ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 27.07.2024
Просмотров: 74
Скачиваний: 0
-
вертикальный длиномер и штангенрейсмус с индикатором часового типа:
– круглая вращающаяся шкала с ценой деления шкалы 0,01 мм;
– установка показаний на ноль в любом месте диапазона измерения;
– допустимая погрешность: до 200 мм – 30 мкм, 400 мм – 40 мкм, 600 мм – 50 мкм.
На рис. 15 изображен замер высоты детали с использованием высотомера с цифровым дисплеем с ценой деления 0,001 мм и 0,0001 мм / 0,0001 и 0,00001 дюйм.
Определение контролируемых размеров
После сдвига измерительных губок штангенинструмента до соприкосновения с поверхностями детали, расстояние между которыми нужно измерить, определяют число целых делений на шкале штанги, расположенных между нулевыми штрихами шкалы и штанги нониуса. Это число обозначает размер в миллиметрах, количество которых равно порядковому номеру штриха нониуса, совпадающего с каким-либо штрихом шкалы штанги, умноженному на значение отсчета по нониусу:
![]() ,
,
где А – размер; n1 – число целых делений на шкале штанги; i1 – цена деления на шкале штанги; n2 – число целых делений на нониусе; i2 – цена деления нониуса.
При измерении внутренних поверхностей контролируемый замер определяется
А = А1 + Шгубок.
Точность измерения принято считать равной цене деления нониуса.
Микрометры
Микрометры применяются для измерения линейных размеров с точностью до 0,01 мм. Различают следующие типы микрометров:
– гладкие, для измерения наружных размеров изделий (тип МК) – рис. 16;
– листовые, для измерения толщины листов и лент (тип МЛ) – рис. 18;
– трубные, для измерения толщины стенок труб (тип МТ) – рис. 19;
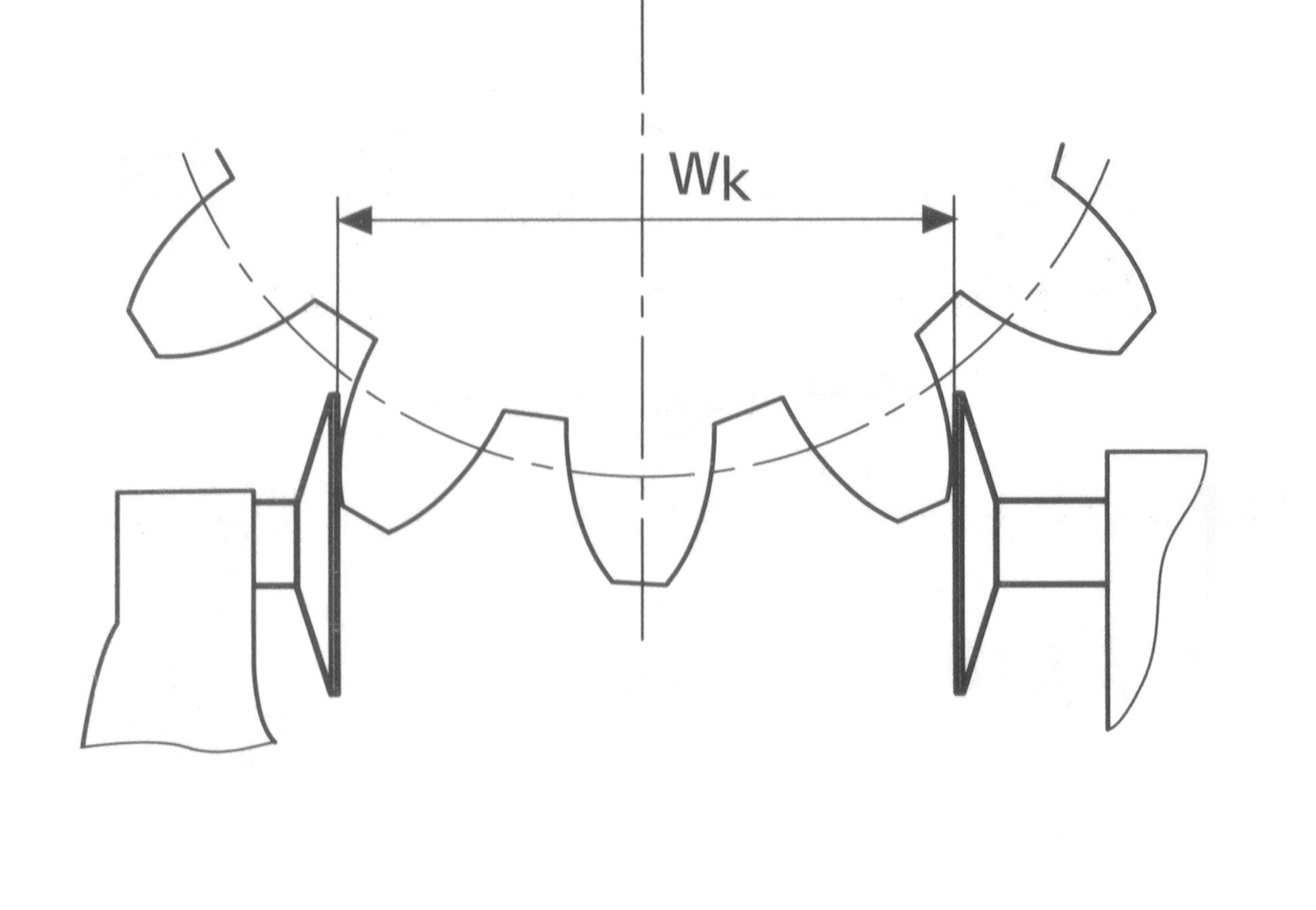
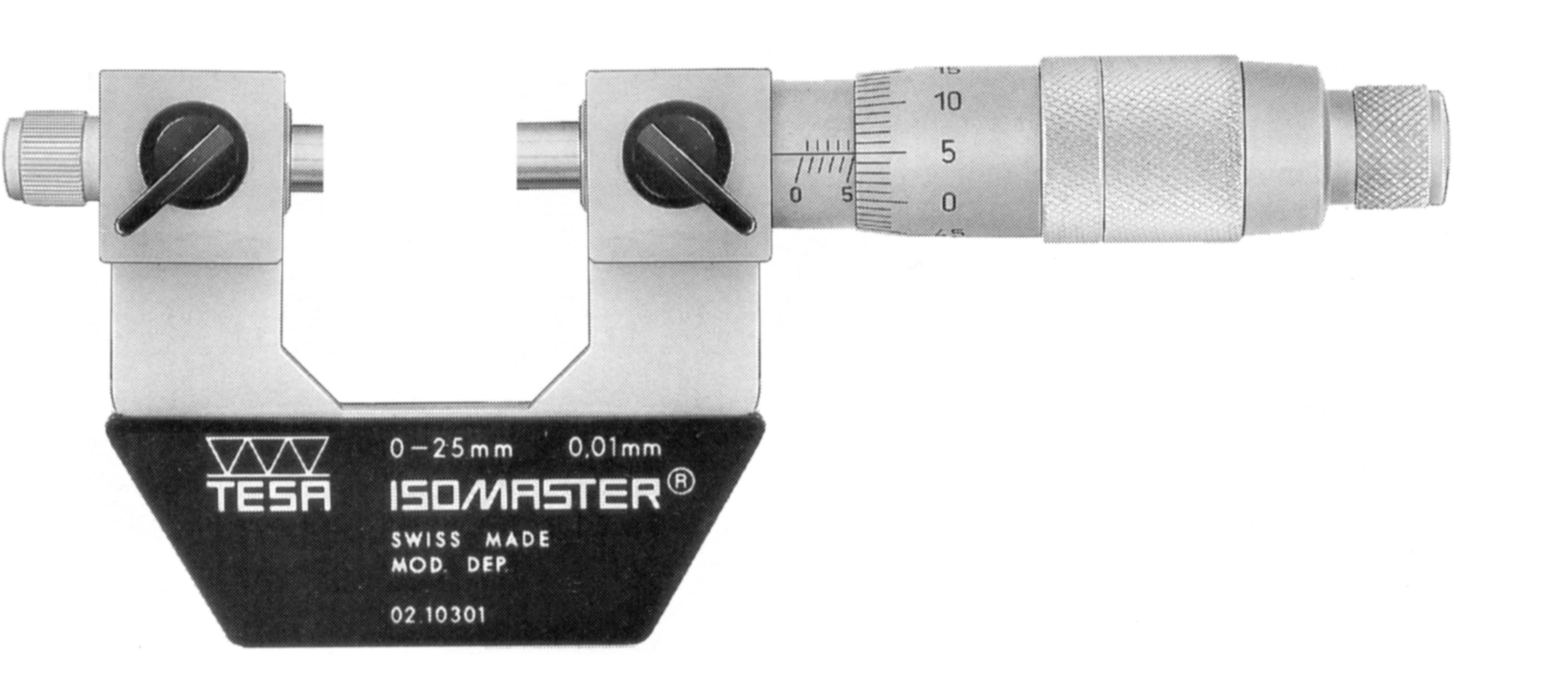
– зубомерные, для измерения длины общей нормали зубчатых колёс (тип МЗ) – рис. 20, а и схема замера – рис. 20, б;
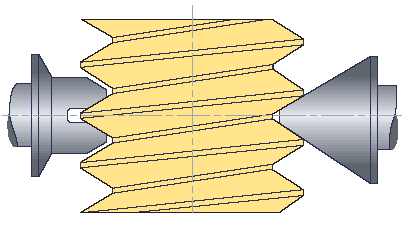
– со вставками для измерения средних диаметров метрических (тип МВМ), трапецеидальных резьб и фасонных деталей (тип МВТ) – рис. 21, а и схема замера – рис. 21, б;
– с плоской прямоугольной измерительной поверхностью, служащей для измерения фрез с разведенными зубьями – рис. 22.
Наибольшее применение нашли гладкие микрометры (рис. 16 и рис. 24 – для больших размеров). Эти микрометры изготавливаются со следующими пределами измерений: 0…25, 25…50, 50…75, 75…100, 100…125, 125…150, 150…175, 175…200, 200…225, 225…250, 250…275, 275…300, 300…400, 400…500, 500…600 мм.
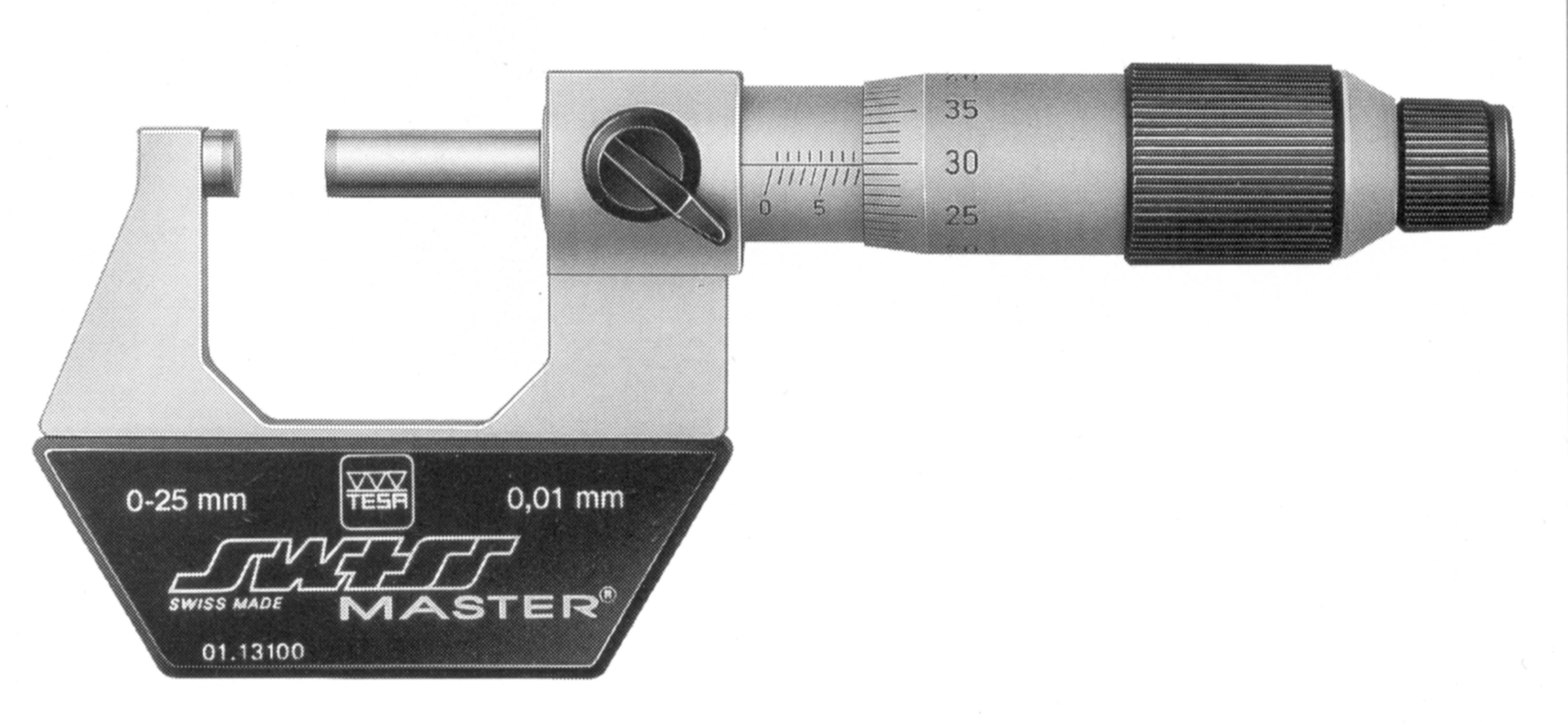
Рис. 16. Микрометр гладкий: 1 – скоба; 2 – пятка; 3 – микрометрический винт; 4 – стопор; 5 – стебель; 6 – барабан; 7 – трещотка
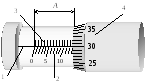
Рис. 17. Схема определения размера при измерении микрометром: 1 – осевая линия; 2 – штрихи основной шкалы; 3 – штрихи дополнительной шкалы;
4 – барабан
На стебле микрометра нанесена (рис. 17) осевая линия 1, под которой расположены штрихи основной шкалы 2 с ценой деления 1 мм. Над осевой линией нанесены штрихи дополнительной шкалы 3, каждый из которых делит пополам расстояние между штрихами основной шкалы. На барабане равномерно по окружности нанесены штрихи шкалы барабана 4. При повороте барабана на один оборот он перемещается в осевом направлении на 0,5 мм. Окружность барабана разделена на 50 делений, каждое из которых соответствует осевому перемещению барабана на 0,01 мм.
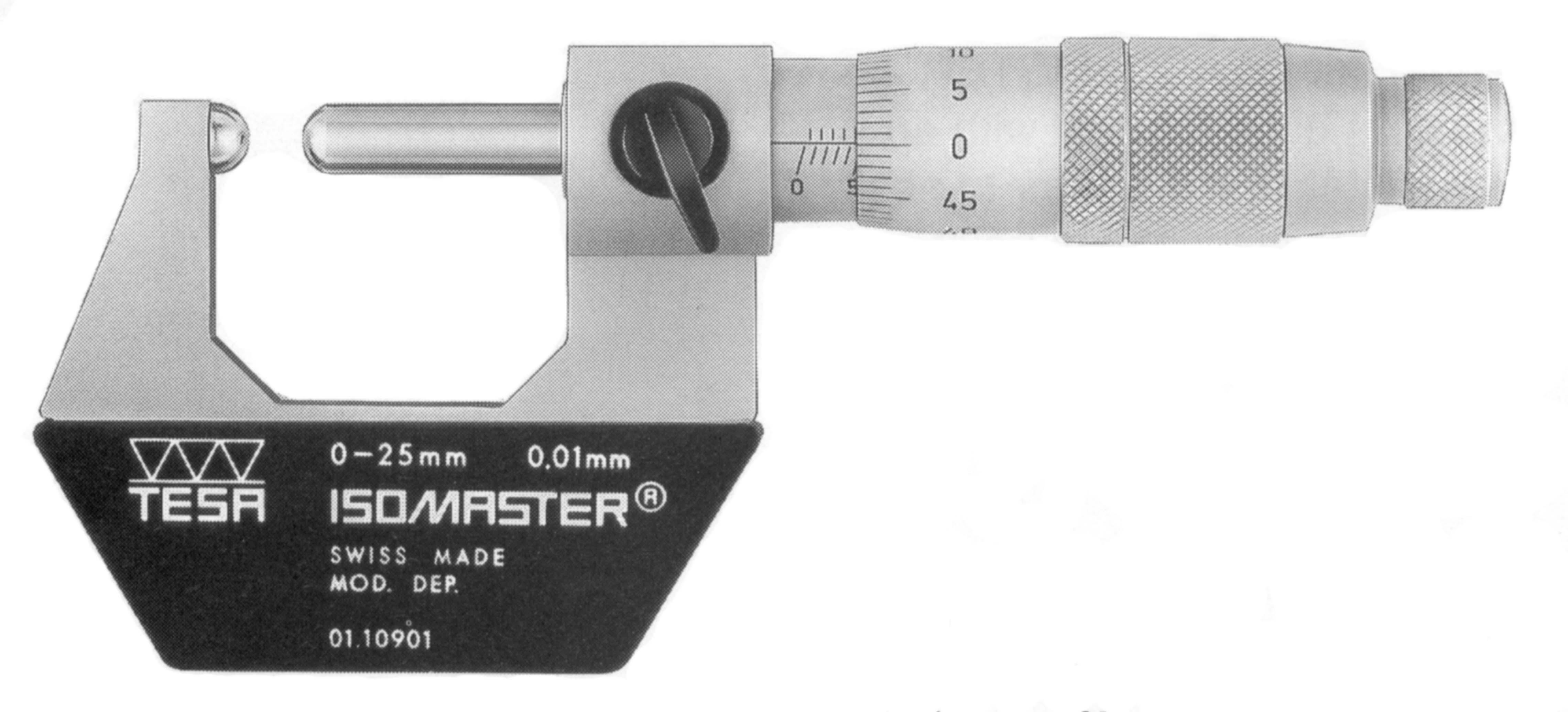
Рис. 18

Рис. 19

а б
Рис. 20

а
б
Рис. 21

Рис. 22
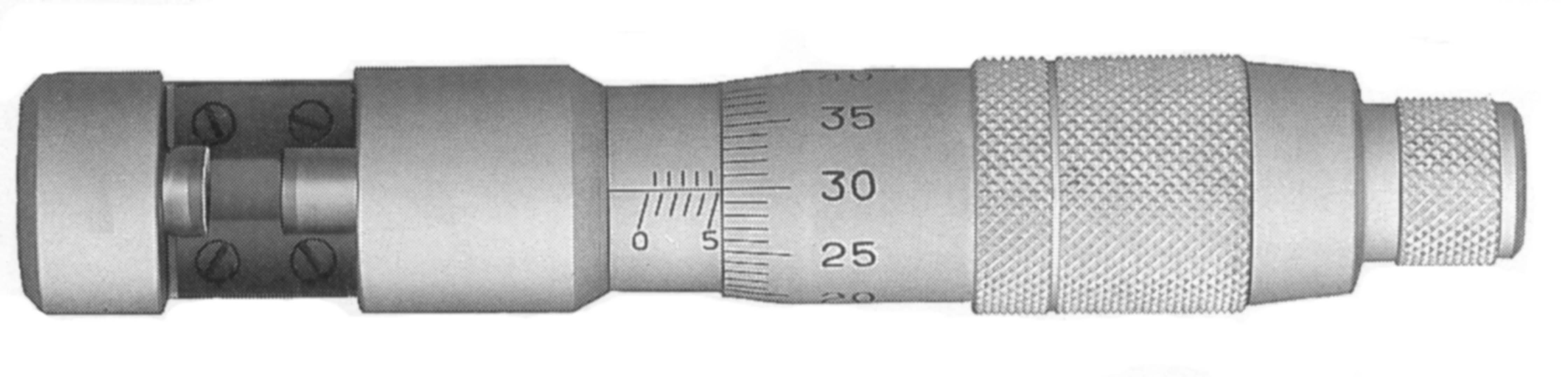
Рис. 23. Микрометрический нутромер

Рис. 24
При измерениях всегда нужно обращать внимание на то, закрывает ли край барабана штрих дополнительной шкалы, расположенной на данном участке основной шкалы. Если закрывает, то размер вычисляется по формуле:
![]() ,
,
где А – размер; n1 – число целых делений основной шкалы, расположенных на участке от нулевого штриха до края барабана; i1, i2 – цена деления основной шкалы и шкалы барабана; n2 – число целых делений шкалы барабана, отсчитанных от нулевого штриха до осевой линии.
Если край барабана не закрывает штрих дополнительной шкалы, то измеренный размер вычисляется по формуле:
![]() ,
,
где 0,5 – расстояние от штриха основной шкалы до соседнего штриха дополнительной шкалы.
Перед работой следует совместить пятку и микрометрический винт и проверить установку на «0» всех шкал микрометра. При несовпадении определить погрешность и учитывать ее при измерениях:
А = Хизм – хс.и.
Угломеры
Угломеры применяют для измерения наружных и внутренних углов. Различают угломеры для измерения наружных углов (тип УМ) (рис. 25) и угломеры для измерения наружных и внутренних углов (тип УН).
На основе нанесена
шкала углов от 0о
до 90о
с ценой деления 1 градус, на нониусе
– шкала от 0о до 60о с ценой
деления
![]() .
соответственно,
точность измерения нониусными угломерами
может быть
.
соответственно,
точность измерения нониусными угломерами
может быть
![]() .
.
Рис. 25. Угломер нониусный типа УМ:
1 – основание; 2 – нониус; 3 – линейка подвижная;
4 – линейка съемная; 5 – линейка неподвижная
Определение измеряемого размера проводится так же, как и при измерении штангенциркулем.
Оборудование и приборы. В работе используются: штангенциркули типов ШЦ-I, ШЦ-II, микрометр – тип МК, угломер – тип УМ, детали машин.
Порядок выполнения работы
-
Изучить методические указания.
-
Изучить конструкцию и методику измерений с помощью штангенциркулей, микрометров и угломеров.
-
Зарисовать эскиз детали в соответствии с заданием (чертежом).
-
Измерить линейные и угловые размеры детали, проставить на чертеже с указанием номера средства измерения.
-
Оформить отчет по работе, который должен содержать:
-
название и цель работы;
-
перечень инструментов и приборов, использованных в работе, с указанием точности и пределов измерения, результаты измерений;
-
эскиз детали в соответствии с заданием;
-
вывод по работе.
Практическая часть Лабораторная работа №1 Измерение линейных и угловых размеров абсолютными методами
Цель работы: Научиться определять линейные и угловые размеры деталей машин с помощью штангенинструмента, микрометрического инструмента и угломера.
Используемый инструмент:
-
Штангенциркуль ШЦ – II – 160 – 0,05 ГОСТ 165-80
-
Штангенглубиномер ШГ – 160 – 0,05 ГОСТ 162-80
-
Штангенрейсмус ШР – 250 – 0,02 ГОСТ 164-80
-
Микрометр МК – 25 ГОСТ 6507 - 78
- 50
-
Определение контролируемых размеров.
Штангенинструмент:
![]() ,
где A – размер;
,
где A – размер;
![]() -
число целых делений на шкале штанги;
-
число целых делений на шкале штанги;
![]() -
цена деления на шкале штанги;
-
цена деления на шкале штанги;
![]() -
число целых делений на нониусе;
-
число целых делений на нониусе;
![]() -
цена деления нониуса.
-
цена деления нониуса.
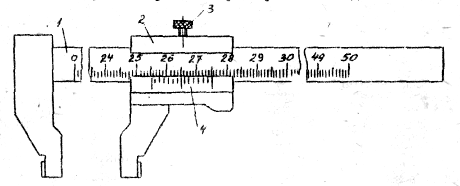
Рис.1 Штангенциркуль ШЦ-III: 1- штанга; 2- рамка; 3- зажимающий винт; 4- нониус