ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 28.07.2024
Просмотров: 307
Скачиваний: 0
СОДЕРЖАНИЕ
Лабораторная работа №1 Абсолютные измерения. Измерение линейных и угловых размеров
3.2. Обработка данных измерений
Определение точности измерения детали
Лабораторная работа № 4 Нормирование и измерение шероховатости поверхностей деталей машин
Нормирование параметра шероховатости Ra
Нормирование отклонений формы и расположения
Нормирование из худших условий сборки
Схемы измерений отклонений формы
Лабораторная работа № 8 Измерение точности зубчатого колеса
Средства для измерения зубчатых колёс
Условие измерения – базирование на средние сечения шеек валов;
Применяемое устройство – ножевые опоры:
1 – измерительная головка;
2 – ножевые опоры
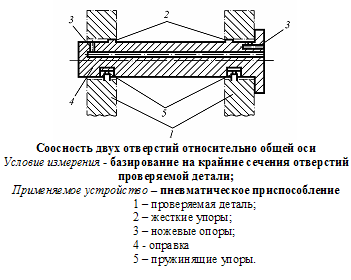
Соосность двух отверстий относительно общей оси
Условие измерения – базирование на крайние сечения отверстий
проверяемой детали;
Применяемое устройство – пневматическое приспособление:
1 – проверяемая деталь;
2 – жесткие упоры;
3 – ножевые опоры;
4 – оправка;
5 – пружинящие упоры
5. Схемы контроля симметричности и разностенности
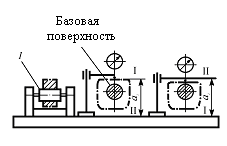
Симметричность поверхностей
Условие измерения – I, II – различные положения детали при контроле;
Применяемое устройство – оправка, центры:
I, II – различные положения детали при контроле;
оправка, центры
1 – оправка
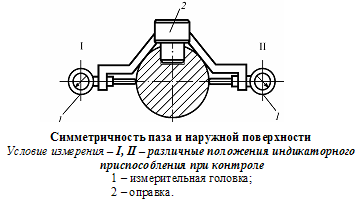
Симметричность паза и наружной поверхности
Условие измерения – I, II – различные положения индикаторного
приспособления при контроле:
1 – измерительная головка;
2 – оправка
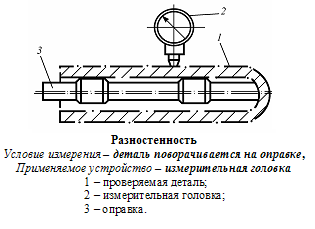
Разностенность
Условие измерения – деталь поворачивается на оправке;
Применяемое устройство – измерительная головка:
1 – проверяемая деталь;
2 – измерительная головка;
3 – оправка
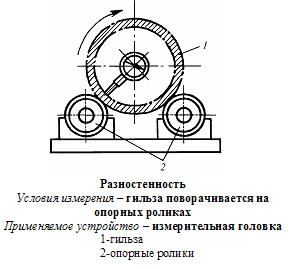
Разностенность
Условие измерения – гильза поворачивается на опорных роликах,
Применяемое устройство – измерительная головка:
1 – гильза;
2 – опорные ролики
Контрольные вопросы
Как измеряются допуски формы и расположения?
Как нормируются допуски формы и расположения?
Как указываются на чертежах допуски формы и расположения?
Что такое зависимый допуск и как он определяется?
В чем разница между допусками расположения в диаметральном и радиальном выражении?
Лабораторная работа № 7
Технические измерения. Выбор средств измерения
Цель работы: научиться выбирать средство измерения в зависимости от точности изготовления детали и вида контроля (производственного, контроля технологических процессов, экспериментальных исследований).
Общие сведения
На точность измерения влияет ряд факторов, вызывающих как систематические, так и случайные погрешности измерения.
Систематической называют составляющую погрешности измерения, которая остается постоянной или закономерно изменяется при повторных измерениях. Постоянные по величине систематические погрешности не влияют на форму кривой распределения величин, а вызывают лишь ее смещение.
Случайной называют составляющую погрешности измерения, которая изменяется случайным образом при повторных измерениях одной и той же величины. Случайные величины неопределенно изменяются по величине и знаку, являются неизбежными и неустранимыми, можно лишь уменьшить их, повышая требования к отдельным технологическим факторам (стабильности условий замера, аккуратности при отсчете и округлении результатов замера и т.п.).
В общем случае погрешность измерения Δизм можно представить в виде:
![]() ,
,
где Δср.и – погрешность средства измерения (включает как систематическую, так и случайную составляющие, определяется при аттестации средства измерения), Δср.и Δд (Δд – максимальная допускаемая погрешность средства измерения); Δот – погрешность отсчёта (включает как систематическую, так и случайную составляющие, определяется расчетом и проверяется экспериментально); Δм – погрешность метода замера (учитывается, если между результатом измерения и процессом измерения отсутствует четкая математическая зависимость); Δи.у – погрешность измерения, вызываемая отличием условий измерений от нормальных, установленных ГОСТ 8.050-73 (включает систематическую и случайную погрешности измерения, например, от руки контролёра, учитывается введением поправочных коэффициентов).
В ряде случаев систематическая погрешность может переходить в разряд случайных.
Например: если при измерениях использовано несколько приспособлений; если ошибка СИ берется не по результатам поверки, а по данным табл. 1 (предельно допустимые погрешности Δд).
По ГОСТ 8.050-73 нормальные условия:
температура окружающей среды – 20 ºC
 5
ºC;
5
ºC;атмосферное давление – 760 мм рт. ст.
 3,5%;
3,5%;относительная влажность – 65
 15% при 20ºC;
15% при 20ºC;
ускорение свободного падения – 9,8 м/с2;
направление линии и плоскости измерения линейных размеров – горизонтальное;
плоскости измерения углов – горизонтальные;
относительная скорость движения внешней среды равна нулю;
значения внешних сил равны нулю.
Допускаемые отклонения указанных параметров в зависимости от точности изготовления указаны в ГОСТ 8.050-73.
Суммарная систематическая составляющая погрешности измерения Δизм.с равна алгебраической сумме систематических погрешностей
![]()
Суммарная составляющая случайных погрешностей измерения:
![]()
При использовании контрольно-измерительных приспособлений возникает .
Составляющая погрешности измерения при использовании контрольно-измерительных приспособлений (при измерении линейных и угловых величин):
![]() ,
,
где Δуэ – погрешность базирования на установочных элементах, вызываемая неточностью их изготовления, определяется измерением при аттестации приспособления (постоянная систематическая составляющая ошибки); Δб – погрешность, вызываемая погрешностью изготовления измерительных баз, учитывается при расчётах Δб по величине допуска Т на изготовление и ввиду соединения (систематическая переменная); Δус – погрешность установки обусловливается наличием микронеровностей, перекосом осей, определяется при многократной повторной установке (случайная величина); Δр – погрешность передаточных устройств (рычагов) определяют расчётным путём и проверяют экспериментально, суммируется алгебраически с учётом знака (систематическая погрешность); Δп – случайная погрешность рычагов; Δум – погрешность изготовления установочных мер, определяется при аттестации мер (систематическая погрешность); Δумс – случайная погрешность изготовления установочных мер; Δз – погрешность закрепления, зависит от приложенной силы закрепления, изменения места приложения (погрешности случайные, независимые).
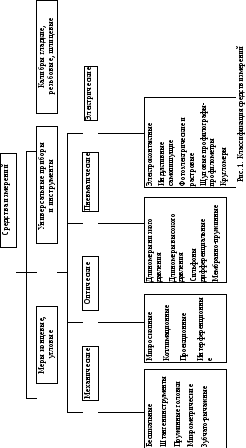
Чем выше требуемая точность контроля, тем полнее следует учитывать и оценивать влияние каждой из составляющих погрешности измерения. На рис. 1 приведена классификация средств измерений.
Выбор средства измерения. Основные принципы выбора средств измерений в машиностроении заключаются в следующем: точность измерений должна быть достаточно высокой по сравнению с заданной точностью выполнения измеряемого размера, а трудоёмкость измерений и их стоимость должны быть более низкими, обеспечивающими высокие производительность труда и экономичность (ГОСТ 14.306-73). Чем больше отношение погрешности измерений Δизм к допуску Т и чем больше отношение допуска к значению технологического разброса, тем большее число деталей будет неправильно забраковано или признано годными.
Для получения требуемой точности контроля пользуются коэффициентом Кт запаса точности измерений.
Допустимая величина суммарной погрешности измерения должна быть меньше допуска контролируемого размера в 2Кт раз:
![]() . (1)
. (1)
В зависимости от вида контроля для измерения линейных и угловых величин величина Кт = 1,5 … 10:
при контроле точности технологических процессов измерения параметров должны проводиться при Кт = 3 … 6 (средством измерения с ценой деления j не менее
 );
);в процессе производства Кт = 2,5 … 1,5; j = (0,2 … 0,3)Т;
при экспериментальных исследованиях Кт = 7…10; j = (0,05…0,2)Т;
при контроле размеров, слабо влияющих на выполнение изделием возложенных на него функций, Кт = 1,5; j = (0,35 … 0,4)Т;
при тарировке приборов Кт = 2,5.
Для контроля литых, кованых и штампованных изделий применяют кронциркули, нутромеры, линейки, для контроля деталей грубой обработки (опиливание, черновая обточка и т.п.) – штангенциркуль с ценой деления 0,1 мм. Повышение точности изготовления однозначно влечёт за собой повышение точности измерений.
Технология контроля определяется также характером производства. В массовом и крупносерийном производстве следует пользоваться калибрами, контрольными приспособлениями и автоматическими средствами контроля. В условиях единичного и мелкосерийного производства целесообразно применять универсальные измерительные средства. Точные измерительные средства применяют во всех видах производств (включая массовое), если требуется определить значения отклонений от правильной геометрической формы и взаимного расположения поверхностей (при отсутствии специальных приспособлений), при наладке станков, а также при особо ответственных измерениях.
В соответствии с
ГОСТ 8.051-81 значения пределов допускаемых
погрешностей
![]() для линейных размеров задаются в
зависимости от допусков и квалитетов
для линейных размеров задаются в
зависимости от допусков и квалитетов![]()
Зависимость ρ от диапазона квалитетов
|
Квалитет |
2 – 5 |
6 – 7 |
8 – 9 |
10 – 16 |
|
Средний коэффициент ρ |
0,35 |
0,3 |
0,25 |
0,2 |
Для ориентировочного (предварительного) выбора универсальных средств измерений в зависимости от размеров изделия и допусков можно воспользоваться рис. 2 (для измерения валов), рис. 3 (для измерения отверстий), рис. 4 (для измерения глубин и высот).
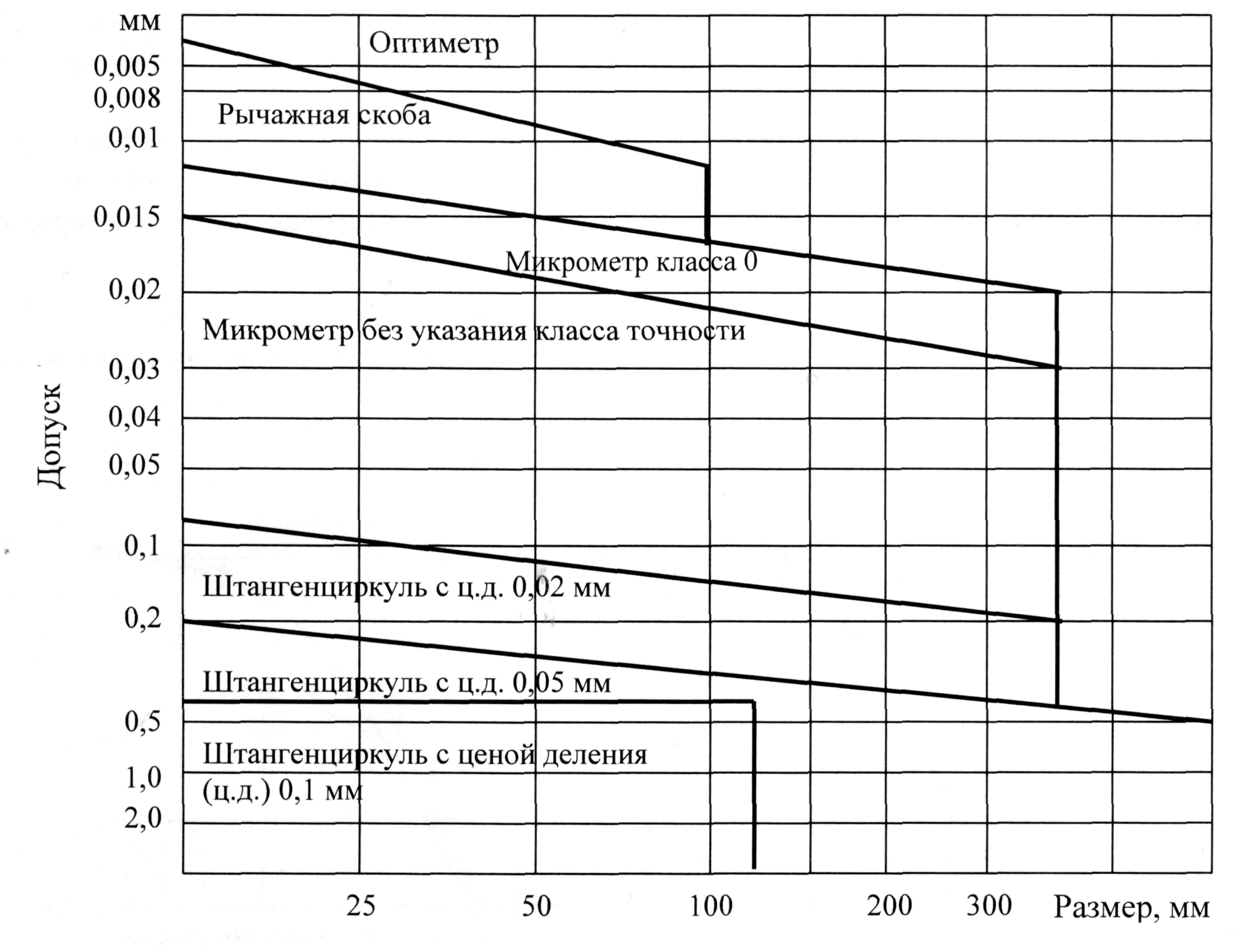
Рис. 2. Номограмма для выбора СИ валов
Для уточнённого выбора подсчётом по формуле (1) находится погрешность измерения (максимально допустимая). Затем по табл. 1 или 2 по найденному значению и заданному размеру выбирается средство измерения.