Файл: Методические указания для практических занятий по дисциплине учебная практика.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 11.01.2024
Просмотров: 625
Скачиваний: 3
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Требования техники безопасности при правке и гибке металла
Молотки и кувалды должны иметь надежно заклиненные, крепкие, без сучков и трещин рукоятки.
Рабочие части молотков, бородков, подкладок, оправок не должны иметь расклепа.
Обрезки металла необходимо собирать и складывать в отведенный для них ящик во избежание порезов ног и рук.
Листы очищать только металлической щеткой, а затем ветошью или концами.
Правку металла проводить только на надежных подкладках, исключающих возможность соскальзывания металла при ударе.
Подсобный рабочий должен держать металл при правке только кузнечными клещами.
При засыпке трубы песком перед гнутьем в торце одной из пробок необходимо сделать отверстие для выхода газов, иначе может произойти разрыв трубы.
При гнутье труб в горячем состоянии поддерживать их только в рукавицах во избежание ожогов рук.
При правке полосового и пруткового материала (круглого, квадратного или шестигранного сечения) выправляемая деталь должна касаться правильной плиты или наковальни не менее чем в двух точках.
Правку деформированной заготовки при этом нужно осуществлять за счет ее изгиба в сторону, противоположную имеющейся деформации.
При правке полосового и пруткового материала на плите (наковальне) необходимо пользоваться рукавицами, правку выполнять молотком или кувалдой, прочно насаженной на рукоятку.
Инструменты и приспособления, применяемые при правке и гибке металла
Правка
Правка - это операция по выпрямлению изогнутого или покоробленного
металла, которой можно подвергать только пластичные материалы: алюминий, сталы медь, латунь, титан. Правку осуществляют на специальных правильных плитах, которые изготавливаются из чугуна или стали. Правку мелких деталей можно про- изводить на кузнечных наковальнях. Правка металлов выполняется молотками различных типов в зависимости от состояния поверхности и материала детали, подвергаемой правке.
При правке заготовок с необработанной поверхностью используют молотки с круглыми бойками массой 400 г. Круглый боек оставляет на поверхности меньшие следы, чем квадратный.
При правке заготовок с обработанной поверхностью используют молотки, имеющие бойки с мягкими вставками (из меди, алюминия), которые не оставляют следов на поверхности. При правке листового материала используют деревянные молотки - киянки, а очень тонкие листы правят деревянными или металлическими брусками - гладилками.
Правку осуществляют несколькими способами: изгибом, вытягиванием и выглаживанием.
Правку изгибом применяют при выправлении круглого (прутки) и профильного материала, которые имеют достаточно большое поперечное сечение. В этом случае пользуются молотками со стальными бойками. Заготовка располагается на правильной плите изгибом вверх и удары наносят по выпуклым местам, изгибая заготовку в сторону, противоположную имеющемуся изгибу. По мере выправления заготовки силу удара уменьшают.
Правку вытягиванием используют при выправлении листового материала, имеющего выпуклости или волнистость. Производят такую правку молотками с бойками из мягких металлов или киянками. В этом случае заготовку укладывают на правильную плиту выпуклостями вверх и наносят частые несильные удары, начиная от границы выпуклости, но направлению к краю заготовки. Сила ударов постепенно уменьшается. При этом металл вытягивается к краям заготовки и выпуклость за счет этого вытяжения выправляется.
Правку выглаживанием применяют в тех случаях, когда заготовка имеет очень малую толщину.
Выглаживание осуществляют деревянными или металлическими брусками. Заготовку выглаживают на правильной плите, вытягивая материал при помощи гладилок от края неровности к краю заготовки, и за счет вытягивания материала добиваются выравнивания поверхности заготовки.
Термически обработанные (закаленные) заготовки правят (рихтуют)
специальными рихтовочными молотками.
В зависимости от конструкции заготовки применяют различные способы правки.
Инструменты и приспособления, применяемые при правке
Правильные плиты (Рисунок 9.1) изготавливают из серого чугуна с рабочими поверхностями 1,5x5,0; 2,0x2,0; 1,5x3,0; 2,0x4,0 м. На таких плитах правят профильные заготовки и заготовки из листового и полосового материала, а также прутки из черного и цветного металла.
Рихтовальные бабки (Рисунок 9.2) применяют, как правило, для правки и рихтовки заготовок из металлов высокой твердости или предварительно закаленных металлов. Рихтовальные бабки изготавливают из стальных заготовок диаметром 200... 250 мм, их рабочая часть имеет сферическую или цилиндрическую форму.
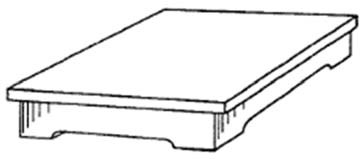

Рисунок 9.1 – Правильная плита Рисунок 9.2 – Рихтовальные бабки
а - с призматической вставкой;
б - с цилиндрической вставкой
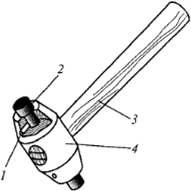
I - штифт, 2 - боек;
-
- рукоятка; 4 - корпус
Рисунок 9. 3 - Молотки с мягкими вставками
Молотки при правке применяют для приложения силового усилия в месте правки. В зависимости от физико-механических свойств обрабатываемой заготовки и ее толщины выбирают различные типы молотков. При правке заготовок из пруткового и полосового материала применяют молотки с квадратным и круглым бой- ком, изготовленные из стали У8А.
Для правки обработанных поверхностей применяются молотки с мягкими вставками из алюминия и его сплавов или из меди (Рисунок 9.3). Боек 2 крепится в корпусе 4 при помощи штифта 1, молоток насаживают на рукоятку 3 с соблюдением тех же требований, что и при насаживании на рукоятку молотков со стальными бойками.
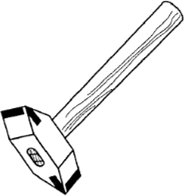
Кувалды представляют собой молотки большой массы (2,0... 5,0 кг) и используются для правки круглого и профильного проката большого поперечного сечения в тех случаях, когда сила удара, наносимого обычным слесарным молотком, недостаточна для выправления деформированной заготовки.
Киянки — это молотки, ударная часть которых выполнена из дерева твердых пород, ими правят листовой материал из металлов высокой пластичности. Характерная особенность правки киянками в том, что они практически не оставляют следов на выправляемой поверхности.
Гладилки металлические или деревянные
(из твердых пород дерева: бук, дуб, самшит)
предназначены для выправления (выглаживания) листового материала небольшой толщины (до 0,5 мм). Этот инструмент в процессе обработки, как правило, не оставляет следов в виде вмятин.
Основные правила работ при правке

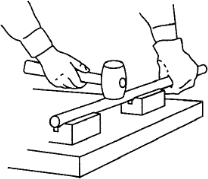
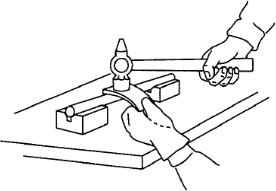
Рисунок 9.4 - Правка полосового и пруткового материала
а)
б)
а – киянкой
б – с прокладкой
Рисунок 9.5 - Правка валов
-
При правке полосового и пруткового материала (круглого, квадратного или шестигранного сечения) выправляемая деталь должна касаться правильной плиты или наковальни не менее чем в двух точках (Рисунок 9.4). Правку деформированной заготовки при этом нужно осуществлять за счет ее изгиба в сторону, противоположную имеющейся деформации. -
Силу ударов молотком или кувалдой распределять по длине деформированного участка и регулировать в зависимости от площади поперечного сечения материала, подлежащего правке, и величины деформации. -
При правке обработанных валов во избежание появления вмятин на обработанной поверхности необходимо пользоваться опорными призмами и прокладками из мягкого металла (Рисунок 9.5). -
Правку листового материала толщиной 0,5... 0,7 мм необходимо производить при помощи деревянных молотков - киянок (Рисунок 9.6). При отсутствии киянок допускается использование обычного стального молотка, но при этом необходимо между молотком и выправляемой поверхностью помещать деревянную проставку.
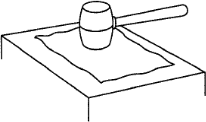
Рисунок 9.6 – Правка листового материала киянкой
-
При правке полос, изогнутых по ребру
(рихтовке), а также листового материала со