Файл: Методические указания по выполнению практическщй работы по междисциплинарному курсу.doc
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 04.12.2023
Просмотров: 45
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
САНКТ-ПЕТЕРБУРГСКОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ
ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
«ИНДУСТРИАЛЬНО-СУДОСТРОИТЕЛЬНЫЙ ЛИЦЕЙ»
утверждаю
директор спб бпоу «исл»
_____________________и.в. куричкис
_____________________________20__________г.
Методические указания
по выполнению
практическщй работы
по междисциплинарному курсу
МДК.02.01 Техника и технология ручной дуговой сварки (наплавки, резки) покрытыми электродами
«ОПРЕДЕЛЕНИЕ СВАРИВАЕМОСТИ СТАЛИ»
По профессии среднего профессионального образования
15.01.05 сварщик (ручной и частично механизированной сварки ( наплавки))
Санкт-Петербург
2016
СОДЕРЖАНИЕ
1. Основные теоретические положения 3
2. Порядок выполнения работы 6
3. Содержание отчета 6
ПРИЛОЖЕНИЯ Таблица 3. Химический состав сталей 7
4. Исходные данные 8
5. Вопросы тест-задания 9
ЦЕЛЬ РАБОТЫ:
-
определение свариваемости стали; -
оценка склонности металла к появлению горячих и холодных трещин; -
определение необходимости подогрева перед, во время и после сварки,; -
определение структуры стали.
1. Основные теоретические положения.
Свариваемость стали определяется химическим составом стали. Химический состав и механические свойства каждой марки стали определяются ГОСТом. При изготовлении машин и аппаратов для химических производств сварке подвергаются детали, изготовленные, в основном, из конструкционных низкоуглеродистых, средне- и низколегированных прокатных и литых сталей.
Основное влияние на свариваемость стали оказывает углерод. По его содержанию в стали определяется, к какой группе по свариваемости относится данная сталь.
Для оценки склонности металла к появлению холодных трещин чаще всего используется углеродный эквивалент, которым можно пользоваться как показателем, характеризующим свариваемость, при предварительной оценке последней. Наиболее распространенным и приемлемым для легированных сталей является следующее уравнение:
Сэ = С + Mn/6 + Si/24 + Cr/5 + Ni/40 + Mo/4 + V/14 + Cu/13 + P/2 (1)
где С, Мn, Si, Ni, Сг, Мо, V, Cu, P — процентное содержание соответственно углерода, марганца, кремния, никеля, хрома, молибдена, ванадия, меди, фосфора.
Содержание
легирующих элементов, кроме С и Р уменьшить в 100 раз.
Вероятность появления при сварке горячих трещин можно определить по показателю Уилкинсона (H.C.S):
Условием появления горячих трещин является Н.С.S. > 2. Так, например, при обычной сварке низколегированной стали трещины начинают возникать при Н.С.S. = 4.
Если оценка свариваемости (табл.1.) по показателю Сэ указывает на склонность стали к появлению холодных трещин, то необходимо предусмотреть предварительный подогрев детали.
Температуру подогрева, °С, можно определить по формуле:
где Соб - общий углеродный эквивалент,
Соб = Сэ + 0,005δ•Сэ,
где δ - толщина металла свариваемой детали, мм.
Температура сопутствующего сварке или наплавке подогрева зависит от материала изделия и колеблется в среднем от 250 до 400° С.
Таблица 1. Классификация сталей по свариваемости
| Группа сталей | Свариваемость | Эквивалент Сэ, % | Технологические меры | |||
| подогрев | термообработка | |||||
| перед сваркой | во время сварки | перед сваркой | после сварки | |||
| 1 (сваривается любыми способами без применения особых приемов) | Хорошая | < 0,25 | - | - | - | Желательна |
| 2 (требует строгого соблюдения режимов сварки, специальных присадочных материалов, тщательной подготовки кромок) | Удовлетворит | 0,25 - 0,35 | Необходим | - | Желательна | Необходима |
| 3 (склонность к трещинам в шве и околошовной зоне, требуется подогрев до 250°C-400°C) | Ограниченная | 0,35 - 0,45 | Необходим | Желателен | Необходима | Необходима |
| 4 (склонность к трещинам, низкая прочность шва, требуется предварительный и сопутствующий подогрев, термообработка перед сваркой и после сварки) | Плохая | > 0,45 | Необходим | Необходим | Необходима | Необходима |
В отдельных случаях при больших значениях углерода требуется подогрев перед сваркой (табл.2).
Таблица 2. Рекомендуемые режимы подогрева перед сваркой.
| С т а л ь | Рекомендуемый режим подогрева, оС |
| Низкоуглеродистая (до 0,22% С) | 120 – 150о (на многослойных швах, при сварке толщин более 40мм) |
| Среднеуглеродистая (0,23 – 0,45% С) | 150 – 300о |
| Высокоуглеродистая | 300 – 450о |
| Низколегированная | 200 – 250о |
| Легированная конструкционная | До 400о |
| Теплоустойчивая | 250 – 400о |
| Жаропрочная аустенитная | без прогрева |
| Коррозионно-стойкая неаустенитного класса | До 400о |
На работоспособность конструкции при заданных условиях работы влияет химический состав и структура стали. Структуру стали определяют по диаграмме Шеффлера (рис. 1.)по эквивалентному содержанию Ni и Cr;
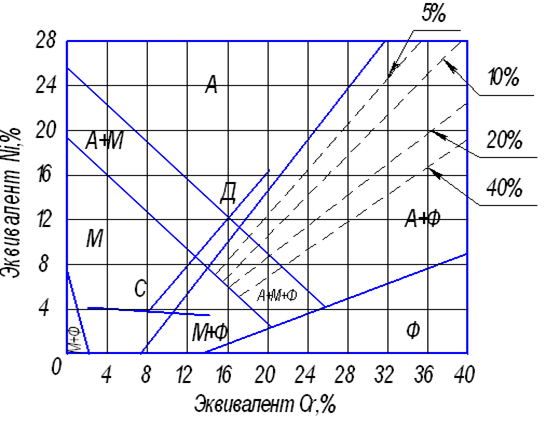
Рисунок 1.Диаграмма Шеффлера
Niэкв= Ni+30C+0,5Mn+30N, (4)
Crэкв= Cr+Mo+1,5Si+0,5Nb+V. (5)
2. Порядок выполнения работы.
-
Выбрать марку стали и исходные данные согласно указанного преподавателем варианта (см. приложение: Таблица 4). -
Выписать из таблицы 3 (см. приложение) химический состав заданной стали в виде таблицы
Таблица. Химический состав стали
| Марка стали | ГОСТ | Содержание элементов, % | |||||||
| C | Si | Mn | Cr | Ni | Cu | P | S | ||
| | | | | | | | | | |
-
Определить свариваемость стали, используя формулу 1 и таблицу 1. -
Оценить склонности металла к появлению холодных трещин, используя таблицу 1. -
Оценить склонности металла к появлению горячих трещин, используя формулу 2. -
Если оценка свариваемости указывает на склонность стали к появлению холодных трещин, то необходимо определить предварительную температуру подогрева перед сваркой по формуле 3, и выписать из таблицы 1 рекомендации по термообработке во время и после сварки. -
Определить структуру стали используя формулы 4 и 5, а также диаграмму Шеффлера (рис.1). -
Сделать вывод о проделанной работе. -
Ответить на вопросы тест-задания.
3. Содержание отчета.
-
Таблица химического состава заданной стали. -
Расчеты для определения свариваемости стали и по оценке склонности стали к появлению горячих и холодных трещин. -
Рекомендации по термообработке до сварки, во время и после сварки -
Краткие выводы. -
Ответы на тест-задание.
Приложение Таблица 3. Химический состав сталей
| Марка стали | ГОСТ | Содержание элементов, % | ||||||
| C | Si | Mn | Cr | Ni | Cu | Другие элементы | ||
| Cт3пс | 380-94 | 0,14-0,22 | 0,05-0,17 | 0,40-0,85 | <0.3 | <0.3 | <0.3 | S-0,05 P-0.04 |
| 20 | 1050-88 | 0.17-0.24 | 0.17-0.37 | 0.35-0.65 | <0,25 | <0,25 | <0,25 | S-0,040 P-0,040 |
| 45 | 1050-88 | 0,42-0,50 | 0,17-0,37 | 0,50-0,80 | 0,25 | 0,30 | | S-0,040 P-0,035 |
| 09Г2 | 19281-89 | <0.12 | 0,17-0,38 | 1,40-1,80 | <0.3 | <0.3 | <0.3 | S-0,040 P-0,035 |
| 09Г2С | 19281-89 | <0,12 | 0,50-0,80 | 1,30-1,70 | <0.3 | <0.3 | <0.3 | S-0,040 P-0,035 |
| 14Г2 | 19281-89 | 0,12-0,18 | 0,17-0,37 | 1,20-1,60 | <0.3 | <0.3 | <0.3 | S-0,040 P-0,035 |
| 12ГС | 19281-89 | 0.09-0.15 | 0.5-0.8 | 0.8-1.2 | <0.3 | <0.3 | <0.3 | S-0,040 P-0,035 |
| 16ГС | 19281-89 | 0.12-0,18 | 0,4-0,7 | 0,9-1,2 | <0.3 | <0.3 | <0.3 | S-0,040 P-0,035 |
| 17ГС | 19281-89 | 0,14-0,20 | 0,40-0,60 | 1,0-1,40 | <0.3 | <0.3 | <0.3 | S-0,040 P-0,035 |
| 10Г2С1 | 19281-89 | <0,12 | 0.9-1.2 | 1,30-1,65 | <0.3 | <0.3 | <0.3 | S-0,040 P-0,035 |
| 10ХСНД | 19281-89 | <0,12 | 0,80-1,10 | 0,50-0,80 | 0,6-0,9 | 0,5-0,8 | 0,4-0,6 | S-0,040 P-0,035 |
| 14Г2АФ | 19281-89 | 0.12-0.18 | 0.3-0.5 | 1,2-1,6 | <0.4 | <0.3 | <0.3 | V-0.07- 0.12 S-0,040 P-0,035 |
| 30Х | 4543-71 | 0.24-0.32 | 0.17-0.37 | 0.5-0.8 | 0.8-1.1 | <0.3 | <0.3 | S-0,035 P-0,035 |
| 40Х | 4543-71 | 0,36-0,44 | 0,17-0,37 | 0,50-0,80 | 0,80-1,10 | | | S-0,035 P-0,035 |
| 40ХН | 4543-71 | 0,36-0,44 | 0,17-0,37 | 0,50-0,80 | 0,45-0,75 | 1,00-1,40 | | S-0,035 P-0,035 |
| 14ХГС | 4543-71 | 0,11-0,16 | 0,4-0,7 | 0,9-1,3 | 0,5-0,8 | <0.3 | <0.3 | S-0,040 P-0,035 |
| 20ХГС | 4543-71 | 0.17-0.23 | 0.9-1.2 | 0.8-1.1 | 0.8-1.1 | <0.3 | <0.3 | S-0,025 P-0.025 |
| 12ХН2 | 19281-89 | 0.09-0.16 | 0.17-0.37 | 0.3-0.6 | 0.6-0.9 | 1.5-1.9 | | S-0,035 P-0.035 |
| 15ХСНД | 19281-89 | 0.12-0.18 | 0.4-0.7 | 0.4-0.7 | 0.6-0.9 | 0.3-0.6 | 0.2-0.4 | S-0,040 P-0,035 |
| 15ХМА | 4543-71 | 0,11-0,18 | 0,17-0,37 | 0,40-0,70 | 0,80-1,10 | <0.3 | <0.3 | Мо-0,40-0,55 S-0,035 P-0.035 |
| 30ХМ | 4543-71 | 0,26-0,34 | 0,17-0,37 | 0,40-0,70 | 0,80-1,10 | 0,30 | <0.3 | Мо-0,15- 0,25 Р-0,035 |
| 12Х18Н9Т | 19281-89 | 0.12 | <0.8 | 2 | 17-19 | 8-9,5 | <0.3 | S-0,02 P-0,038 |
| 20ХН3А | 19281-89 | 0.17-0.24 | 0.17-0.37 | 0.3-0.6 | 0.6-0.9 | 2.75-3.15 | <0.3 | S-0,025 P-0.025 |
4. Исходные данные
δ = 10 мм – для всех вариантов
Таблица 4.Исходные данные
| Вариант | Марка стали | № вопросов теста |
| 1 | 15ХМА | 1,5,8,10,20 |
| 2 | 30ХМ | 2,6,11,15,19 |
| 3 | 12Х18Н9Т | 3,7,12,16,18 |
| 4 | 20ХН3А | 4,9,13,17,20 |
| 5 | 09Г2 | 5,7,13,17,19 |
| 6 | 09Г2С | 1,6,12,17,20 |
| 7 | 14Г2 | 2,7,13,15,18 |
| 8 | 12ГС | 3,9,12,14,17 |
| 9 | 16ГС | 4,6,11,16,19 |
| 10 | 17ГС | 1,3,7,10,15 |
| 11 | 10Г2С1 | 2,5,13,16,18 |
| 12 | Cт3пс | 3,6,14,17,20 |
| 13 | 20 | 4,7,12,15,19 |
| 14 | 45 | 1,5,7,10,17 |
| 15 | 09Г2 | 2,4,11,13,16 |
| 16 | 09Г2С | 3,5,9,12,15 |
| 17 | 14Г2 | 4,8,14,17,20 |
| 18 | 12ГС | 5,7,10,15,17 |
| 19 | 16ГС | 6,8,11,13,19 |
| 20 | 17ГС | 1,3,9,12,18 |
| 21 | 10Г2С1 | 2,4,10,11,16 |
| 22 | 10ХСНД | 3,7,13,14,20 |
| 23 | 14Г2АФ | 4,8,12,15,19 |
| 24 | 30Х | 1,4,9,11,17 |
| 25 | 40Х | 4,9,13,17,20 |
| 26 | 40ХН | 5,7,13,17,19 |
| 27 | 14ХГС | 1,6,12,17,20 |
| 28 | 20ХГС | 2,7,13,15,18 |
| 29 | 12ХН2 | 3,9,12,14,17 |
| 30 | 15ХСНД | 4,6,11,16,19 |