Файл: Методические указания для практических занятий по дисциплине учебная практика.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 11.01.2024
Просмотров: 629
Скачиваний: 3
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
для
размеров более 300 мм оснащены сменными (Рисунок 1.13, б) или регулируемыми (рис. 1.13, в) пятками, обеспечивающими диапазон измерений 100 мм. Регулируемые пятки 2 крепятся в заданном положении фиксаторами 1 (Рисунок 1.13, в), а сменные пятки 3 - гайками 1 и 2 (Рисунок 1.13, б). Перед измерениями микрометры устанавливают в исходное (нулевое) положение, при котором пятка и микровинт прижаты друг к другу или к поверхности установочных мер 3 (Рисунок 1.13, а) под действием силы, ограниченной трещоткой.
При измерении микрометром необходимо придерживаться следующих основных правил:
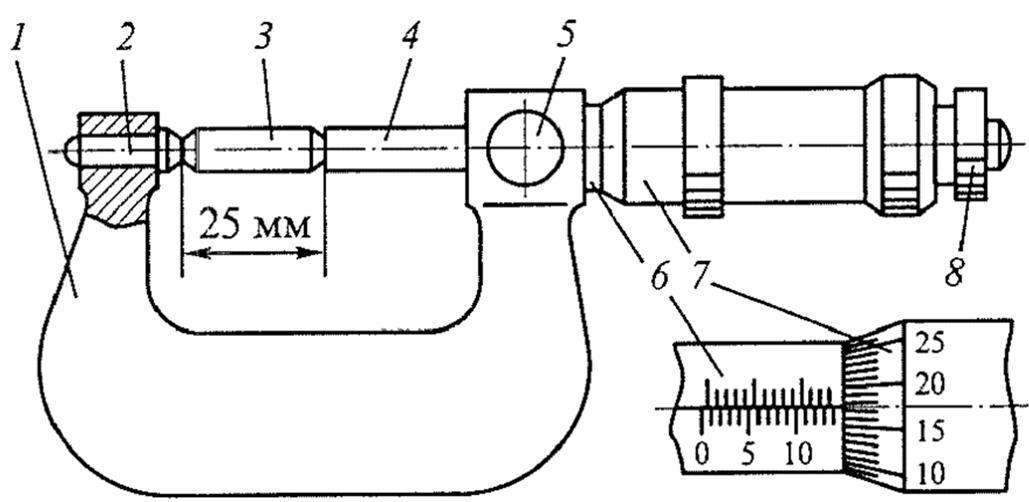
а) Микрометр гладкий МК -25. Вид общий
1 — скоба; 2 - пятка; 3 — установочная мера; 4 - микровинт; 5 - стопор;
 6 - стебель; 7 - барабан; 8 - трещотка;
6 - стебель; 7 - барабан; 8 - трещотка;
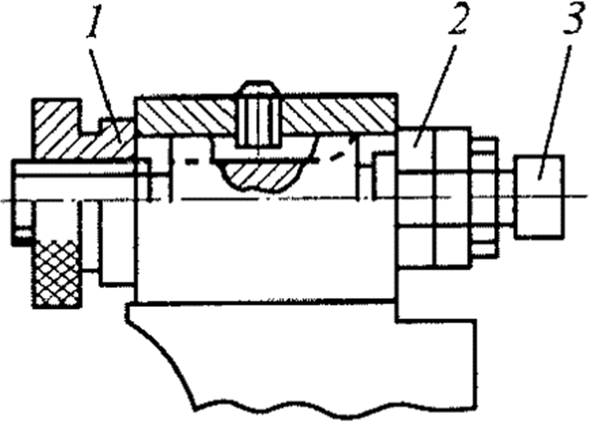
1,2 - гайка;
3 - пятка
 б) Сменная пятка
б) Сменная пятка
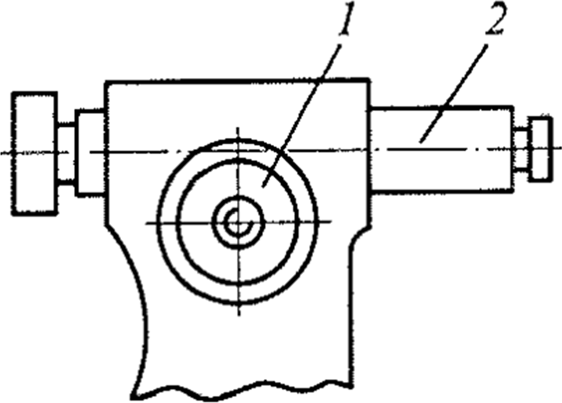
1 - фиксатор; 2 - пятка
в) регулируемая пятка Рисунок 1.13 – Микрометр гладкий МК
нулевые штрихи на стебле и конической части барабана должны совпадать,
при этом прощёлкивает механизм трещотки);
Угольник
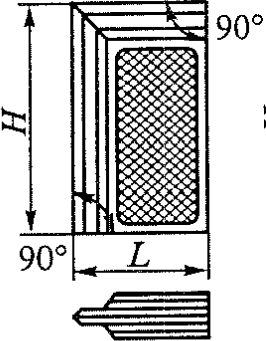
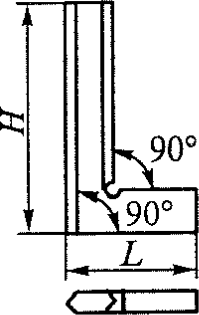
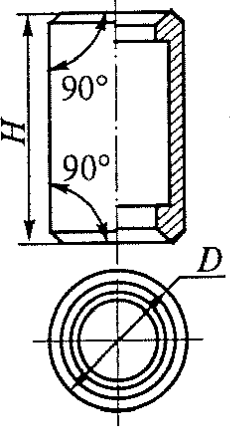
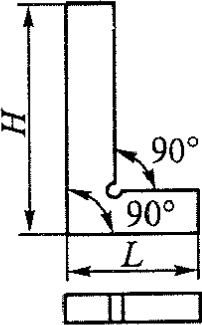
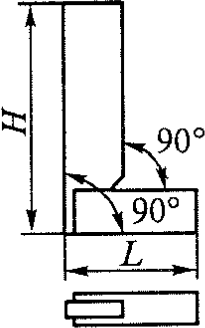
Для контроля и разметки прямых углов (900 ) предназначены проверочные угольники (Рисунок 1.14), которые применяют также для контроля взаимного расположения поверхностей деталей при сборке. Изготавливают угольники следующих типов УЛ, УЛП, УЛ Ш, УЛЦ, УП, УШ.
Угольники типов УЛ, УЛП и УЛШ предназначены для точных лекальных работ, они имеют две острые рабочие грани.
Угольники типа УП и УШ используют при слесарной сборке, обработке и ремонте.
 Угольник УЛ Угольник УЛП Угольник УЛЦ
Угольник УЛ Угольник УЛП Угольник УЛЦ
Угольник УП
Угольник УШ
Н и L - соответственно высота и длина вертикальной полки; D - диаметр цилиндрического угольника
Рисунок 1.14 – Угольники проверочные. Вид общий
Угольники типа УЛЦ представляют собой отрезок вала с торцами,
перпендикулярными образующей цилиндрической поверхности. Эти угольники используют для проверки других угольников. так как они позволяют получить точное значение угла 90°. Угольники слесарные обычно бывают с длиной сторон 60×40мм, 100×60мм, 160×100мм и реже 250×160мм.
Угольники изготовляют четырех классов точности: 0, 1, 2 и 3. Точные угольники имеют класса 0. Точные угольники с фасками называются лекальными.
Для проверки прямых углов угольник накладывают на проверяемую деталь и определяют правильность обработки проверяемого угла на просвет. При проверке наружного угла угольник накладывают на деталь его внутренней частью (Рисунок 1.15, а), а при проверке внутреннего угла — наружной частью. Наложив угольник одной стороной на обработанную сторону детали, слегка прижимая его, совмещают другую сторону угольника с обрабатываемой стороной детали и по образовавшемуся просвету судят о точности выполнения прямого угла (Рисунок 1.15, б). В некоторых случаях размер просвета определяют с помощью щупов. При этом необходимо следить за тем, чтобы угольник устанавливался в плоскости, перпендикулярной к линии пересечения плоскостей, образующих прямой угол (Рисунок 1.15, в). При наклонных положениях угольника (Рисунок 1.15, г, д) возможны ошибки измерения.

б)
 а)
а)
в) г) д) Рисунок 1.15 – Способы применения угольника с углом 900
Щупы
Щупы представляют собой набор пластин определенной толщины (Рисунок 1.16). Щупы являются нормальными калибрами при проверке зазоров между поверхностями, они выпускаются с номинальными размерами 0,02…1,0мм, с градацией через 0,01 и 0,05мм. По длине различают щупы двух исполнений: 200 и 100мм. Щупы длиной 100мм изготавливают как в виде отдельных пластин, так и в виде наборов, а при длине 200мм – только в виде отдельных пластин.
L - длина щупа; S - толщина щупа
Рисунок 1.16 - Комплект щупов (все размеры указаны в миллиметрах)
щупа;
При измерении зазоров щупом следует выполнять ряд правил:
смазать;
Практическая работа № 2
Разметка плоскостная
Цель работы: обучение пользования разметочными инструментами; готовить под разметку, обработанную и необработанную поверхности; наносить параллельные и взаимно перпендикулярные риски; производить разметку контуров по чертежу и шаблонам; накернивать разметочные риски; затачивать разметочный инструмент.
Требования техники безопасности при проведении разметочных работ Молотки должны быть прочно насажены на рукоятки и расклинены в отверстии
стальными клиньями.
Рукоятка молотка должна иметь овальное сечение с равномерным утолщением к концу.
Поверхность рукоятки должна быть чистой и гладкой, без сучков, трещин и отколов.
Длина рукоятки для разметочных
размеров более 300 мм оснащены сменными (Рисунок 1.13, б) или регулируемыми (рис. 1.13, в) пятками, обеспечивающими диапазон измерений 100 мм. Регулируемые пятки 2 крепятся в заданном положении фиксаторами 1 (Рисунок 1.13, в), а сменные пятки 3 - гайками 1 и 2 (Рисунок 1.13, б). Перед измерениями микрометры устанавливают в исходное (нулевое) положение, при котором пятка и микровинт прижаты друг к другу или к поверхности установочных мер 3 (Рисунок 1.13, а) под действием силы, ограниченной трещоткой.
При измерении микрометром необходимо придерживаться следующих основных правил:
-
убедиться в правильности выбора микрометра в зависимости от размера детали (пределы измерения указаны на скобе микрометра); -
проверить плавность вращения микрометрического винта; -
убедиться в точности установки микрометра на ноль (при полном, без просвета, соприкосновении пятки скобы и торца микрометрического винта
а) Микрометр гладкий МК -25. Вид общий
1 — скоба; 2 - пятка; 3 — установочная мера; 4 - микровинт; 5 - стопор;
6 - стебель; 7 - барабан; 8 - трещотка;1,2 - гайка;
3 - пятка
б) Сменная пятка1 - фиксатор; 2 - пятка
в) регулируемая пятка Рисунок 1.13 – Микрометр гладкий МК
нулевые штрихи на стебле и конической части барабана должны совпадать,
при этом прощёлкивает механизм трещотки);
-
при измерении прочно удерживать микрометр за скобу, плотно, без перекосов, сопрягая измерительные поверхности микрометраpa с поверхностями детали, размер между которыми измеряется, вращать микрометрический винт до прощелкивания механизма трещотки.
Угольник
Для контроля и разметки прямых углов (900 ) предназначены проверочные угольники (Рисунок 1.14), которые применяют также для контроля взаимного расположения поверхностей деталей при сборке. Изготавливают угольники следующих типов УЛ, УЛП, УЛ Ш, УЛЦ, УП, УШ.
Угольники типов УЛ, УЛП и УЛШ предназначены для точных лекальных работ, они имеют две острые рабочие грани.
Угольники типа УП и УШ используют при слесарной сборке, обработке и ремонте.
Угольник УЛ Угольник УЛП Угольник УЛЦ Угольник УП
Угольник УШ
Н и L - соответственно высота и длина вертикальной полки; D - диаметр цилиндрического угольника
Рисунок 1.14 – Угольники проверочные. Вид общий
Угольники типа УЛЦ представляют собой отрезок вала с торцами,
перпендикулярными образующей цилиндрической поверхности. Эти угольники используют для проверки других угольников. так как они позволяют получить точное значение угла 90°. Угольники слесарные обычно бывают с длиной сторон 60×40мм, 100×60мм, 160×100мм и реже 250×160мм.
Угольники изготовляют четырех классов точности: 0, 1, 2 и 3. Точные угольники имеют класса 0. Точные угольники с фасками называются лекальными.
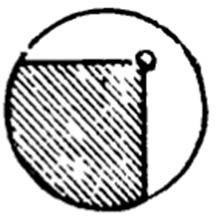
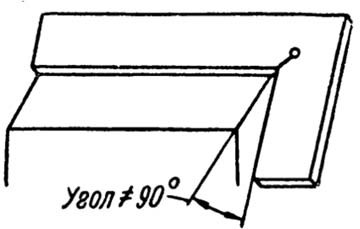
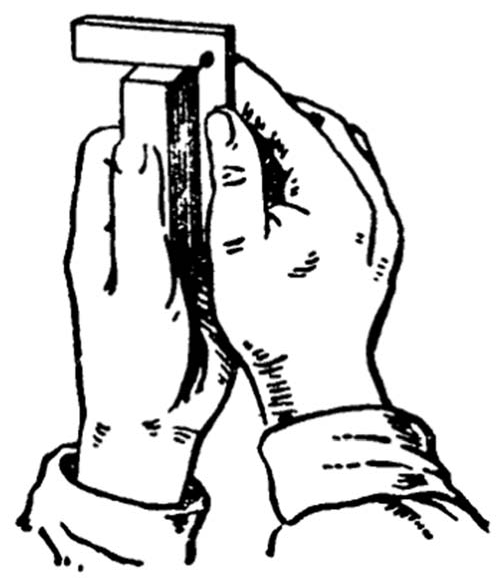
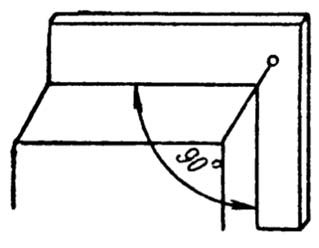
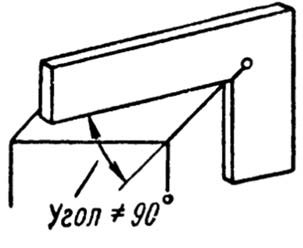
Для проверки прямых углов угольник накладывают на проверяемую деталь и определяют правильность обработки проверяемого угла на просвет. При проверке наружного угла угольник накладывают на деталь его внутренней частью (Рисунок 1.15, а), а при проверке внутреннего угла — наружной частью. Наложив угольник одной стороной на обработанную сторону детали, слегка прижимая его, совмещают другую сторону угольника с обрабатываемой стороной детали и по образовавшемуся просвету судят о точности выполнения прямого угла (Рисунок 1.15, б). В некоторых случаях размер просвета определяют с помощью щупов. При этом необходимо следить за тем, чтобы угольник устанавливался в плоскости, перпендикулярной к линии пересечения плоскостей, образующих прямой угол (Рисунок 1.15, в). При наклонных положениях угольника (Рисунок 1.15, г, д) возможны ошибки измерения.
б)
а)в) г) д) Рисунок 1.15 – Способы применения угольника с углом 900
Щупы
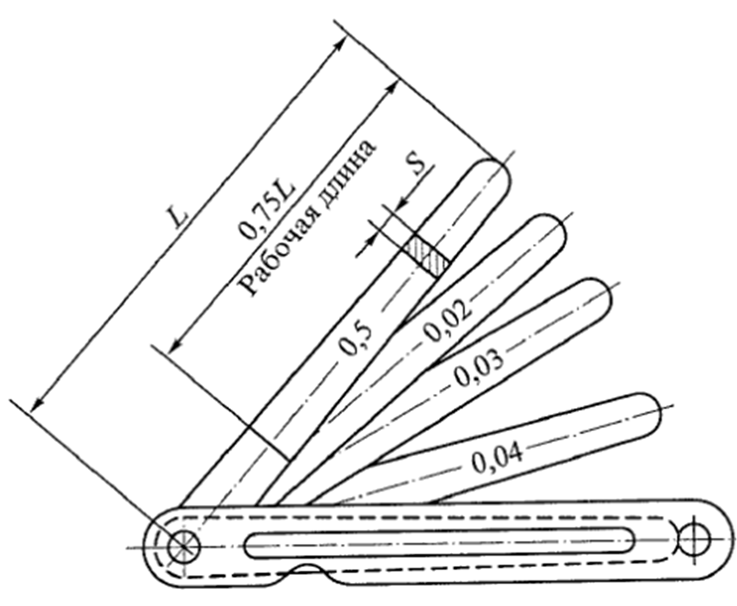
Щупы представляют собой набор пластин определенной толщины (Рисунок 1.16). Щупы являются нормальными калибрами при проверке зазоров между поверхностями, они выпускаются с номинальными размерами 0,02…1,0мм, с градацией через 0,01 и 0,05мм. По длине различают щупы двух исполнений: 200 и 100мм. Щупы длиной 100мм изготавливают как в виде отдельных пластин, так и в виде наборов, а при длине 200мм – только в виде отдельных пластин.
L - длина щупа; S - толщина щупа
Рисунок 1.16 - Комплект щупов (все размеры указаны в миллиметрах)
щупа;
При измерении зазоров щупом следует выполнять ряд правил:
-
перед измерением зазора убедиться в плавности перемещения пластин
-
если перемещение пластин в зазоре затруднено, то их следует слегка
смазать;
-
величину зазора определять по суммарной величине набора пластин щупа, полностью вошедших в зазор по всей его длине; -
при измерении величины зазора не прикладывают к щупу больших усилий во избежание поломки или их деформирования.
Практическая работа № 2
Разметка плоскостная
Цель работы: обучение пользования разметочными инструментами; готовить под разметку, обработанную и необработанную поверхности; наносить параллельные и взаимно перпендикулярные риски; производить разметку контуров по чертежу и шаблонам; накернивать разметочные риски; затачивать разметочный инструмент.
| Инструменты | Материалы | Оборудование |
| Измерительные линейки; | | |
| Штангенциркули; | | |
| Разметочные циркули; | | |
| Чертилки; | Наждачная бумага; | Разметочные плиты; |
| Угольники с широким основанием | Медный купорос; | Рефлекторный |
| 90гр. | Мел; | светильник; |
| Кернеры; | Ветошь; | Учебные заготовки; |
| Транспортиры; Разметочные молотки; | Быстросохнущий лак. | Шаблоны. |
| Металлические щетки; | | |
| Скребки. | | |
Требования техники безопасности при проведении разметочных работ Молотки должны быть прочно насажены на рукоятки и расклинены в отверстии
стальными клиньями.
Рукоятка молотка должна иметь овальное сечение с равномерным утолщением к концу.
Поверхность рукоятки должна быть чистой и гладкой, без сучков, трещин и отколов.
Длина рукоятки для разметочных