Файл: Диплом Автоматизация производства пожаробезопасного термоформируемого пенопласта.pdf
ВУЗ: Нижегородский государственный технический университет
Категория: Дипломная работа
Дисциплина: Автоматизация
Добавлен: 28.11.2018
Просмотров: 5131
Скачиваний: 117
Лист
№ докум.
И
н
в
.
№
п
о
дл
.
П
о
д
п
и
сь
и
да
т
а
В
з
а
м
е
н
и
н
в
.
№
ВР-12АТПП-НГТУ(ДПИ)-009-16.ПЗ
И
н
в
.
№
д
уб
л
.
П
о
д
п
и
сь
и
да
т
а
12
Подп.
Дата
Лист
Изм.
тележки на другую и через проем в стене, оборудованный противопожарной
откидной дверью подается на подъемник винтовой.
1.1.4 Узел сбора сдувок и стоков
Сдувки от оборудования поз. Т57 направляются в хвостовой
холодильник
поз.
Т71,
охлаждаемый
хладоносителем.
В
качестве
хладоносителя используется тосол с температурой минус 9°С. Холодильник
представляет собой кожухотрубчатый горизонтальный теплообменный
аппарат с компенсатором, поверхностью теплообмена 1 м2.
Конденсат из хвостового холодильника сливается в сборник Е72.
Сборник
поз.
Е72
–
вертикальный
цилиндрический
аппарат
с
эллиптическими днищем и крышкой, объемом 0,1 м3. Для предотвращения
образования взрывоопасных смесей сборник находиться под «азотной
подушкой». Сдувки «азотного дыхания» из сборника поз. Е72 выбрасываюся
в
атмосферу
через
огнепреградитель.
Под
сборником
проектом
предусматривается поддон. По мере накопления, конденсат из сборника поз.
Е 72 сливается в сборник сточных вод поз. Е70.
В сборник сточных вод поз. Е70 собираются также:
сточная вода от промывки и пропарки оборудования,
стоки из приямков поддонов,
загрязненная сополимером вода из ванны водной полимеризации поз.
Х12,
конденсат из сборника поз. Е72.
Емкость сточных вод поз. Е70 – подземная горизонтальная емкость,
объемом 5 м3, с погружным электронасосным агрегатом НВ-50/50, входящим
в комплект установки. Для предотвращения образования в емкости
взрывоопасных смесей она находиться под «азотной подушкой». Сдувки с
емкости выбрасываюся в атмосферу через огнепреградитель. По мере
накопления сточные воды насосом направляются на существующую
установку термического безвреживания.
Для сбора стоков из приямков поддонов предусмотрен бочковый насос
поз. Н63 фирмы Niro. Шланг от бочкового насоса подсоединяется к
ближайшему
от
поддона
штуцеру
на
коллекторе
сбора
стоков.
Присоединение рукава к штуцеру коллектора производиться посредством
фланцевого соединения.
1.2 Регламентные ограничения на показатели и технологические
параметры процесса
Раздел посвящается описанию параметров процесса для достижения
наилучших результатов, высокого качества продукции и безопасности
производства. Ограничиваемые регламентом показатели процесса и
технологические параметры представлены в виде таблицы 1.2.
Лист
№ докум.
И
н
в
.
№
п
о
дл
.
П
о
д
п
и
сь
и
да
т
а
В
з
а
м
е
н
и
н
в
.
№
ВР-12АТПП-НГТУ(ДПИ)-009-16.ПЗ
И
н
в
.
№
д
уб
л
.
П
о
д
п
и
сь
и
да
т
а
13
Подп.
Дата
Лист
Изм.
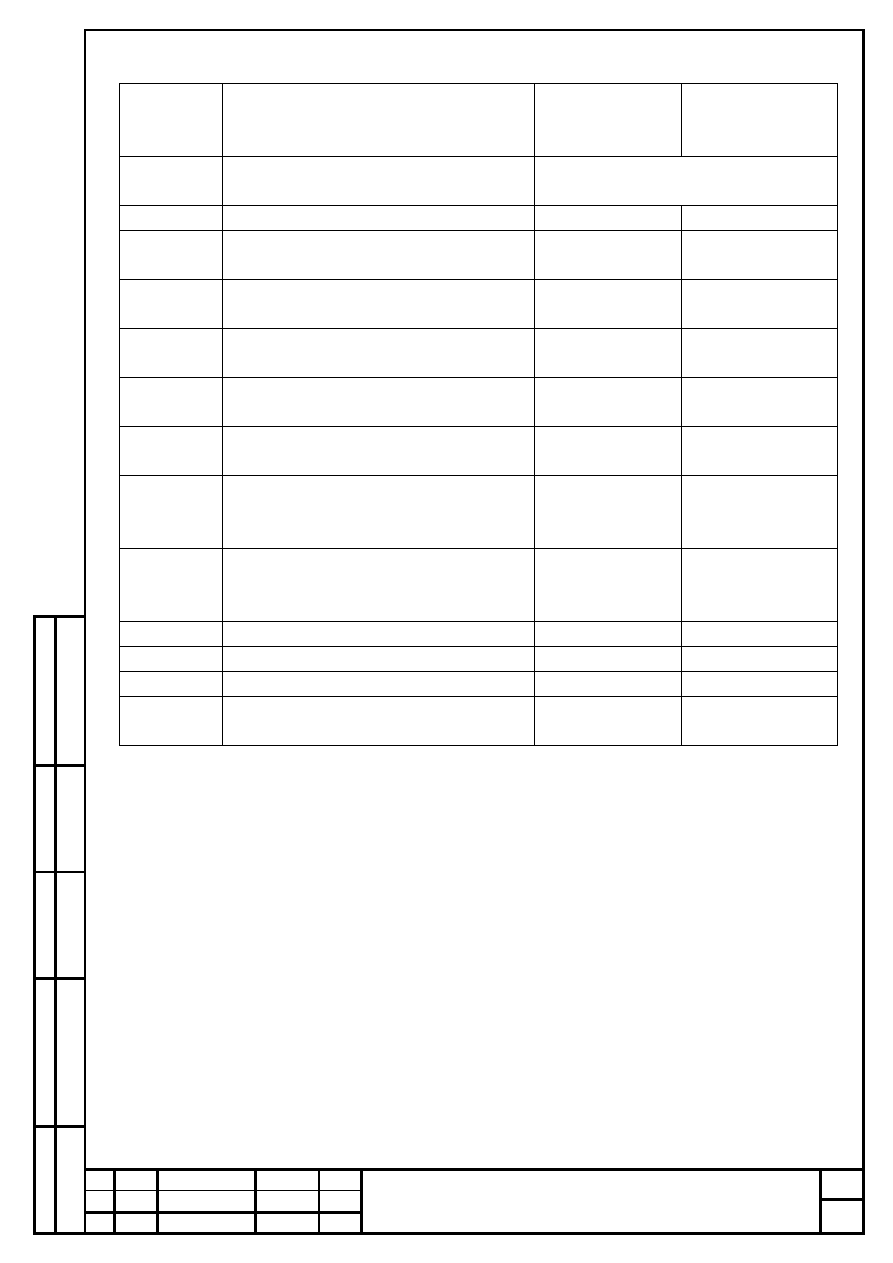
Таблица 1.2 – Регламентные ограничения на показатели процесса
Позиция
Наименование параметра
Минимально
допустимое
значение
Максимально
допустимое
значение
50
Загрузка исходного сырья в
реактор поз. Р56
Расчетное количество
T2
Температура в реакторе поз. Р56 17
о
С
26
о
С
5
Температура воды перед ванной
водной полимеризации поз. Х12
20
о
С
40
о
С
6
1
Температура в ванне водной
полимеризации поз. Х12
26
о
С
34
о
С
6
2
Температура в ванне водной
полимеризации поз. Х12
26
о
С
34
о
С
6
3
Температура в ванне водной
полимеризации поз. Х12
26
о
С
34
о
С
6
4
Температура в ванне водной
полимеризации поз. Х12
26
о
С
34
о
С
T9
Температура в шкафу
воздушной полимеризации поз.
Х13
25
о
С
100
о
С
T10
Температура конденсата перед
калорифером шкафа воздушной
полимеризации поз. Х13
-
90
о
С
43
Уровень в реакторе поз. Р56
-
720 мм
44
Уровень в сборнике поз. Е67
250 мм
550 мм
45
Уровень в сборнике поз. Е72
-
670 мм
46
Уровень в сборнике сточных
вод поз. Е70
300 мм
1300 мм
1.3 Характеристика взрывоопасных зон
Технологический
процесс
взрыво-,
пожароопасный.
Класс
взрывоопасной зоны – В-Iа, категория и группа ВОС – IIBT2.
Лист
№ докум.
И
н
в
.
№
п
о
дл
.
П
о
д
п
и
сь
и
да
т
а
В
з
а
м
е
н
и
н
в
.
№
ВР-12АТПП-НГТУ(ДПИ)-009-16.ПЗ
И
н
в
.
№
д
уб
л
.
П
о
д
п
и
сь
и
да
т
а
14
Подп.
Дата
Лист
Изм.
2 Анализ технологического процесса как объекта управления
Любой
технологический
процесс,
как
объект
управления
характеризуется следующими группами переменных:
переменные, характеризующие состояние процесса, которые в процессе
регулирования необходимо поддерживать на заданном уровне или изменять
по заданному закону (регулируемые величины: параметры, подлежащие
стабилизации);
переменные, изменением которых система регулирования может
воздействовать на объект с целью управления(управляющее воздействие);
переменные, изменения которых не связаны с воздействием системы
регулирования. Эти изменения отражают влияние на регулируемый объект
внешних условий, изменение характеристик самого объекта и т.п. Их
называют
возмущающими
воздействиями.
Вектор
возмущающих
воздействий, в свою очередь, можно разбить на две составляющие – первую
можно измерить, а вторую нельзя. Возможность измерения возмущающего
воздействия позволяет ввести в систему управления дополнительный сигнал,
что улучшает ее возможности.
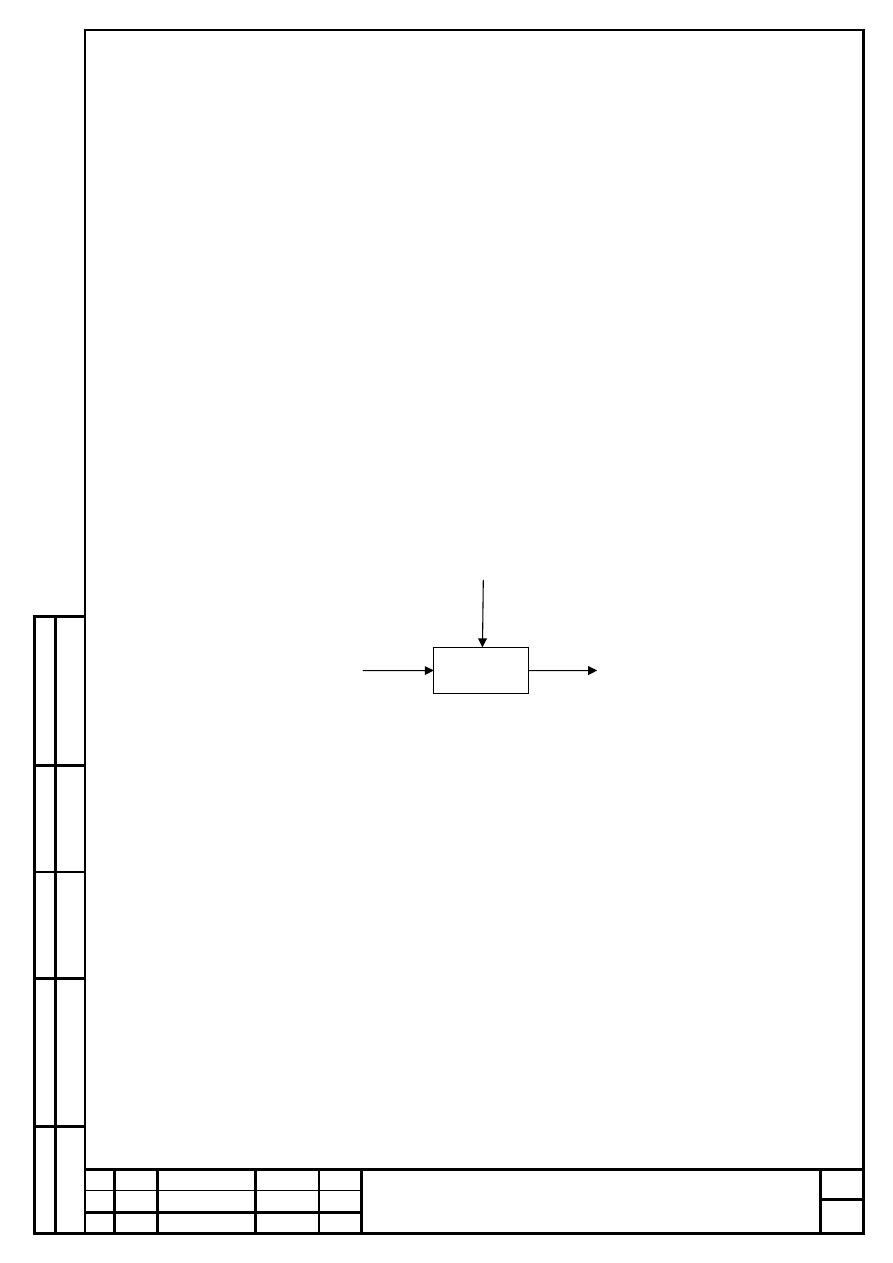
Представим на рисунке 2.1 структурную схему объекта регулирования.
ОР – объект регулирования; Х – управляющее воздействие;
Z – возмущающее воздействие; Y – регулируемые величины
Рисунок 2.1 – Структурная схема объекта регулирования
Актуальными задачами управления для процесса производства
пожаробезопасного термоформируемого пенопласта являются задачи
стабилизации технологических параметров. Согласно технологическому
регламенту этими параметрами являются:
температура в реакторе поз. Р56;
температура воды перед ванной водной полимеризации поз. Х12;
температура в шкафу воздушной полимеризации поз. Х13.
Отклонение данных параметров от регламентируемых значений
приведет к ухудшению качества, снижению выпуска объемов товарной
продукции, а также к возникновению аварийных ситуаций.
Y
X
Z
ОР
Лист
№ докум.
И
н
в
.
№
п
о
дл
.
П
о
д
п
и
сь
и
да
т
а
В
з
а
м
е
н
и
н
в
.
№
ВР-12АТПП-НГТУ(ДПИ)-009-16.ПЗ
И
н
в
.
№
д
уб
л
.
П
о
д
п
и
сь
и
да
т
а
15
Подп.
Дата
Лист
Изм.
3 Оценка основных технических решений по автоматизации
процесса, существующих на настоящее время на ФГУП «НИИ
полимеров»
Установка по производству пожаробезопасного термоформируемого
пенопласта на заводе ФГУП «НИИ полимеров» – вновь создаваемое
производство.
Лист
№ докум.
И
н
в
.
№
п
о
дл
.
П
о
д
п
и
сь
и
да
т
а
В
з
а
м
е
н
и
н
в
.
№
ВР-12АТПП-НГТУ(ДПИ)-009-16.ПЗ
И
н
в
.
№
д
уб
л
.
П
о
д
п
и
сь
и
да
т
а
16
Подп.
Дата
Лист
Изм.
4 Постановка задач автоматизации и определение требований к
системе автоматизации технологического процесса
Основная цель внедрения автоматизированной системы управления на
производстве пожаробезопасного термоформируемого пенопласта – это
надежное управление процессом, достижение высокого коэффициента
готовности при возникновении аварийных ситуаций и строжайшее
обеспечение безопасности процесса. Данная цель достигается обеспечением
эффективного функционирования технологических систем,
АСУ
ТП,
эксплуатационной документацией, административными и организационными
мероприятиями.
Для
достижения
поставленных
целей
создание
АСУ
ТП
предусматривает:
программно–технические
средства
для
реализации
целей
автоматического и автоматизированного управления;
использование
современных
средств низовой автоматики
с
самодиагностикой;
информационную поддержку персонала по представлению параметров
технологической блокировки;
совмещение функции представления информации.
АСУ ТП создается как единая система контроля и управления,
реализуемая на современных программно- технические средствах, включает
в себя программно-технические средства обеспечивающие работу
систем
нормальной эксплуатации и систем безопасности.
Система автоматизации должна осуществлять следующие функции:
осуществление первичной обработки информации;
максимальное соблюдение технологического регламента;
достижение высокой точности дозирования исходных продуктов,
являющейся основной при получении высококачественного продукта;
минимальное участие персонала в управлении технологическим
процессом, ошибки в выполнении которого вызывают основные потери
производства:
объективный контроль, регистрация и прогнозирование развития
технологического процесса;
предоставление информации оператору, в частности сигнализация
отклонений технологических параметров от регламентных значений,
выполнение индикации по вызову значений параметров и состоянии
запорной и регулируемой арматуры;
архивацию данных о состоянии технологического процесса с
последующей статистической обработкой вызываемых данных и их
представлением;
предупреждение аварийных ситуаций.
РСУ предназначается для выполнения информационных и управляющих
функций, позволяющих стабилизировать режим работы аппаратов в
соответствии с нормами технологического регламента.