Файл: Методические указания для практических занятий по дисциплине учебная практика.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 11.01.2024
Просмотров: 608
Скачиваний: 3
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
-
стружки от обеих режущих кромок должны быть одинаковой толщины
(проверять визуально);
-
диаметр просверленного отверстия должен точно соответствовать диаметру сверла; -
отверстие не должно смещаться более чем на 0,2 мм (проверка осуществляется по контрольным рискам).
Инструмент и приспособления применяемые при сверлении
Инструменты и приспособления применяемые при сверлении классифицируются на 3 группы (Рисунок 6.8):
1 группа – приспособления для установки и крепления инструментов; 2 группа – приспособления для установки и крепления заготовок;
3 группа - приспособления для ограничения глубины сверления.
1 группа
Все стержневые режущие инструменты - сверла, зенкеры, зенковки, развертки - соединяются с устройствами, придающими им вращательное движение, при помощи специальных присоединительных приспособлений, конструкция которых зависит от формы хвостовика инструмента (конической или цилиндрической).
 Для установки и крепления инструментов с цилиндрическим хвостовиком применяются патроны, а установку инструментов с коническим хвостовиком производят непосредственно в шпинделе оборудования, если размер (номер конуса Морзе) хвостовика инструмента совпадает с размером конического отверстия шпинделя.
Для установки и крепления инструментов с цилиндрическим хвостовиком применяются патроны, а установку инструментов с коническим хвостовиком производят непосредственно в шпинделе оборудования, если размер (номер конуса Морзе) хвостовика инструмента совпадает с размером конического отверстия шпинделя.Рисунок 6.8 – Классификация инструментов и приспособлений, применяемых при сверлении
Если же размер хвостовика инструмента меньше размера
конического отверстия шпинделя, то используются переходные втулки.
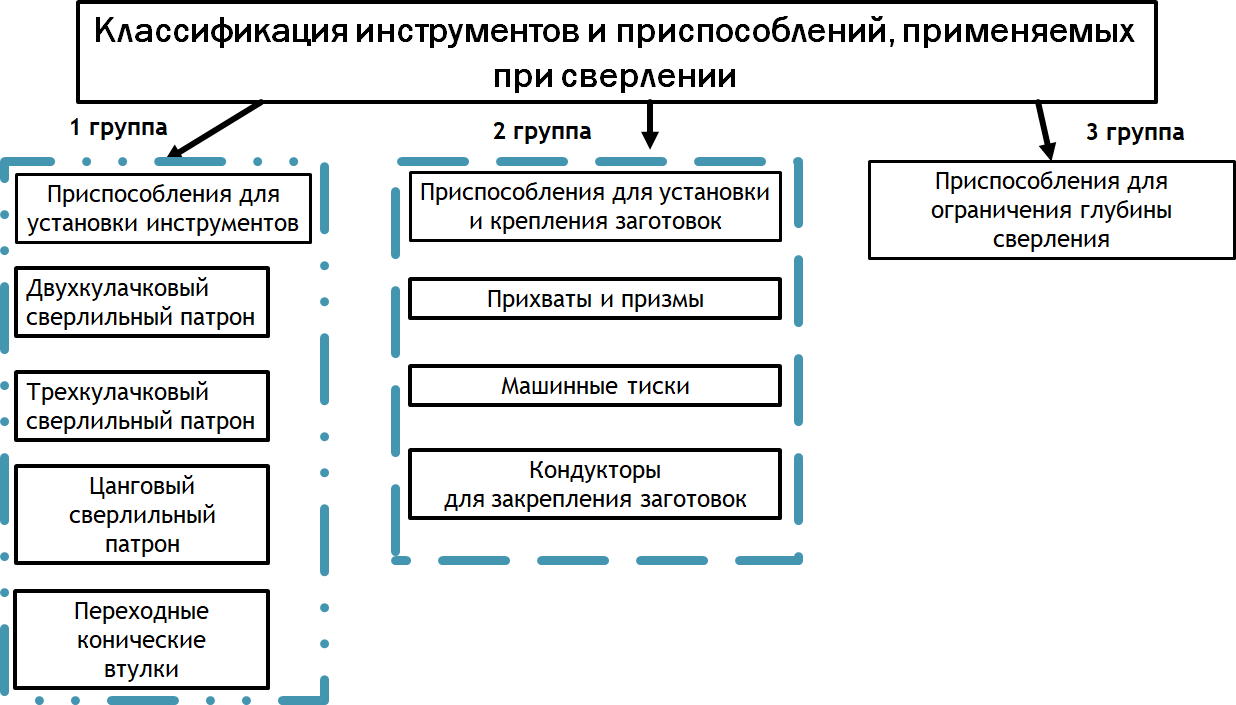
 Трехкулачковый сверлильный патрон (Рисунок 6.9) состоит из корпуса, внутри которого наклонно расположены три кулачка 1. Обойма 3
Трехкулачковый сверлильный патрон (Рисунок 6.9) состоит из корпуса, внутри которого наклонно расположены три кулачка 1. Обойма 3вращается специальным ключом 4, вставляемым в
а) отверстие корпуса
патрона, при ее
б) вращении вращается
а - общий вид; б -- конструкция: 1 - кулачки; 2 - гайка; 3 - обойма; 4 - ключ
Рисунок 6.9 – Трехкулачковый сверлильный патрон. Вид общий
также и гайка 2. Зажимные кулачки при этом
поднимаются,
расходясь от оси патрона, между ними образуется отверстие, в которое вставляют хвостовик сверла. При вращении обоймы в обратную сторону зажимные кулачки сходятся, закрепляя инструмент и одновременно ориентируя его по оси патрона.
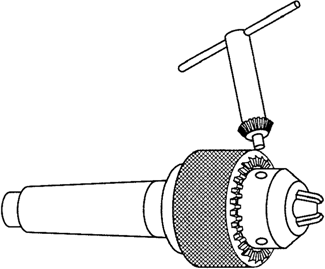
Двухкулачковые сверлильные патроны (Рисунок 6.10) имеют то же назначение, что и трехкулачковые. Хвостовик инструмента в этих патронах закрепляется двумя кулачками, которые перемещаются в Т-образных пазах. Кулачки сводятся и разводятся при помощи ключа винтом, имеющим правую и левую резьбу.
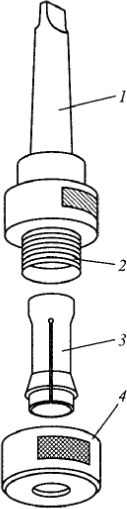
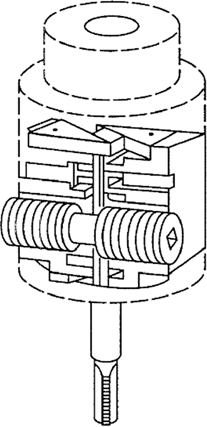 Рисунок 6.10 - Двухкулачковый сверлильный патрон. Вид общий
Рисунок 6.10 - Двухкулачковый сверлильный патрон. Вид общий1 - хвостовик;
-
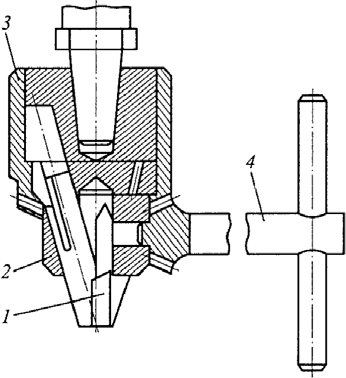
 - цилиндрическая часть; 3 разрезная втулка;
- цилиндрическая часть; 3 разрезная втулка;
4 - кольцо
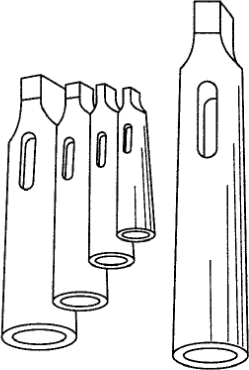
Рисунок 6.11 - Цанговый сверлильный патрон. Вид общий
Рисунок 6.12 – Переходные конические втулки
Цанговые сверлильные патроны (Рисунок 6.11) применяются для за- крепления сверл небольшого диаметра с цилиндрическим хвостовиком. Корпус такого патрона имеет с одной стороны конический хвостовик 1 для установки патрона в шпиндель, а с другой - утолщенную цилиндрическую часть 2 с наружной резьбой и коническим отверстием. На резьбовую часть патрона навертывается кольцо 4, внутри которого имеется коническая расточка, а снаружи - сетчатая накатка, облегчающая закрепление сверл вручную. В коническое отверстие патрона устанавливается разрезная коническая цанга с цилиндрическим отверстием, соответствующим диаметру закрепляемого инструмента. Навертывая кольцо на резьбовую часть корпуса патрона, обжимают коническую поверхность цанги, которая за счет сближения разрезанных частей закрепляет хвостовик инструмента. При свертывании кольца цанга разжимается, освобождая инструмент. Переходные конические втулки (Рисунок 6.12) служат для крепления инструмента с коническим хвостовиком, когда номер конуса хвостовика инструмента не совпадает с номером конуса в шпинделе станка. Конические поверхности хвостовиков инструмента и переходных втулок выполняются с конусом Морзе семи номеров от 0 до 6. Если конус инструмента не соответствует конусу в отверстии шпинделя станка, то на конусный хвостовик сверла надевают
переходную втулку. Втулку вместе со сверлом устанавливают в коническое отверстие шпинделя. Если одной втулки недостаточно, применяются несколько переходных втулок,
которые вставляются одна в другую.
Для повышения производительности труда, улучшения условий работы и повышения качества обработки применяются специальные патроны: быст- росменные и самоустанавливающиеся. Используют такие патроны только на стационарном оборудовании - сверлильных станках.
2 группа
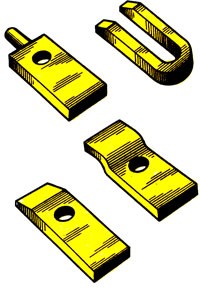 Крепежные прихваты (Рисунок 6.13) применяют четырех видов: пальцевые, вилкообразные, плиточные и изогнутые. Для надежного крепления небольших деталей достаточно одного прихвата, а для больших деталей требуется два или несколько прихватов.
Крепежные прихваты (Рисунок 6.13) применяют четырех видов: пальцевые, вилкообразные, плиточные и изогнутые. Для надежного крепления небольших деталей достаточно одного прихвата, а для больших деталей требуется два или несколько прихватов.Рисунок 6.13 - Крепежные прихваты
Винтовые машинные тиски (Рисунок 6.14) состоят из основания 4, которое закрепляется на столе станка болтами, подвижной губки 2, неподвижной губки 3, винта 1 и рукоятки 5. 3aготовка закрепляется между губками тисков при вращении рукоятки.
Машинные тиски используют для крепления небольших деталей. Они могут быть поворотными и неповоротными. Машинные тиски выпускают различных типов и размеров. Размеры тисков
определяют шириной губок и предельным расстоянием между ними.
Для закрепления заготовок и обеспечения правильного расположения инструмента относительно оси обрабатываемого отверстия используются специальные приспособления - кондукторы. Применение такого рода приспособлений экономически обосновано только в условиях серийного и массового производства, когда количество деталей в партии составляет более 100 штук.
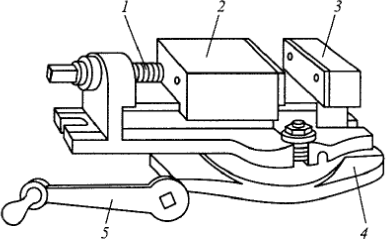
1 - винт; 2 - подвижная губка; 3 - неподвижная губка; 4 - основание; 5 - рукоятка
Рисунок 6.14 - Винтовые машинные тиски
Накладной кондуктор (Рисунок 6.15) устанавливается непосредственно на обрабатываемую деталь и после обработки отверстий их снимают. На Рисунке 6.15 приведена схема накладного кондуктора.
Деталь устанавливается на оправку 1 и базируется на ней через отверстия. Сверху накладывается корпус 2 кондуктора, который базируется по оправке, а торцовым пазом фиксируется по выступу на торце детали. Опоры 3, запрессованные в корпус кондуктора 2, обеспечивают правильное его положение относительно детали.
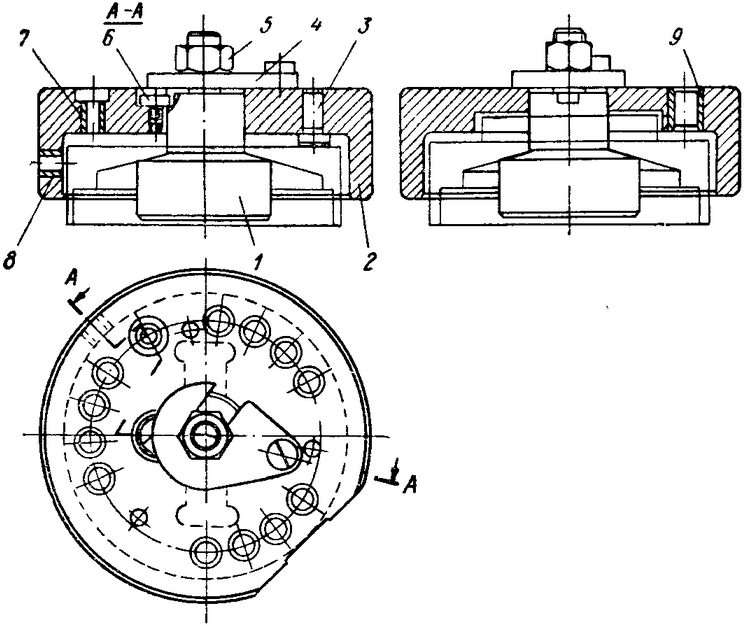
Рисунок 6.15 – Пример использования накладного кондуктора
Кондуктор крепится к детали откидной шайбой 4 и гайкой 5. Винт 6 предотвращает проворот оправки 1 при закреплении. Для сверления отверстия, расположенного на наружной цилиндрической поверхности детали, имеется установочная площадка на корпусе кондуктора, перпендикулярная оси кондукторной втулки 8. Во избежание перекосов при сверлении отверстий через втулки 7 и 9 установочные поверхности опор 3 должны быть прошлифованы после сборки с корпусом так, чтобы они лежали в одной плоскости.
Для закрепления детали необходимо отвернуть гайку 5 и повернуть шайбу 4,
после чего корпус кондуктора и деталь свободно снимаются с оправки 1.
3 группа
Глубина сверления при обработке отверстий может быть ограничена за счет использования упоров, устанавливаемых под торец шпинделя станка, при помощи