Файл: Методические указания для практических занятий по дисциплине учебная практика.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 11.01.2024
Просмотров: 632
Скачиваний: 3
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
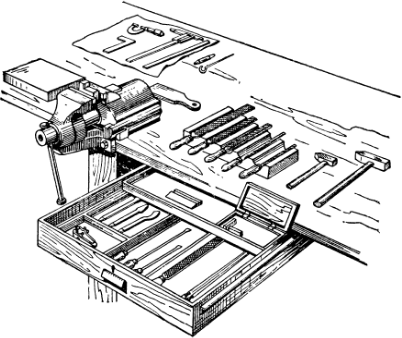
а) Схема расположения инструментов и приспособлений на рабочем месте слесаря
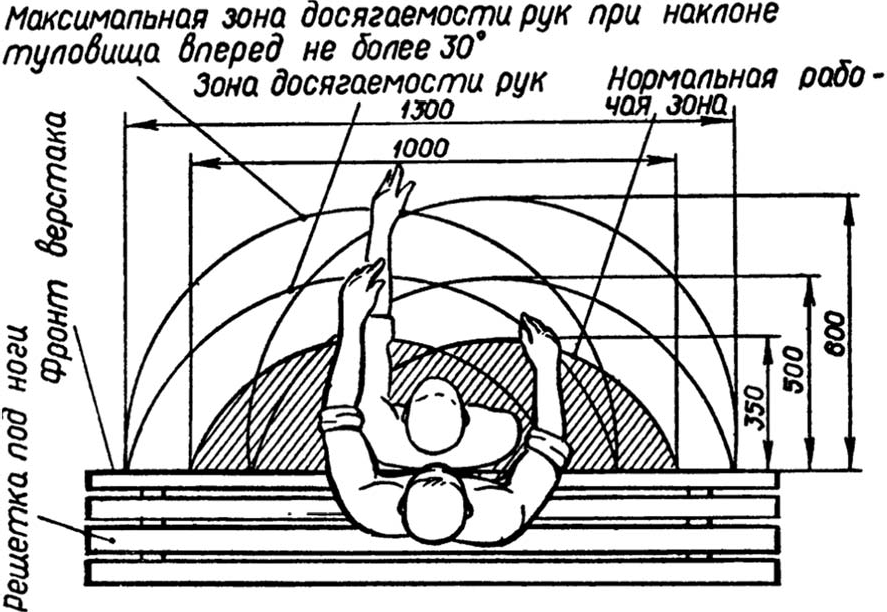
б) Характеристика рабочих зон слесаря
Рисунок 1.6 – Схема расположения инструментов и приспособлений на рабочем месте слесаря
На рабочем месте должны находиться рабочие и контрольно-измерительные инструменты, необходимые для выполнения заданной операции (Рисунок 1.6, а). К размещению инструментов, заготовок и материалов на рабочем месте предъявляются следующие требования (Рисунок 1.6, б):
-
инструменты и материалы, которые рабочий использует часто, должны располагаться ближе к нему (на Рисунке 1.6, б), а эти зоны расположены справа и слева от работающего и обозначены дугами радиусом 350 мм); -
инструменты и материалы, используемые реже, должны располагаться в зонах, обозначенных дугами радиусом приблизительно 500 мм; -
инструменты и материалы, используемые крайне редко, должны располагаться в зонах, обозначенных дугами радиусом 600 мм. Их досягаемость обеспечивается только при наклонах корпуса работника.
Мерительный инструмент. Назначение. Техника измерения Точность измерений
Под измерением понимается сравнение контролируемой величины с другой величиной того же рода, принятой за эталон. Точность измерения связана с определенным видом измерительного инструмента и может быть достигнута только
при неукоснительном выполнении правил измерения.
К основным причинам, снижающим точность измерения, можно отнести: неудовлетворительное состояние инструмента (механические повреждения измерительных поверхностей или их загрязнение, неправильное положение нулевых отметок шкалы и нониуса); неправильное взаимное расположение контролируемой детали и измерительного инструмента; температурные отклонения детали или инструмента от нормального значения температуры измерения (нормальной считается температура 20 °С); незнание устройства измерительного инструмента или неправильное пользование им; неправильный выбор баз для измерения.
Для повышения точности измерения необходимо повторять несколько раз, а затем вычислять их среднее арифметическое значение. Ни одно измерение невозможно произвести абсолютно точно, поэтому измеренное значение величины всегда отклоняется от действительного значения. Это отклонение называется погрешностью измерения.
Необходимая точность измерений может быть достигнута при использовании измерительных инструментов высокого качества с ценой деления шкалы и нониуса, соответствующей точности измерения. Поэтому при выборе измерительного инструмента необходимо убедиться, что цена деления его отсчетного устройства соответствует тем требованиям точности, которые предъявляют к точности обработки проверяемой детали.
Линейка слесарная измерительная (масштабная)
Измерительная, или масштабная, линейка имеет штрихи-деления, расположенные друг от друга на расстоянии 1 мм. Размер этих делений и определяет цену деления линейки и, следовательно, точность измерения, которая
может быть достигнута при использовании этого инструмента. Для удобства
пользования линейкой каждый пятый штрих делают удлиненным, т.е. удлиненные штрихи наносят на шкалу линейки через каждые 5 мм. Помимо того, каждый десятый штрих, т.е. штрих, наносимый через 10 мм. делают еще более удлиненным, а рядом с ним наносят цифры, соответствующие десяткам миллиметров от нуля линейки.
Измерительные (масштабные) линейки изготавливают из инструментальной стали У7 или У8 толщиной 0,3... 1,5 мм, шириной 10...25 мм и длиной 100, 150. 200,
300, 500, 750 и 1000 мм. Эти линейки позволяют производить контроль наружных и внутренних размеров с точностью до 1 мм.
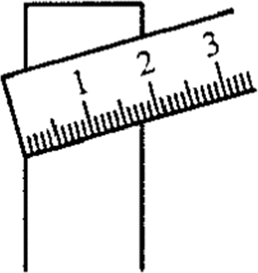
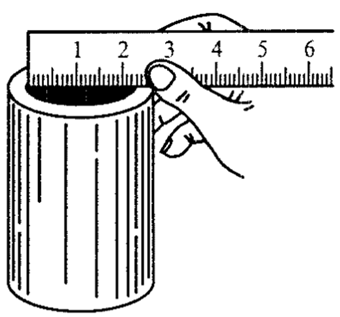 При измерении линейкой се торец необходимо прижимать к измеряемой детали. Если это невозможно, то необходимо прижать деталь к какому-либо неподвижному предмету и измерения производить от него. Если эти условия невыполнимы, необходимо точно совместить торец измерительной линейки с началом отсчета размера, при этом линейка должна быть строго параллельна линии измерения. Линейку следует плотно прижимать к контролируемой детали (Рисунок. 1.7).
При измерении линейкой се торец необходимо прижимать к измеряемой детали. Если это невозможно, то необходимо прижать деталь к какому-либо неподвижному предмету и измерения производить от него. Если эти условия невыполнимы, необходимо точно совместить торец измерительной линейки с началом отсчета размера, при этом линейка должна быть строго параллельна линии измерения. Линейку следует плотно прижимать к контролируемой детали (Рисунок. 1.7).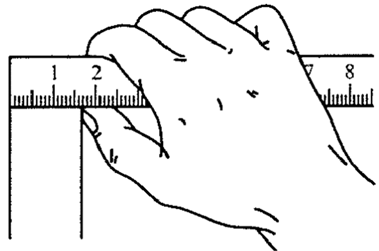
б)
 а) в)
а) в)а - неправильный прием использования линейки, б, в - правильный прием использования линейки
Рисунок 1.7 – Приемы пользования линейкой измерительной слесарной
Кронциркуль
При невозможности использования измерительной (масштабной) линейки для контроля размеров используют мерительные инструменты сравнительного типа, т. е. сравнивают измеряемый размер со шкалой измерительной (масштабной) ли- нейки. К такому мерительному инструменту относится кронциркуль.
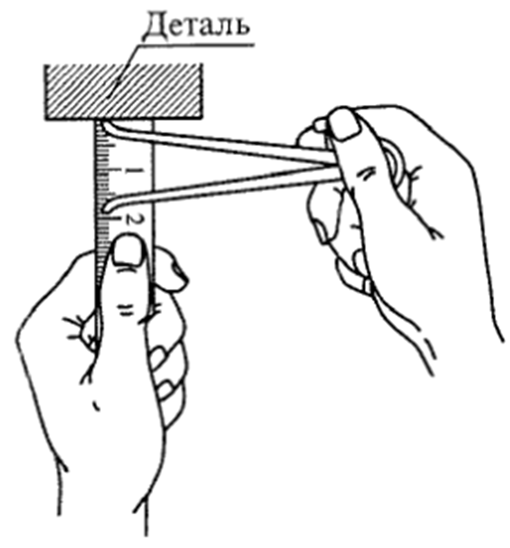
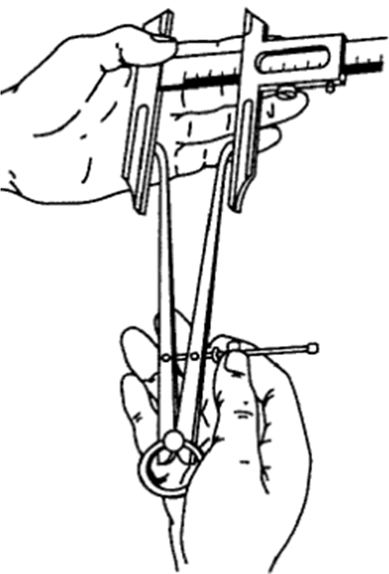
Кронциркуль применяют для измерения наружных размеров деталей (диаметра, длины и толщины буртиков и стенок). Кронциркуль состоит из двух изогнутых по большому диаметру дужек длиной 150... 200 мм, которые соединены между собой шарниром (Рисунок 1.8, а). При измерении кронциркуль берут правой рукой за шарнир и раздвигают его ножки так, чтобы их концы касались проверяемой поверхности и перемещались по ней с небольшим усилием (рис. 1.8, б). Размер обработанной детали определяют, сравнивая величину разведения ножек со шкалой измерительной линейки (Рисунок. 1.8, в) или штангенциркуля (Рисунок. 1.8, г).
Точность измерения кронциркулем зависит от точности от точности измерения того измерительного инструмента, при помощи которого снимают размер с кронциркуля.
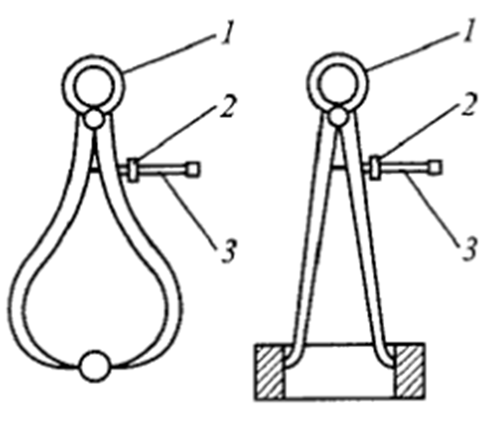 1 - пружина; 2 - гайка; 3 - винт
1 - пружина; 2 - гайка; 3 - винт 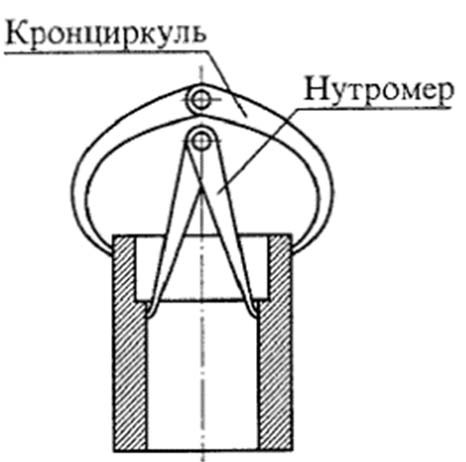
 а) б)
а) б)в) г)
а – конструкция кронциркуля; б - кронциркуль для наружных и внутренних измерений; в, г- приемы использования (определение размера) по кронциркулю с использованием измерительной линейки и штангенциркуля
Рисунок 1.8 –
Общий вид кронциркуля и приемы его использования
Лекальная (поверочная линейка)
Поверочные (лекальные) линейки служат для контроля обработанных поверхностей на прямолинейность и плоскостность. Эти линейки могут быть с двусторонним скосом, трех- и четырехгранными (Рисунок 1.9). Поверочные линейки
изготавливают с высокой точностью. Они имеют узкие ребра с небольшим закруглением 0,1... 0,2 мм, что позволяет определить отклонение от прямолиней- ности или плоскостности поверхности с достаточно высокой точностью, используя метод световой щели, т.е. определение наличия просвета между обработанной поверхностью и поверочной линейкой. При хорошем освещении этот метод позволяет определить отклонение от прямолинейности или плоскостности в пределах до 0,002 мм, однако он не даст количественной оценки этого отклонения. Иначе говоря, по результатам контроля мы можем лишь сделать вывод о наличии или отсутствии этого дефекта.
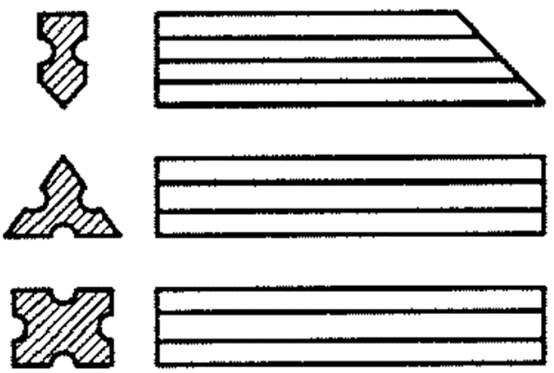
Рисунок 1.9 – Общий вид лекальной линейки (формы поперечного сечения лекальной линейки)
Для контроля прямолинейности линейку нужно приложить к поверхности в направлении контролируемого параметра, например, вдоль образующей цилиндра. Для контроля плоскостности линейку необходимо приложить к контролируемой поверхности как минимум в трех направлениях, при этом ни в одном из положений линейки не должно быть отклонений от прямолинейности (Рисунок 1.10).
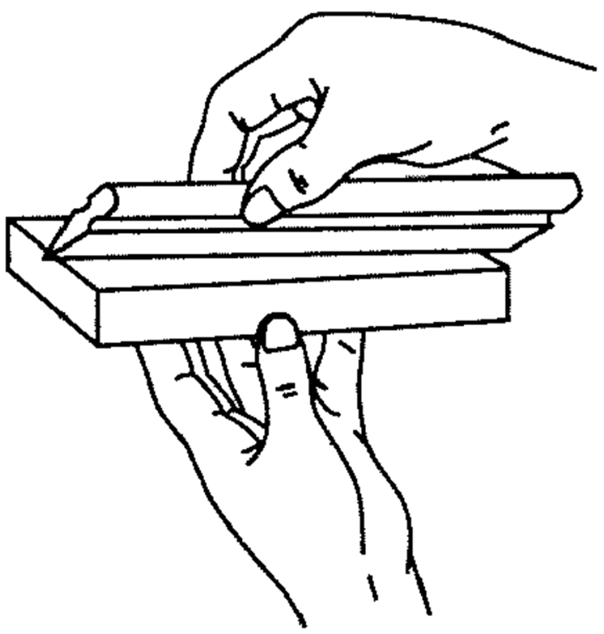
Рисунок 1.10 – Прием измерения лекальной линейкой
Штангенциркуль
Для измерения линейных размеров методом непосредственной оценки служат шкальные инструменты - штангенинструменты.
В качестве отсчетного устройства у этих инструментов используется шкала