный станок.Станина 1 служит для монтажа всех узлов и механизмов станка. На верхней части станины имеются тщательно обработанные направляющие, по которым совершает возвратно-поступательное движение основной стол 10 вместе со смонтированным на нем поворотным столом 8. Величина угла поворота стола 8 определяет угол конусности шлифуемой детали, она отсчитывается по шкале на градуированной колодке 9, неподвижно закрепленной на правом конце стола 10.На поворотном столе установлена бабка изделия 3, механизмы которой обеспечивают вращение шлифуемой детали с необходимой угловой скоростью, и центровая или задняя бабка 7.На верхней поверхности станины находится также тщательно обработанная площадка для крепления салазок, служащих для монтажа бабки шлифовального круга 6.На переднем торце стола имеется Т-образный паз, в котором закрепляются два упора 5. Относительное расположение этих упоров определяется длиной шлифуемой детали. Рычаг 4, поворачиваясь под действием правого и левого упоров, меняет направление движения стола.Ручное перемещение стола осуществляется маховичком 2, а поперечное перемещение бабки шлифовального круга - маховичком 12. Кнопки пуска и отключения электродвигателей станка размещены на панели 13.Для регулирования скорости возвратно-поступательного движения стола предназначен рычаг 11.Плоскошлифовальный станок.
Анализ технических характеристик плоскошлифовального станка следует начать с изучения его габаритов и массы. Они соответственно составляют 187*155*198 см при весе 2000 кг. Такие параметры обеспечивают максимальную устойчивость оборудования даже при максимальных режимах работы.Согласно классификации по ГОСТ 8-82 оборудованию присвоен класс точности «Н». Максимальный размер обрабатываемых деталей не должен превышать 63*20*32 см. Для работы можно установить расстояние от поверхности стола до оси шпинделя от 8 до 44,5 см. Габариты стола составляют 63*20 см. При этом возможно его продольное смещение на величину 71 см. Изменение скорости перемещения может составлять от 5 до 20 м/мин.
2.5 Основные мерительные инструменты, их точность и область применения.При проведении работ, связанных с изготовлением различных деталей, ремонтных и строительных работ и пр. применяют контрольно-измерительные инструменты. К ручному измерительному инструменту относят такие, как — линейки, рулетки, угольники, штангенинструмент, микрометрический и пр. Большая часть ручного инструмента относится к универсальному измерительному инструменту. Такие изделия можно применять при проведении замеров большей части деталей и узлов.Эксплуатация измерительного инструментаВ нашей стране действует Государственная система обеспечения единства измерений (ГСИ). Среди множества задач, которые она призвана решать можно выделить следующие:
Для контроля громоздких деталей обычно применяется подвижный контроль. При этом деталь проверяется контролером на месте изготовления. Данный метод применяется в том случае, если необходимо использовать специальную или сложную измерительную аппаратуру. Место и условия проверки должны обеспечить ее полноту и надежность.Контроль качества может быть сплошным — проверка каждой единицы продукции и выборочным — проверка определенной части (выборки) из партии изделий.Различают также такие виды контроля, как пооперационный (после каждой операции) и групповой (после группы операций). Пооперационный контроль применяется при выполнении наиболее точных работ, а также в тех случаях, когда качество одной технологической операции существенно влияет на последующую обработку детали. (Например, фрезерование базовой поверхности корпуса редуктора, шлифование точных отверстий во втулках для последующего их хонингования и т. п.).2.7 Слесарный инструмент для размерной обработки деталей: разметки, рубки, гибки и т.п.Разметка, рубка, правка и гибка Слесарная обработка металлов включает в себя такие операции, как разметка, рубка, правка и гибка, а также резка металла ножовкой и ножницами, нарезание внутренней или наружной резьбы, шабрение и соединение деталей с помощью паяния или склеивания.Разметка заготовки Разметка – это процесс нанесения на поверхность заготовки специальных линий (рисок), которые согласно требованиям чертежа определяют места или контуры детали, подлежащие обработке. Разметка создает необходимые условия для получения детали определенной формы и нужных размеров, удаления с заготовок припуска металла до заданных границ и для максимальной экономии материалов. История художественной обработки металла знает множество примеров, когда с помощью разметки и последующим гравированием или насечкой получались настоящие произведения искусства.оруб металла Процесс рубки представляет собой снятие металла заготовки с помощью зубила и молотка. Она производится в тисках, на наковальне или плите.Правка и гибка изделия Правка — это операция, с помощью которой устраняют различные недостатки формы заготовки (неровности, кривизну). Ручная правка выполняется молотком на правильной наковальне или плите, а машинная — на правильных машинах. С помощью гибки заготовке придается заданная форма (при изготовлении петель, скоб, колец, кронштейнов и других изделий). Как и любая другая обработка металла, ручная гибка может производится в тисках с применением слесарного молотка и всевозможных приспособлений. Механизированная гибка осуществляется на гибочных станках и гибочных прессах с ручным и механизированным приводом.
.2 Основные части и механизмы сверлильного станка.Рис. 1. Вертикально-сверлильный станок:1 — колонна (станина); 2 — электродвигатель; 3 — сверлильная головка; 4 — рукоятки переключения коробок скоростей и подач; 5 — штурвал ручной подачи; 6 — лимб контроля глубины обработки; 7 — шпиндель; 8 — шланг для подачи СОЖ; 9 — стол; 10 — рукоятка подъема стола; 11 — фундаментная плита; 12 — шкаф электрооборудования.Бытовая модель – это, как правило, настольный сверлильный станок, который отличается компактными габаритами и устанавливается на поверхности верстака или на любом другом возвышении, которое обеспечивает удобство его использования. В подавляющем большинстве случаев это
вертикально-сверлильный станок, устройство которого является наиболее типичным для оборудования подобного назначения.Базовыми элементами сверлильного станка, используемого как в домашних, так и в бытовых условиях, выступают:
-
шпиндельная бабка, в которой монтируется рабочий патрон, служащий для фиксации режущего инструмента; -
сверлильная головка, конструкция которой включает в себя шпиндельную бабку, приводной электрический двигатель и ременную передачу; -
несущая стойка-колонна, на которой монтируется сверлильная головка оборудования; -
массивная опорная плита, изготовленная методом литья из стали или чугуна (она выполняет две функции: служит надежным основанием для станка и используется для закрепления вертикальной стойки оборудования).
Шпиндель фрезерного станка служит для передачи вращения режущему инструменту от коробки скоростей. От точности вращения шпинделя, его жесткости и виброустойчивости в значительной мере зависит точность обработки. Коробка скоростей предназначена для передачи шпинделю станка различных чисел оборотов. Она находится внутри станины и управляется с помощью коробки переключения. Коробка переключения скоростей позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней. Коробка подач обеспечивает получение рабочих подач и быстрых перемещений стола, салазок и консоли.2.4 Основные части и механизмы плоскошлифовального и кругло-шлифовального станков. Круглошлифовальный станок.Станина 1 служит для монтажа всех узлов и механизмов станка. На верхней части станины имеются тщательно обработанные направляющие, по которым совершает возвратно-поступательное движение основной стол 10 вместе со смонтированным на нем поворотным столом 8. Величина угла поворота стола 8 определяет угол конусности шлифуемой детали, она отсчитывается по шкале на градуированной колодке 9, неподвижно закрепленной на правом конце стола 10.На поворотном столе установлена бабка изделия 3, механизмы которой обеспечивают вращение шлифуемой детали с необходимой угловой скоростью, и центровая или задняя бабка 7.На верхней поверхности станины находится также тщательно обработанная площадка для крепления салазок, служащих для монтажа бабки шлифовального круга 6.На переднем торце стола имеется Т-образный паз, в котором закрепляются два упора 5. Относительное расположение этих упоров определяется длиной шлифуемой детали. Рычаг 4, поворачиваясь под действием правого и левого упоров, меняет направление движения стола.Ручное перемещение стола осуществляется маховичком 2, а поперечное перемещение бабки шлифовального круга - маховичком 12. Кнопки пуска и отключения электродвигателей станка размещены на панели 13.Для регулирования скорости возвратно-поступательного движения стола предназначен рычаг 11.Плоскошлифовальный станок.
Технические характеристики
Анализ технических характеристик плоскошлифовального станка следует начать с изучения его габаритов и массы. Они соответственно составляют 187*155*198 см при весе 2000 кг. Такие параметры обеспечивают максимальную устойчивость оборудования даже при максимальных режимах работы.Согласно классификации по ГОСТ 8-82 оборудованию присвоен класс точности «Н». Максимальный размер обрабатываемых деталей не должен превышать 63*20*32 см. Для работы можно установить расстояние от поверхности стола до оси шпинделя от 8 до 44,5 см. Габариты стола составляют 63*20 см. При этом возможно его продольное смещение на величину 71 см. Изменение скорости перемещения может составлять от 5 до 20 м/мин.
-
Государственный метрологический контроль, включающий в себя поверку средств измерений; утверждение типов средств измерения; выдача лицензий на производство и ремонт средств измерений. -
Метрологический контроль над производством использованием средств измерения, эталонов величин измерения, методиками проведения измерений и другими вопросами, относящимися к средствам и методам измерений.
Для контроля громоздких деталей обычно применяется подвижный контроль. При этом деталь проверяется контролером на месте изготовления. Данный метод применяется в том случае, если необходимо использовать специальную или сложную измерительную аппаратуру. Место и условия проверки должны обеспечить ее полноту и надежность.Контроль качества может быть сплошным — проверка каждой единицы продукции и выборочным — проверка определенной части (выборки) из партии изделий.Различают также такие виды контроля, как пооперационный (после каждой операции) и групповой (после группы операций). Пооперационный контроль применяется при выполнении наиболее точных работ, а также в тех случаях, когда качество одной технологической операции существенно влияет на последующую обработку детали. (Например, фрезерование базовой поверхности корпуса редуктора, шлифование точных отверстий во втулках для последующего их хонингования и т. п.).2.7 Слесарный инструмент для размерной обработки деталей: разметки, рубки, гибки и т.п.Разметка, рубка, правка и гибка Слесарная обработка металлов включает в себя такие операции, как разметка, рубка, правка и гибка, а также резка металла ножовкой и ножницами, нарезание внутренней или наружной резьбы, шабрение и соединение деталей с помощью паяния или склеивания.Разметка заготовки Разметка – это процесс нанесения на поверхность заготовки специальных линий (рисок), которые согласно требованиям чертежа определяют места или контуры детали, подлежащие обработке. Разметка создает необходимые условия для получения детали определенной формы и нужных размеров, удаления с заготовок припуска металла до заданных границ и для максимальной экономии материалов. История художественной обработки металла знает множество примеров, когда с помощью разметки и последующим гравированием или насечкой получались настоящие произведения искусства.оруб металла Процесс рубки представляет собой снятие металла заготовки с помощью зубила и молотка. Она производится в тисках, на наковальне или плите.Правка и гибка изделия Правка — это операция, с помощью которой устраняют различные недостатки формы заготовки (неровности, кривизну). Ручная правка выполняется молотком на правильной наковальне или плите, а машинная — на правильных машинах. С помощью гибки заготовке придается заданная форма (при изготовлении петель, скоб, колец, кронштейнов и других изделий). Как и любая другая обработка металла, ручная гибка может производится в тисках с применением слесарного молотка и всевозможных приспособлений. Механизированная гибка осуществляется на гибочных станках и гибочных прессах с ручным и механизированным приводом.