ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 27.07.2024
Просмотров: 71
Скачиваний: 0
Ковровская государственная технологическая академия имени В.А.Дегтярева
Кафедра технологии машиностроения
МЕТОДИЧЕСКИЕ УКАЗАНИЯ К ЛАБОРАТОРНЫМ РАБОТАМ
по дисциплине «Основы технологических процессов»
Разработал; Любкина Л.Ф.
Ковров 2011
ВВЕДЕНИЕ
Слово «технология» (образованное из двух греческих слов techne — искусство, мастерство, умение и logos— слово, учение) означает науку, систематизирующую совокупность приемов и способов обработки (переработки) сырья, материалов, полуфабрикатов соответствующими орудиями производства в целях получения готовой продукции. В состав технологии включается и технический контроль производства. Важнейшие показатели, характеризующие технико-экономическую эффективность технологического процесса: расход сырья, полуфабрикатов и энергии на единицу продукции; количество и качество получаемой готовой продукции, изделий; уровень производительности труда; интенсивность процесса; затраты на производство; себестоимость продукции, изделий.
С целью закрепления, углубления и обобщения знаний, полученных во время лекционных занятий по дисциплине "Основы технологических процессов, которые должны на практике ознакомить студентов с составлением технологических процессов изготовления деталей машин, применением оснастки, рабочего оборудования, режущего и мерительнного инструментов, научиться пользоваться справочной литературой, ГОСТами, таблицами, нормами и расценками, умело сочетая справочные данные с теоретическими знаниями. Лабораторные работы проводятся в соответствии с учебным планом.
Лабораторная работа №1
ИЗМЕРЕНИЕ ЛИНЕЙНЫХ И УГЛОВЫХ РАЗМЕРОВ АБСОЛЮТНЫМ МЕТОДОМ
Цель работы: научиться определять линейные и угловые размеры деталей машин с помощью штангенинструмента, микрометрического инструмента и угломеров.
Общие сведения
В теории измерений принято пять типов шкал: наименования, порядка, интервалов, отношений и абсолютная.
Классификация видов и методов измерений приведена на рис. 1.
Рис. 1
Абсолютное измерение – это измерение, основанное на прямых измерениях одной или нескольких основных величин и(или) использовании значений физических констант.
Метод измерений – прием или совокупность приемов сравнения измеряемой физической величины с ее единицей в соответствии с реализованным принципом измерений.
Метод совпадений, где разность между сравниваемыми величинами измеряют, используя совпадение отметок шкал или периодических сигналов.
Абсолютные измерения основаны на непосредственном определении значения измеряемой величины по отсчетному устройству измерительного прибора.
Метод абсолютных измерений широко применяется в металлообрабатывающей промышленности для измерения линейных и угловых размеров. При выборе средства измерения нужно иметь в виду, что погрешность измерения должна составлять не более 20…35% от допуска на размер.
Наиболее распространены измерения с помощью штангенинструмента, микрометрического инструмента и нониусных угломеров.
К штангенинструменту относятся: штангенциркули, штанген-глубиномеры, штангенрейсмусы.
По ГОСТ 166-80 штангенциркули делят: на двусторонние с глубиномером ШЦ-I (рис. 2); односторонние с покрытием из твердого сплава; с глубиномером – ШЦ-I; двусторонние – ШЦ-II; односторонние – ШЦ-III (рис. 3).
Пределы измерений и точность отсчета по нониусу штангенциркулей должны соответствовать указанным в табл. 1.
Таблица 1
|
Тип штангенциркулей |
Пределы измерений, мм |
Цена деления нониуса |
|
ШЦ-I, ШЦТ-I |
0…125 |
0,1; 0,02; 0,01 |
|
ШЦ-II, ШЦ-III |
0…160 0…200 0…250 |
0,05…0,1 |
|
ШЦ-III |
0…315 0…400 0…500 250…630 250…800, 320…1000, 500…1250, 500…1600 800…2000 |
0,1
0,1 |
Штангенциркули
Штангенциркуль с обычной шкалой (рис. 2, 3, 4)
Рис. 2: 1 – штанга; 2 – рамка; 3 – зажимающий винт;
4 – нониус; 5 – глубиномер
Рис. 3: 1 – штанга; 2 – рамка; 3 – зажимающий винт; 4 – нониус;
5 – рамка микрометрической подачи
Рис. 4
Более точные результаты дают инструменты с круглой шкалой (цена деления 0,02 мм – рис. 5) и электронные цифровые (цена деления 0,01 мм – рис. 6).
Штангенциркуль с круглой шкалой
Рис. 5
Представленный штангенциркуль имеет следующие характеристики:
-
большой контрастный циферблат;
-
матовохромированная шкала делений;
-
ударозащитный механизм;
-
установка «0» благодаря вращающемуся циферблату и арретиру;
-
закрытая зубчатая штанга;
-
подвижная часть и направляющая из закаленной нержавеющей стали;
-
ступенчатое измерение;
-
ножевые опоры для внутренних измерений;
-
стержень для измерения глубины.
Штангенциркуль цифровой (цена деления 0,01 мм)
Рис. 6
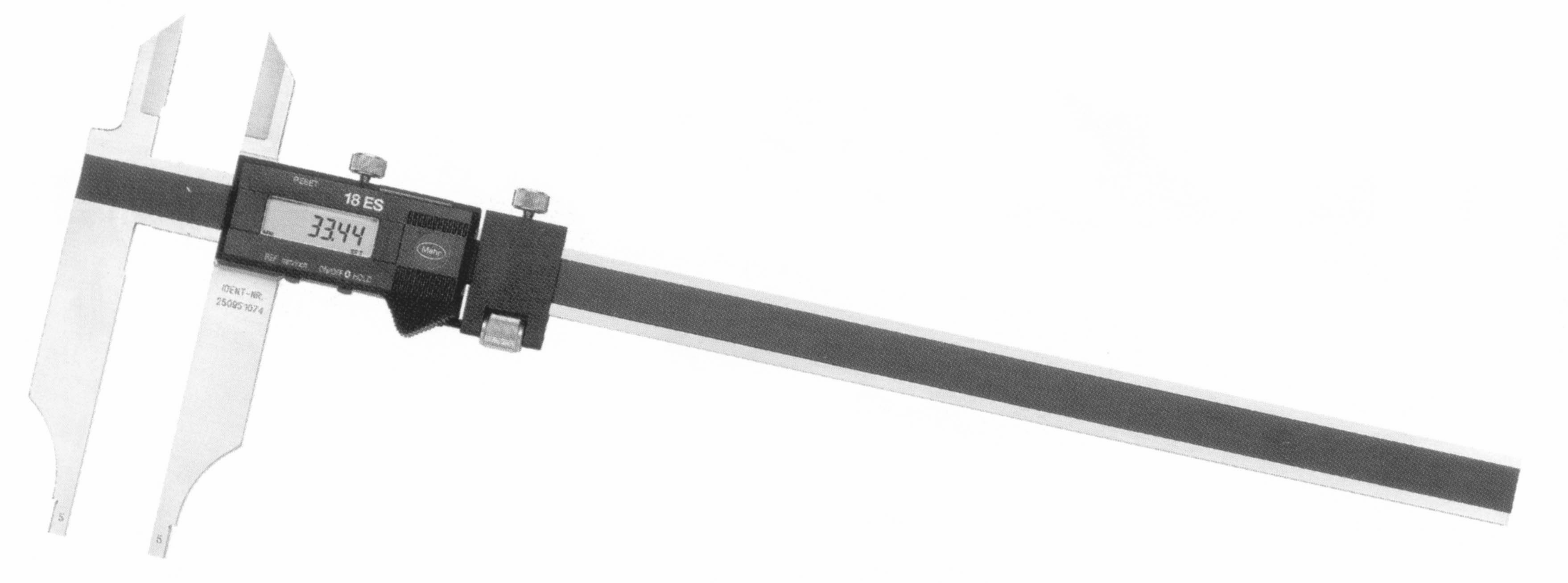
Рис. 7
Штангенглубиномеры
По ГОСТ 162-80 штангенглубиномеры (рис. 8, 9, 10) изготавливаются с параметрами, указанными в табл. 2.
Пример условного обозначения: штангенглубиномер – ШГ-250 ГОСТ 162-80.
Рис. 8. Штангенглубиномер: 1 – рамка; 2 – штанга
Таблица 2
|
пределы измерений, мм |
длина основания, мм |
|
0…160 0…200 0…250 0…315 0…400 |
120 |
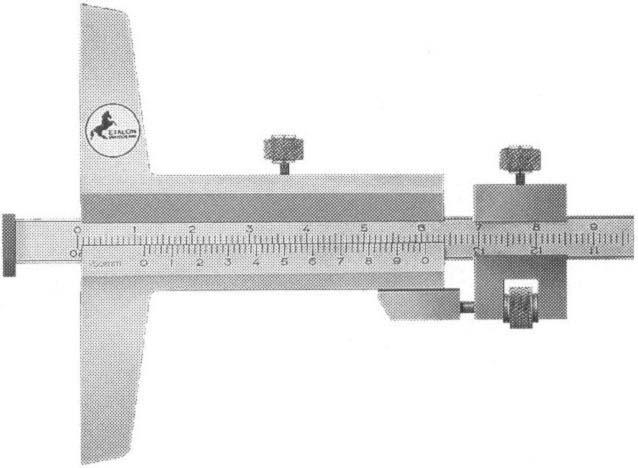
Рис. 9
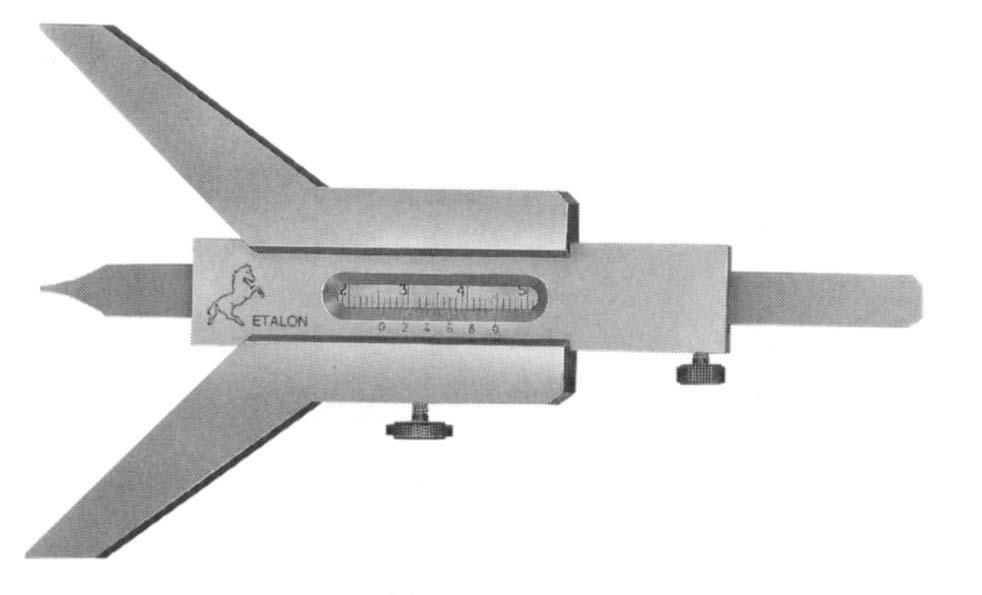
Рис. 10
Штангенрейсмусы
По ГОСТ 164-80 штангенрейсмусы (рис. 11) изготавливаются с пределами измерений, точностью отсчета по нониусу и вылетами ножек, указанными в табл. 3. Пример условного обозначения штангенрейсмуса: ШР 250-0,05 ГОСТ 164-80.

Рис. 11
Таблица 3
|
Пределы измерений, мм |
Цена деления нониуса, мм |
Вылет ножек не менее, мм |
|
0…250 |
0,05 |
50 |
|
40…400 60…630 |
80 |
|
|
100…1000 |
0,1 |
125 |
Для измерений используют электронный вертикальный длиномер и штангенрейсмус (рис. 12), механический вертикальный длиномер и штангенрейсмус (рис. 13), вертикальный длиномер и штангенрейсмус с индикатором часового типа (рис. 14)
|
Рис. 12 |
Рис. 13 |


Данные приборы имеют следующие характеристики:
-
электронный вертикальный длиномер и штангенрейсмус:
– дискретность цифровой шкалы: 0,01 мм / 0,005 дюйма;
– интерфейс RS232;
– обнуление и фиксация значений в любом месте диапазона показаний;
– функция PRESET (предустановка параметров);
– допустимая погрешность: до 600 мм – 30 мкм, 1000 мм – 40 мкм.
Диапазон измерения (мм/дюйм) бывает:
0…300 / 0…12;
0…600 / 0…24;
0…1000 / 0…40.
-
механический вертикальный длиномер и штангенрейсмус:
– с нониусной шкалой;
– цена деления шкалы: 0,02 мм;
– считывание без смещения – шкала с матовым хромированием.
|
Рис. 14 |
Рис. 15
|

