ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 11.05.2019
Просмотров: 579
Скачиваний: 4

Лабораторная работа
«Разработка технологического процесса сборки печатного узла»
1. Цель работы
Целью работы является получение навыков разработки технологического процесса сборки
печатного узла.
2. Основные сведения из теории
Показатель технологичности и их выбор
Обеспечение технологичности конструкции изделия – это взаимосвязанные решения
конструкторских и технологических задач, направленных на повышение производительности труда,
достижение оптимальных трудовых и материальных затрат и сокращение времени на производство,
техническое обслуживание и ремонт изделия.
Под технологичностью конструкции понимается совокупность ее свойств, обеспечивающая в
заданных условиях производства и эксплуатации наименьшие затраты труда, средств, материалов и
времени при технологической подготовке производства, изготовлении и ремонте изделия.
Оценку комплексных показателей технологичности конструкции осуществляют для:
1) опытного образца (опытной партии);
2) установочной серии;
3)серийного производства.
Рассматривают узлы и блоки, являющиеся сборочными единицами, а в отдельных случаях производят
оценку технологичности изделия в целом. В зависимости от конструктивно-технологических
особенностей сборочные единицы разбивают на группы:
1) электронные блоки (логические, аналоговые и индикаторные, блоки оперативной памяти,
генераторы сигналов, приёмно-усилительные блоки и т.д.);
2) радиотехнические блоки (вторичные и стабилизированные источники питания, выпрямители и
т.д.);
3) электромеханические и механические блоки (механизмы привода, отсчётные устройства,
кодовые преобразователи, редукторы, волноводные блоки и т.д.);
4) коммутационно-распределительные блоки (коммутаторы, коробки распределительные,
переключатели и т.д.).
Наиболее важными показателями технологичности конструкции изделий являются трудоёмкость
изготовления и технологическая себестоимость. Для каждой группы изделий определён состав из семи
базовых показателей. Их выбирают с учётом наибольшего влияния на технологичность конструкции
блоков. Состав базовых показателей, их ранжированная последовательность зависит от вида группы.
Коэффициент весовой значимости показателя определяется по формулам
, где i – порядковый номер показателя в ранжированной последовательности.
1
2
i
i
i

Базовые показатели электронных блоков
Формула для
определения базового
показателя
Коэффицие
нт весовой
значимости
1. Коэффициент использования микросхем и микросборок в блоке
К
и.мс.
= Н
мс
/ Н
эрэ
1
= 1.000
Н
мс
– общее количество микросхем и микросборок в блоке
(изделии), шт;
Н
эрэ
– общее количество ЭРЭ (микросхемы, микросборки,
транзисторы, диоды, резисторы, конденсаторы), шт.
2. Коэффициент автоматизации и механизации монтажа изделий
К
а.м.
= Н
а. м.
/ Н
м.
,
2
= 1.000
Н
а.м
– количество монтажных соединений, которые
осуществляться механизированным и автоматизированным
способом,
Н
м
– общее количество монтажных соединений, шт;
3.Коэффициент автоматизации и механизации подготовки ЭРЭ к монтажу
К
м.п.ЭРЭ
= Н
м.п.ЭРЭ
/Н
ЭРЭ
3
= 0,750
Н
м.п.ЭРЭ
- количество ЭРЭ, подготовка которых к монтажу
может
осуществляться
механизированным
и
автоматизированным способом, шт. Н
м.п.ЭРЭ
– общее
количество ЭРЭ, шт.
4. Коэффициент автоматизации и механизации операций контроля и настройки электрических
параметров
К
м.к.н.
= Н
м.к.н.
/Н
к.н.
,
4
= 0,500
Н
м.к.н.
- количество операций контроля и настройки, которые
можно
осуществлять
механизированным
и
автоматизированным способом, шт (в число таких операций
включаются операции не требующие средств механизации);
Н
к.н.
- общее количество операций контроля и настройки, шт.
5. Коэффициент повторяемости ЭРЭ
К
п.ЭРЭ
= 1 - Н
т.ЭРЭ
/Н
ЭРЭ
5
= 0,310
Н
т.ЭРЭ
- общее количество типоразмеров ЭРЭ в блоке
(изделий), шт. Под типоразмером ЭРЭ понимается габаритный
размер без учета номинальных значений.
6. Коэффициент применяемости ЭРЭ
К
пр.ЭРЭ
= 1-Н
т.ор.ЭРЭ
/Н
ЭРЭ
6
= 0,187
Н
т.ор.ЭРЭ
- количество типоразмеров оригинальных ЭРЭ в
изделии (блоке), шт.
7. Коэффициент прогрессивности формообразования деталей
К
ф
= Д
пр
/Д
7
= 0,110
Д
пр
- количество деталей, полученных прогрессивными
методами формообразования (штамповкой, прессованием,
литьем под давлением и т.п.), шт;
Д - общее количество деталей (без нормализованного
крепежа) в блоке (изделии), шт.
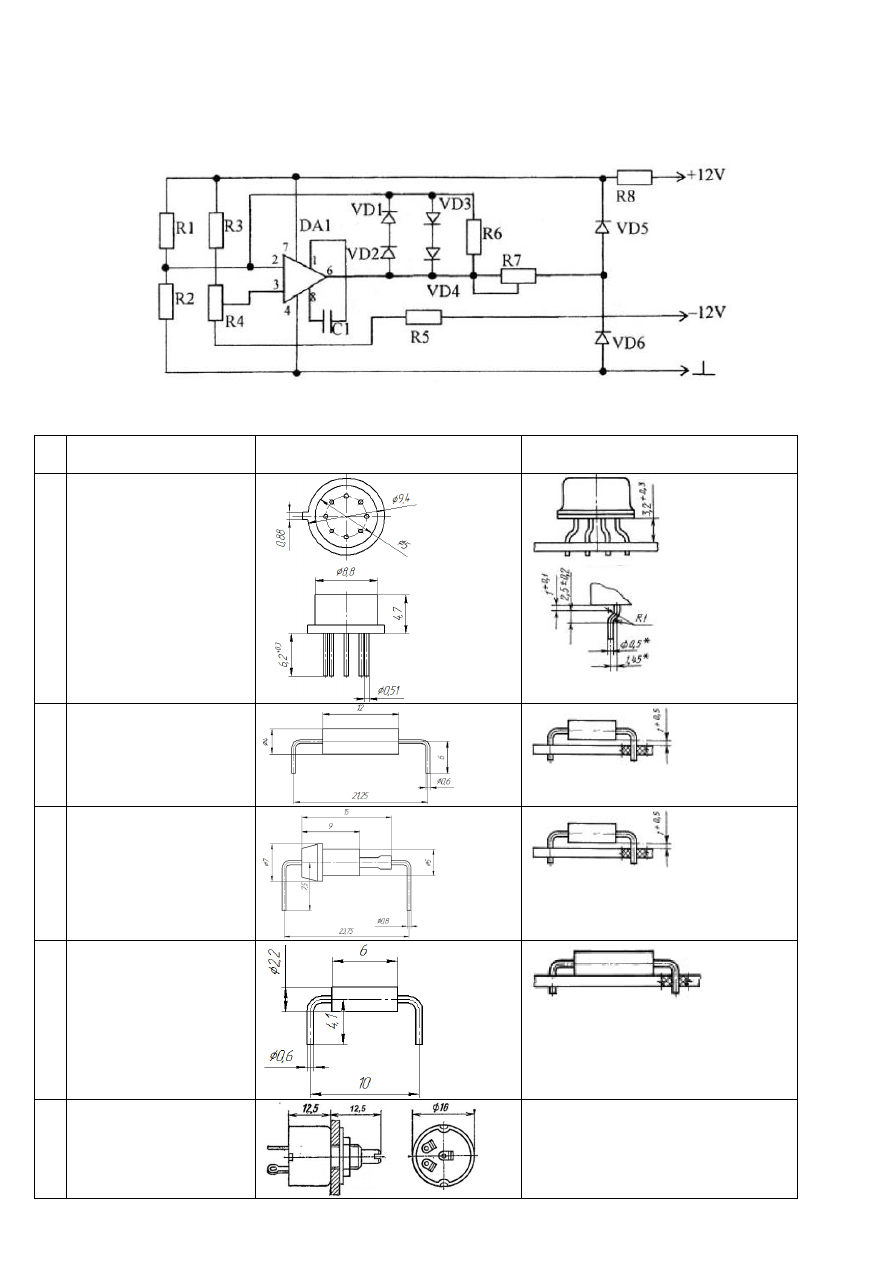
3. Пример выполнения задания
Разработать технологический процесс сборки элементов на печатной плате для электрической принципиально
схемы.
№ Наименование
и
обозначение элемента
Габаритный эскиз
Установочный эскиз
1
DАl
интегральная
микросхема
K153УД2
2
VDl–VD4
Диод
Д223Б
3
VD5–VD6
Диод
KC133A
4
R1, R2, R3, R5 – 5,1
кОм
R6 –100 Oм;
R8 – 3.9 МОм
Резисторы
С2-33-0,125
5
R4 – СП0-0,5-2,2 кОм
R7 – СП0-0,5-51 кОм
Резисторы переменные
не формуются

Форма 1а
Инд. № под.
Подпись и дата
Взам. инв. №
Инв. № дубл. Подпись и дата
ГОСТ 1407-74
№
операций
Лист 1
Листов 4
Содержание перехода
Технологический режим
Приспособление
(код, наименован.)
Инструмент
(код, наименование)
Т
0
1
Список расходных материалов:
1.1
Припой ПОС-61 ГОСТ 21930-76
1.2
Флюс ФКТ
1.3
Спирто-бензиновая смесь (1:1)
1.4
Ветошь
1.5
Лак УР-231 УХЛ 4-9/13 ТУ 6-21-14-90
1.6
Список оборудования и инструментов:
1.7
Приспособление 1
Для формовки микросхем
1.8
Приспособление 2
Для формовки диодов
1.9
Приспособление 3
Для формовки диодов
1.10
Приспособление 4
Для формовки резисторов
1.11
Пинцет
1.12
Кисть
Для промывки ПП
1.13
Кисть
Для нанесения флюса
1.14
Пульверизатор
1.15
Ванна с флюсом
1.16
Ванна с припоем
1.17
Паяльник
2
Подготовительная операция
2.1
Извлечь микросхему DA1 из технологической тары
Пинцет
2.2
Контроль на отсутствие внешних дефектов
2.3
Формовать выводы микросхемы DA1 согласно Эскизу 1 Позиция 1
Приспособление 1
2.4
Извлечь диоды VD1-VD4 из технологической тары
Пинцет
2.5
Контроль на отсутствие внешних дефектов
2.6
Формовать выводы диодов VD1-VD4 согласно Эскизу 1 Позиция 2
Приспособление 2
2.7
Извлечь диоды VD4,VD5 из технологической тары
Пинцет
2.8
Контроль на отсутствие внешних дефектов
2.9
Формовать выводы диодов VD4, VD5 согласно Эскизу 1 Позиция 3
Приспособление 3
Изм. Лист
№ докум.
Подпись
Дата
Изм. Лист Подпись
№ докум.
Дата Изм. Лист
№ докум.
Подпись
Дата
№
пе
ре
хо
д
а

Форма 1а
Инд. № под.
Подпись и дата
Взам. инв. №
Инв. № дубл. Подпись и дата
ГОСТ 1407-74
№
операций
Лист 2
Листов 4
Содержание перехода
Технологический режим
Приспособление
(код, наименован.)
Инструмент
(код, наименование)
Т
0
2.10
Извлечь резисторы R1-R3, R5-R6 из технологической тары
Пинцет
2.11
Контроль на отсутствие внешних дефектов
2.12
Формовать выводы резисторов R1-R3, R5-R6 согласно Эскизу 1
Позиция 4
Приспособление 4
2.13
Извлечь резисторы R4,R7 из технологической тары
Пинцет
2.14
Контроль на отсутствие внешних дефектов
2.15
Лудить выводы микросхемы DA. Припой ПОС-61
Тприпоя=250°С
Ванна с
расплавленным
припоем
2.16
Флюсовать выводы микросхемы DA1 методом окунания. Флюс ФКТ
Т=20°С
Ванна с флюсом
2.17
Лудить выводы диодов VD1-VD4. Припой ПОС-61
Тприпоя=250°С
Ванна с
расплавленным
припоем
2.18
Флюсовать выводы диодов VD1-VD4 методом окунания. Флюс ФКТ
Т=20°С
Ванна с флюсом
2.19
Лудить выводы диодов VD4,VD5. Припой ПОС-61
Тприпоя=250°С
Ванна с
расплавленным
припоем
2.20
Флюсовать выводы диодов VD4,VD5 методом окунания. Флюс ФКТ
Т=20°С
Ванна с флюсом
2.21
Лудить выводы диодов резисторов R1-R3, R5-R6 . Припой ПОС-61
Тприпоя=250°С
Ванна с
расплавленным
припоем
2.22
Флюсовать выводы резисторов R1-R3, R5-R6 методом окунания.
Флюс ФКТ
Т=20°С
Ванна с флюсом
3
Монтажная операция
3.1
Извлечь плату из технологической тары и установить на рабочем столе
3.2
Контроль на отсутствие внешних дефектов
3.3
Промыть ПП спирт-бензиновой смесью (1:1)
Т=20°С
3 ванны с раствором,
кисть, ветошь
3х1,5 мин.
3.4
Сушить ПП
Т=85°С
Сушильный шкаф
5 мин.
3.5
Визуальный контроль на отсутствие внешних дефектов
3.6
Установить ПП на технологическую подставку
Изм. Лист
№ докум.
Подпись
Дата
Изм. Лист Подпись
№ докум.
Дата Изм. Лист
№ докум.
Подпись
Дата
№
пе
ре
хо
д
а