ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 25.10.2024
Просмотров: 48
Скачиваний: 0
2. Вычисляем среднее арифметическое значение для каждой k-й подгруппы наблюдаемых значений:
 (2.1)
(2.1)
где хi - значение глубины вспашки в каждой подгруппе (выборке);
n - объем выборки (подгруппы).
Среднее арифметическое значение глубины вспашки для первой выборки:

Аналогично определяем средние арифметические остальных выборок. В результате расчета получаем:
х1 = 20,4 см х6 = 19,0 см х11= 20,6 см
х2 = 21,2 см х7 = 20,0 см х12 = 19,5 см
х3 = 20,8 см х8 = 20,2 см х13 = 19,9 см
х4 = 20,6 см х9 = 18,8 см х14 = 21,4 см
х5 = 20,4 см х10 = 19,3 см х15 = 20,8 см
3. Вычисляем средние арифметические значения по всем имеющимся подгруппам данных:
 (2.2)
(2.2)

4. Вычисляем размах Rk в каждой подгруппе:
Rk=xmax - xmin (2.3)
где xmax , xmin - соответственно наибольшее и наименьшее значение глубины вспашки в каждой подгруппе (выборке).
R1= 6,6 см R6= 2,4 см R11= 3,8см
R2= 3,9 см R7= 3,5 см R12= 4,4см
R3= 4,1 см R8= 2,6 см R13= 4,8см
R4= 1,6см R9= 3,9 см R14= 3,5см
R5= 4,6 см R10= 2,6 см R15= 3,3см
5. Вычисляем среднее арифметическое значение размахов R для всех подгрупп данных:
 (2.4)
(2.4)
где k- число выборок (подгрупп); k=15

6. Вычисляем контрольные линии для х-карты.
Центральная линия (Сentral Line):
CL = x (2.5)
CL = x = 20,2 см.
Верхний контрольный предел (Upper Control Limit):
UCL = x+A2R, (2.6)
где А2 - коэффициент, определяемый объемом подгрупп,
UCL = 20,2+0,483*3,7 = 22,0 см.
Нижний контрольный предел (Lower Control Limit):
LCL = x - A2R, (2.7)
LCL = 20,2 - 0,483*3,7 = 18,2 см
7. Вычисляем контрольные линии для R-карты.
Центральная линия (Сentral Line):
CL = R (2.8)
CL = 3,7 см.
Верхний контрольный предел (Upper Control Limit):
UCL = D4R (2.9)
где D4 - коэффициент, определяемый объемом подгрупп,
UCL = 2,004*3,7 = 7,4 см.
Нижний контрольный предел (Lower Control Limit):
LCL = D3R (2.10)
где D3 - коэффициент, определяемый объемом подгрупп,
LCL = 0,027*3,7=0,1см.
8. Строим контрольную карту используя полученные данные. Для удобства дальнейшего использования выполняем совместную х-R карту.


х



22
20
18


10
8
6
4
2
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15



R


























Рисунок 2.1 х-R карта для анализа и статистического управления технологическим процессом вспашки плугом
Как видно по карте одна точка размаха выходит за контрольную границу, это означает, что технологический процесс находится в нестабильном состоянии. Значение средней глубины вспашки находится в пределах контрольных границ это означает, что технологический процесс находится в стабильном состоянии.
3 Разработка структуры документации и плана создания системы менеджмента качества предприятия
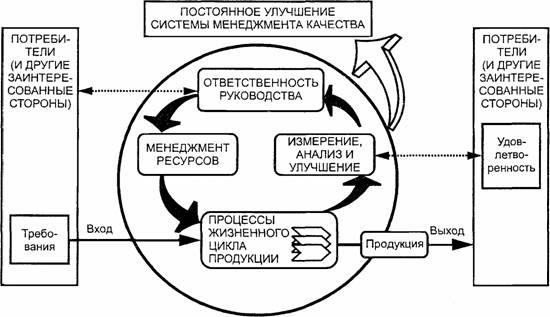
1. Модель системы менеджмента качества, основанной на процессном подходе, которая охватывает все основные требования стандарта ГОСТ Р ИСО 9001-2001, не детализируя их представлена на рисунке 3.1
Условные обозначения:
Деятельность,
добавляющая ценность;
Поток
информации
Рисунок 3.1 Модель системы менеджмента качества, основанной на процессном подходе
2. Структура документации СМК и перечень стандартов организации представлены в табл. 3.1.
Таблица 3.1 Перечень стандартов организации авторемонтного завода
|
Обозначение СТО |
Стандарт организации |
|
Процессы организации СМК |
|
|
СТО СМК 1 |
Организация разработки и совершенствования СМК. |
|
СТО СМК 2 |
Организация функционирования СМК. |
|
Процессы
управления |
|
|
Продолжение таблицы 3.1 |
|
|
СТО СМК 3 |
Организация процессов. |
|
СТО
СМК 4 |
Управление документами и записями. |
|
СТО СМК 5 |
Исследования рынка. |
|
СТО
СМК 6 |
Анализ контракта. |
|
СТО СМК 7 |
Анализ удовлетворенности потребителя в качестве ремонта. |
|
СТО СМК 8 |
Анализ СМК со стороны руководства. |
|
Процессы обеспечения ресурсами |
|
|
СТО СМК 9 |
Управление персоналом. |
|
СТО СМК 10 |
Обеспечение оборудованием. Обеспечение транспортом. |
|
СТО СМК 11 |
Обеспечение программными средствами и связью. |
|
Процессы управления производством |
|
|
СТО СМК 12 |
Планирование ремонтного производства. |
|
СТО СМК 13 |
Закупки материалов и комплектующих для ремонта машин. Контроль закупленной продукции. |
|
СТО СМК 14 |
Документирование производственного процесса ремонта машин. |
|
СТО СМК 15 |
Обслуживание и ремонт производственного оборудования. |
|
СТО СМК 16 |
Идентификация продукции и прослеживаемость. |
|
СТО СМК 17 |
Организация производственного процесса и ремонта. |
|
СТО СМК 18 |
Мониторинг и измерение отремонтированной продукции. |
|
СТО СМК 19 |
Погрузочно-разгрузочные работы, хранение поставка |
|
СТО
СМК 20 |
Метрологическое обеспечение ремонтного производства. |
|
Продолжение таблицы 3.1 |
|
|
Процессы измерения и анализа |
|
|
СТО СМК 21 |
Организация анализа СМК. |
|
СТО СМК 22 |
Внутренний аудит СМК. |
|
СТО СМК 23 |
Управление несоответствующей продукцией. |
|
СТО СМК 24 |
Корректирующие действия. |
|
СТО СМК 25 |
Предупреждающие действия. |
