Файл: Диплом Автоматизация производства пожаробезопасного термоформируемого пенопласта.pdf
ВУЗ: Нижегородский государственный технический университет
Категория: Дипломная работа
Дисциплина: Автоматизация
Добавлен: 28.11.2018
Просмотров: 5132
Скачиваний: 117
Лист
№ докум.
И
н
в
.
№
п
о
дл
.
П
о
д
п
и
сь
и
да
т
а
В
з
а
м
е
н
и
н
в
.
№
ВР-12АТПП-НГТУ(ДПИ)-009-16.ПЗ
И
н
в
.
№
д
уб
л
.
П
о
д
п
и
сь
и
да
т
а
17
Подп.
Дата
Лист
Изм.
Подсистема контроля и управления должна обеспечивать реализацию
следующих функций:
контроль технологических параметров аналоговой и цифровой форме;
представление данных аналитического контроля;
сбор и накопление информации о ходе процесса и состоянии
оборудования;
учет нарушений границ технологическими параметрами;
протоколирование хода технологического процесса, формирование
печатных
документов
(режимные
листы,
операционные
листы,
бланки
нарушений);
непосредственное цифровое регулирование основных технологических
параметров с
возможностью
ручного
и
дистанционного
управления
исполнительными механизмами контуров;
индикация
состояния
электрооборудования
и
дискретных
исполнительных механизмов и т.д.
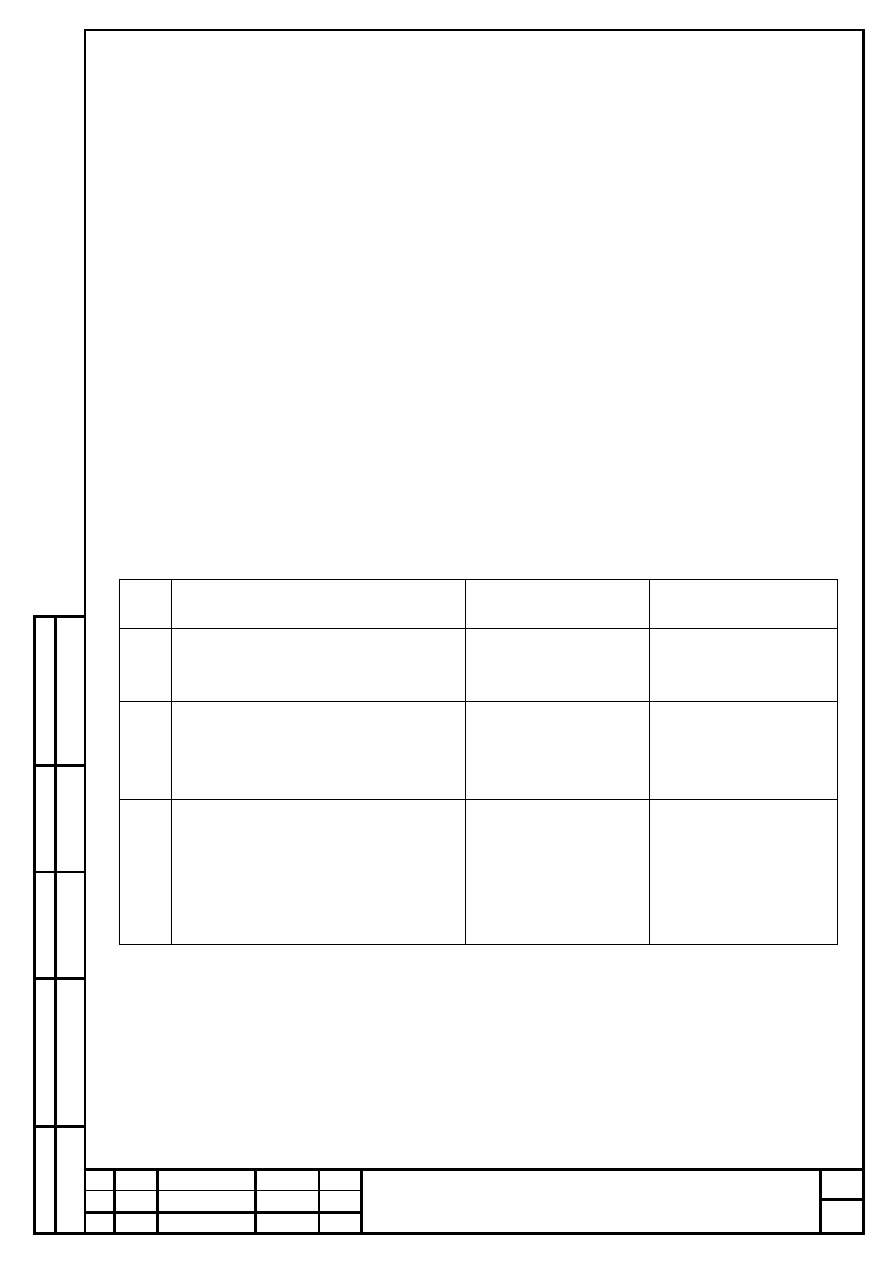
В таблице 4.1 приведена часть контролируемых и регулируемых
параметров данного процесса.
Таблица 4.1 – Контролируемые и регулируемые параметры
№
п/п
Наименование параметра
Номинальное
значение
Функции
автоматизации
1
Уровень в реакторе поз. Р56
При Т≥700мм - сигнализация
700мм
М: -
МПК: -
СО: R,A
2
Загрузка исходного сырья в
реактор поз. Р56
Закрытие клапана W50в по
заданной дозе
Расчетное
количество
М: I
МПК: S
СО: I,R,A
3
Температура в реакторе поз.
Р56
При Т≥26
o
С – сигнализация и
закрытие клапана Т2а;
При Т≤17
o
С – сигнализация и
открытие клапана Т2а
17-26
o
С
М: -
МПК: C
СО: I,R,A,C
Лист
№ докум.
И
н
в
.
№
п
о
дл
.
П
о
д
п
и
сь
и
да
т
а
В
з
а
м
е
н
и
н
в
.
№
ВР-12АТПП-НГТУ(ДПИ)-009-16.ПЗ
И
н
в
.
№
д
уб
л
.
П
о
д
п
и
сь
и
да
т
а
18
Подп.
Дата
Лист
Изм.
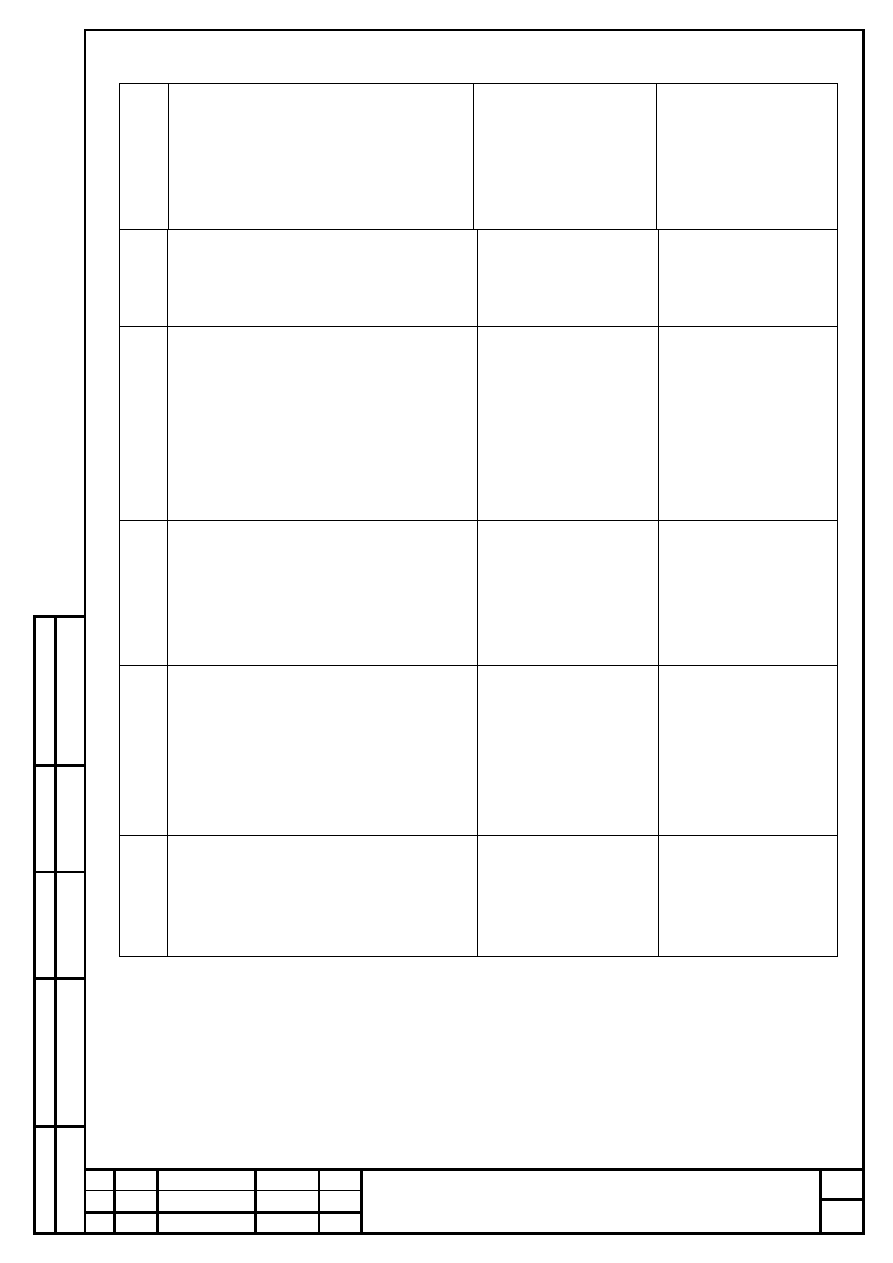
Продолжение таблицы 4.1
4
Превышение НКПР ацетона и
ПДК акрилонитрила
При
превышении
НКПР
ацетона и ПДК акрилонитрила
–
включение
аварийной
вентиляции и сигнализация
10%
М: -
МПК: S
СО: I,R,A
5
Температура в ванне водной
полимеризации поз. Х12
При Т≤26
o
С – сигнализация;
При Т≥34
o
С – сигнализация
26…34
o
С
М:-
МПК: -
СО: I,R,A
6
Температура воды перед ванной
водной полимеризации поз. Х12
Для нагрева воды – клапан поз.
Т5а на подаче пара в
теплообменник поз. Т64; Для
охлаждения – клапан поз. Т5б
на подаче воды в
теплообменник поз. Т65;
20…40
o
С
М: -
МПК: C
СО: I,R,C
7
Превышение
ПДК
акрилонитрила
При
превышении
ПДК
акрилонитрила
–
включение
аварийной
вентиляции
и
сигнализация
10%
М: -
МПК: S
СО: I,R,A
8
Температура
в
шкафу
воздушной полимеризации поз.
Х13
для охлаждения – клапаном поз.
Т9а на подаче воды;
для нагрева – клапаном поз.
Т9б на подаче пара
25…100
o
С
М: -
МПК: C
СО: I,R,A,C
9
Уровень в сборнике поз. Е67
При L≥550 – сигнализация и
включение насоса Н69;
При L≤250 – сигнализация и
отключение насоса Н69
250…550 мм
М:-
МПК: S
СО: R,A
Лист
№ докум.
И
н
в
.
№
п
о
дл
.
П
о
д
п
и
сь
и
да
т
а
В
з
а
м
е
н
и
н
в
.
№
ВР-12АТПП-НГТУ(ДПИ)-009-16.ПЗ
И
н
в
.
№
д
уб
л
.
П
о
д
п
и
сь
и
да
т
а
19
Подп.
Дата
Лист
Изм.
5 Алгоритм управления
Рассмотрим
алгоритм
управления
процессом
получения
полимеризационной смеси. Алгоритм представлен на чертеже ВР-12АТПП-
НГТУ(ДПИ)-09-16.АТХ.2.
Константы алгоритма управления::
W
1
, W
2
– предельные значения веса бочки с погруженным в нее насосом
Н63 для первого компонента.
W
3
, W
4
– предельные значения веса бочки с погруженным в нее насосом
Н63 для второго компонента.
W
5
, W
6
– предельные значения веса бочки с погруженным в нее насосом
Н63 для третьего компонента.
W
7
, W
8
– предельные значения веса бочки с погруженным в нее насосом
Н63 для четвертого компонента.
W
9
, W
10
– предельные значения веса бочки с погруженным в нее насосом
Н63 для пятого компонента.
W
11
, W
12
– предельные значения веса бочки с погруженным в нее
насосом Н63 для шестого компонента.
A
1
– заданная масса первого компонента для загрузки в реактор поз.
Р56.
A
2
– заданная масса второго компонента для загрузки в реактор поз.
Р56.
A
3
– заданная масса третьего компонента для загрузки в реактор поз.
Р56.
A
4
– заданная масса четвертого компонента для загрузки в реактор поз.
Р56.
A
5
– заданная масса пятого компонента для загрузки в реактор поз. Р56.
A
6
– заданная масса шестого компонента для загрузки в реактор поз.
Р56.
Загрузка первого компонента осуществляется на стадиях НС=1, НС=2.
НС=1
Происходит опрос датчика веса 50. Если вес находится в допустимых
пределах (W
1
, W
2
), то включается насос Н63, открывается клапан W50a и
переход на стадию НС=2, иначе повторный опрос.
НС=2
Происходит опрос датчика веса 50, если вес больше или равен
расчетному значению, то выключается насос Н63, закрывается клапан W50а
и переход на стадию НС=3, иначе повторный опрос.
Загрузка остальных компонентов осуществляется аналогично. После
загрузки последнего компонента открывается клапан Т2а.
Лист
№ докум.
И
н
в
.
№
п
о
дл
.
П
о
д
п
и
сь
и
да
т
а
В
з
а
м
е
н
и
н
в
.
№
ВР-12АТПП-НГТУ(ДПИ)-009-16.ПЗ
И
н
в
.
№
д
уб
л
.
П
о
д
п
и
сь
и
да
т
а
20
Подп.
Дата
Лист
Изм.
НС=13
Происходит опрос датчика температуры Т2. Если температура
находится в допустимых пределах, то устанавливается таймер на 20 минут,
включается мешалка в реакторе поз. Р56 и переход на стадию НС=14, иначе
сигнализация о минимальной или максимальной температуре и повторный
опрос.
НС=14
Происходит проверка времени таймера. Если время больше или равно
заданному, то отключается мешалка в реакторе поз. Р56, устанавливается
таймер на 30 минут и переход на стадию НС=15, иначе повторный опрос.
НС=15
Происходит проверка времени таймера. Если время больше или равно
заданному, то открывается клапан K7, устанавливается таймер на 10 минут и
переход на стадию НС=16, иначе повторный опрос.
НС=16
Происходит проверка времени таймера. Если время больше или равно
заданному, то закрываются клапана K7, Т2а и переход на стадию НС=1,
иначе повторный опрос.
Лист
№ докум.
И
н
в
.
№
п
о
дл
.
П
о
д
п
и
сь
и
да
т
а
В
з
а
м
е
н
и
н
в
.
№
ВР-12АТПП-НГТУ(ДПИ)-009-16.ПЗ
И
н
в
.
№
д
уб
л
.
П
о
д
п
и
сь
и
да
т
а
21
Подп.
Дата
Лист
Изм.
6 Обоснование принятых проектных решений, выбор приборов и
средств автоматизации
В проектируемой системе автоматизации процесса производства
пожаробезопасного
термоформируемого
пенопласта
целесообразно
применить централизованную систему управления. Преимуществом данной
системы является тот факт, что технологическая информация со всех
датчиков объединяется в одном месте и комплексно анализируется,
благодаря чему управляющие сигналы, воздействующие на процесс,
вырабатываются более эффективно. К тому же данный объект лишен
признаков,
при
которых
использование
централизованной
системы
управления неэффективно: значительная территориальная распределенность
коммуникаций, заметно снижающей степень надежности и живучести всей
системы управления.
6.1 Выбор технических средств автоматизации нижнего уровня
Выбор приборов определяется условиями и особенностями протекания
процесса и выполняется с учетом правил безопасной эксплуатации
оборудования. Согласно [2] категория взрывопожарной и пожарной
опасности установки, на которой расположено основное оборудование
производства – БН (взрывопожароопасность).
Категория операторской – Д (пониженная пожароопасность).
Класс взрывоопасной зоны – В-Ia.
Категория и группа ВОС – IIB, T2.
Во взрывоопасных зонах применяются приборы во взрывозащищенном
исполнении.
Главным в выборе приборов является не экономия, а способность
приборов
решать
поставленные
задачи,
надежность,
высокие
метрологические характеристики, а также простота в установке, наладке и
обслуживании. Необходимый упор в выборе приборов ставится на приборы с
унифицированным выходным сигналом 4-20 мА и интеллектуальные
датчики.
Для измерений температуры будем использовать универсальный
термопреобразователь сопротивления платиновый с унифицированным
выходным сигналом 4-20 мА ТПУ0304/Ex/М2-Н-И2-А2В PGM-t1070,
изготавливаемый компанией «Элемер». Данный датчик имеет маркировку
взрывозащиты ExiaIICT6.
Для измерения уровня используются:
вибрационный сигнализатор предельного уровня ROSEMOUNT 2120
взрывозащищенный ЕЕхiaIICT6 с выходным сигналом =24В компании «ПГ
«Метран»;
сигнализатор уровня ультразвуковой УЗС 209И-АД-201И-100-Н-400-О
взрывозащищенный ОЕхiaIICT5 компании «Ризур»;