ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 12.01.2024
Просмотров: 605
Скачиваний: 43
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
а) по номинальной толщине одной стенки;
б) по толщине сварного шва в направлении просвечивания;
в) по удвоенной номинальной толщине одной стенки;
г) по радиационной толщине двух стенок.
-
По какой толщине принимаются нормы оценки качества при контроле варки труб в трубные доски (по НП-105-18):
а) по номинальной толщине стенки труб;
б) по расчетной высоте сварного шва;
в) по номинальной толщине трубной доски;
г) по толщине сварного шва в направлении просвечивания.
-
По какой толщине принимаются нормы оценки качества при контроле нахлесточных сварных соединений (требования НП-105-18):
а) по номинальной толщине более тонкой детали;
б) по номинальной толщине более толстой детали;
в) по расчетной высоте углового шва;
г) по толщине сварного шва в направлении просвечивания.
-
По какой толщине принимаются нормы оценки качества при контроле сварных соединений, выполненных с расточкой (требования НП-105-18):
а) по номинальной толщине стенки (в месте расточки);
б) по удвоенной номинальной толщине стенки (в месте расточки);
в) по номинальной толщине стенки до расточки;
г) по толщине сварного шва в направлении просвечивания.
-
По какой толщине принимаются нормы оценки качества при контроле тавровых сварных соединений (требования НП-105-18):
а) по толщине сварного шва в направлении просвечивания;
б) по номинальной толщине более тонкой детали;
в) по номинальной толщине более толстой детали;
г) по расчетной высоте углового шва.
-
По какой толщине принимаются нормы оценки качества при контроле угловых сварных соединений (требования НП-105-18):
а) по толщине сварного шва в направлении просвечивания;
б) по номинальной толщине толстой детали;
в) по номинальной толщине тонкой детали;
г) по расчетной высоте углового шва.
-
На рисунке изображено угловое сварное соединение, где величина «h» это:
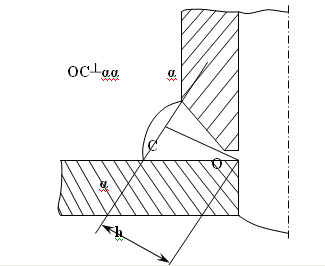
а) радиационная толщина углового шва;
б) номинальная толщина углового шва;
в) расчетная высота углового шва;
г) выпуклость сварного шва.
-
Какой линейный размер таврового (двустороннего углового) сварного соединения, изображенного на рисунке, называется расчетной высотой этого шва (см. НП-105-18):
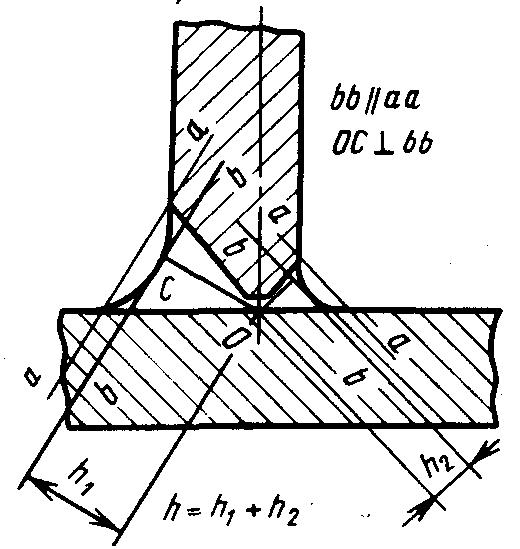
а) размер h1;
б) размер 2h1;
в) размер 2h2;
г) размер h1 + h2.
-
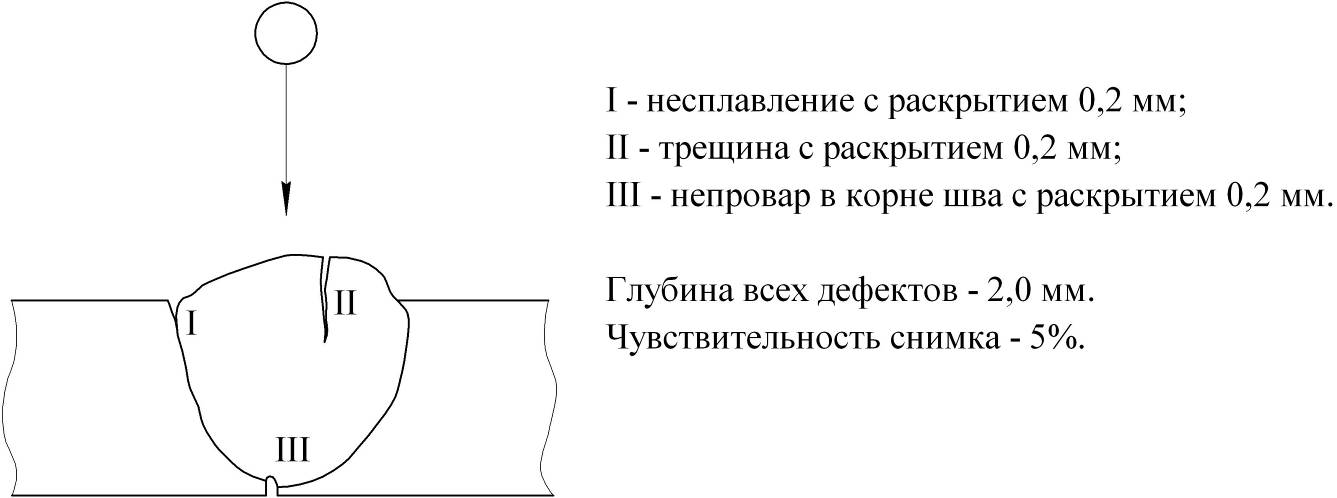
В какой последовательности ухудшается выявляемость дефектов, если все дефекты имеют одинаковый размер и форму:
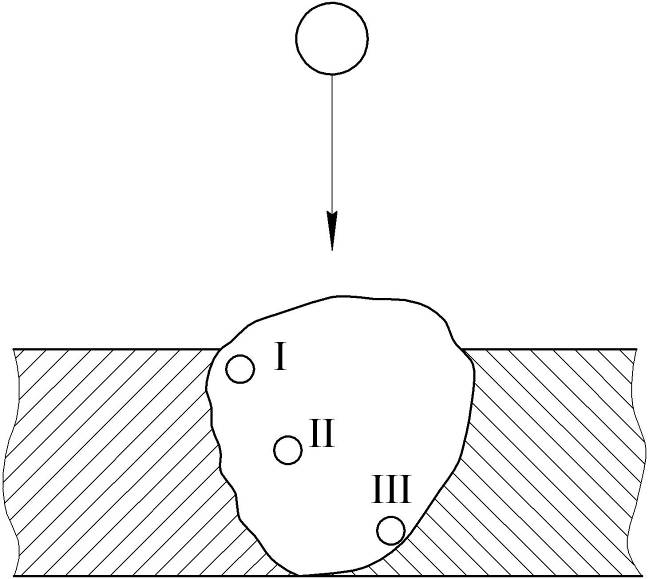
а) I-II-III;
б) III-II-I;
в) II-I-III;
г) I-III-II.
-
В какой последовательности улучшается выявляемость включений:
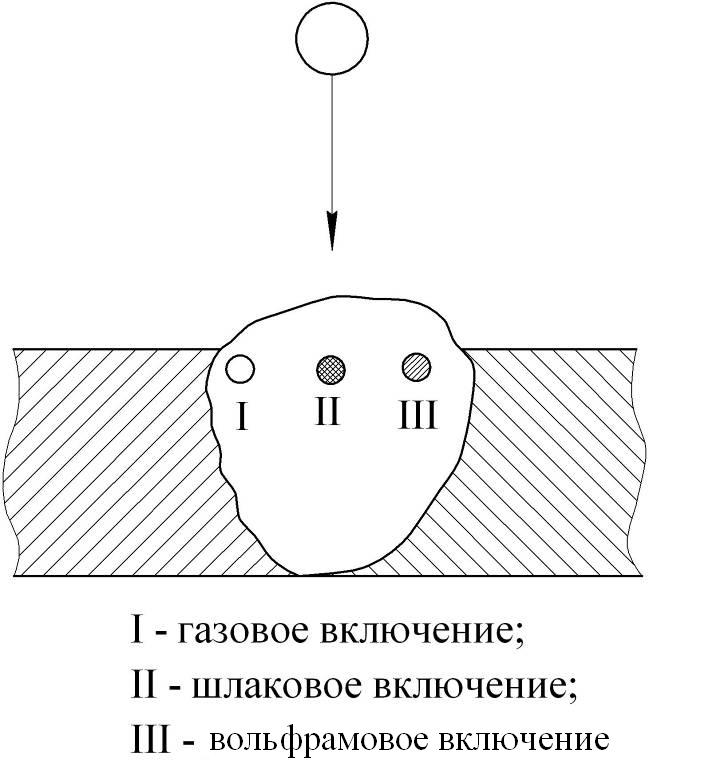
а) I-II-III;
б) III-II-I;
в) II-I-III;
г) I-III-II.
-
В какой последовательности выявляемость дефектов ухудшается:
а) I-II-III;
б) II-I-III;
в) III-II-I;
г) II-III-I.
-
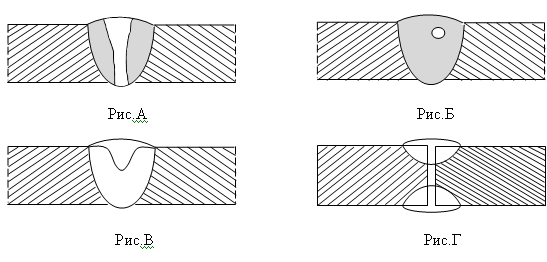
На каком из рисунков схематично изображен свищ в сварном шве:
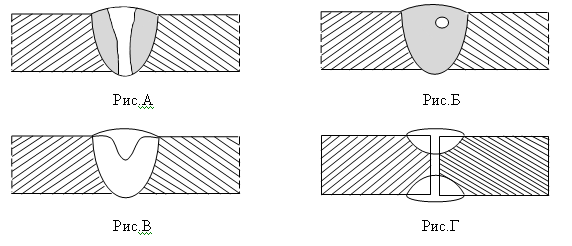
а) рис.А;
б) рис. Б;
в) рис. В;
г) рис. Г.
-
На каком из рисунков дано схематическое изображение прожога сварного шва:
а) рис.А;
б) рис. Б;
в) рис. В;
г) рис. Г.
-
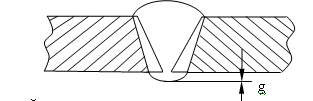
. На рисунке буквой g обозначена величина:
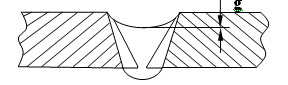
а) подреза;
б) вогнутости шва;
в) непровара;
г) несплавления.
-
На рисунке буквой g обозначена величина:
а) чешуйчатости;
б) подреза;
в) выпуклости корня шва;
г) наплыва.
-
На каком из рисунков схематично дано изображение непровара:
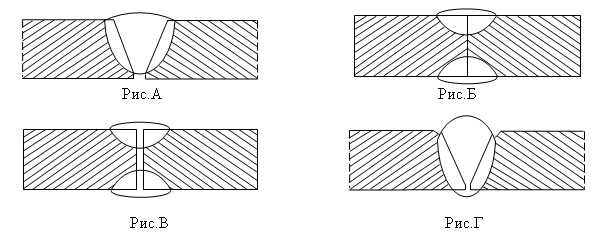
а) на рис. А и Г;
б) на рис. Б и Г;
в) на рис. Г;
г) на первых трех рисунках А, Б, В.
-
На приведенном рисунке схематично изображен дефект сварного шва, который называется:
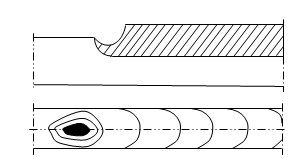
а) прожог;
б) подрез;
в) кратер;
г) пора.
-
На каком из представленных рисунков дано схематическое изображение смещения кромок:
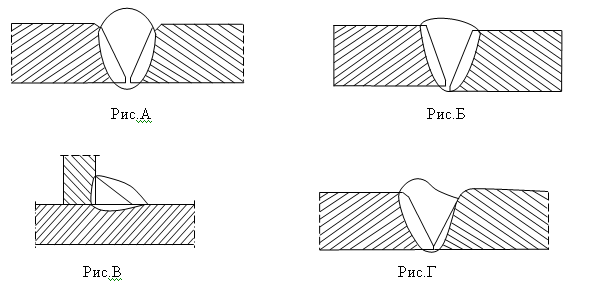
а) рис.А;
б) рис. Б;
в) рис. В;
г) рис. Г.
- 1 2 3 4
На каком из представленных рисунков дано схематическое изображение подреза:
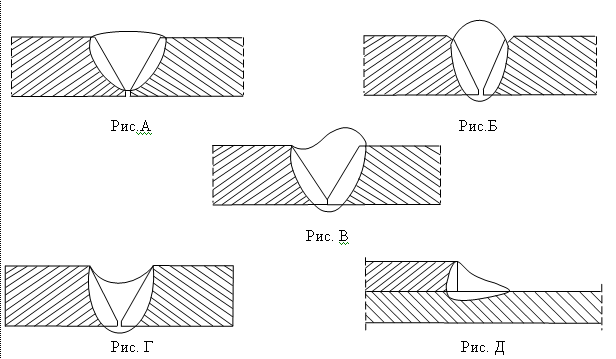
а) рис. А и В;
б) рис. Б;
в) рис. Г и Д;
г) рис. В и Г.
-
На рисунке буквой g обозначена величина:
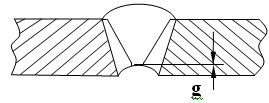
а) подрез;
б) вогнутости корня шва;
в) несплавления;
г) непровар.
-
Для увеличения производительности контроля необходимо:
а) использовать радиографическую пленку с большим коэффициентом контрастности;
б) использовать более чувствительную к излучению радиографическую пленку;
в) использовать источник более жесткого излучения;
г) верно б) и в).
-
Для увеличения зоны контроля за одну экспозицию при контроле сварных соединений с большим перепадом толщин просвечивание необходимо проводить:
а) используя более мягкое излучение;
б) с применением компенсаторов;
в) путем использования двух типов радиографических пленок различной чувствительности к излучению, заряженных в одну кассету;
г) варианты б) и в).
-
Какой эффект следует ожидать при отсутствии контакта между усиливающим экраном и радиографической пленкой:
а) повышение оптической плотности снимка;
б) повышение контрастности снимка;
в) увеличение нерезкости изображения;
г) повышение разрешающей способности изображения.
-
Увеличение размера активной части радионуклидного источника излучения приводит (при неизменных прочих условиях просвечивания) к:
а) повышению контрастности снимка;
б) снижению величины вуали;
в) увеличению геометрической нерезкости;
г) повышению чувствительности снимка.
-
Каким радионуклидам соответствуют указанные ниже периоды полураспада (T1/2): T1/2 = 74,4 дня и T1/2 = 5,25 лет:
а) иридий-192 и селен-75;
б) тулий-170 и цезий-137;
в) иридий-192 и кобальт-60;
г) иридий-192 и цезий-137.
-
Время экспозиции можно сократить:
а) увеличивая фокусное расстояние;
б) используя более контрастные радиографические пленки (1 и 2 кл.);
в) уменьшая размер активной части используемого радионуклидного источника
;
г) увеличивая мощность экспозиционной дозы.
-
Уменьшение оптической плотности изображения сварного соединения на любом участке этого изображения по сравнению с оптической плотностью изображения эталона чувствительности не должно превышать (требования ГОСТ 7512):
а) 0,8;
б) 1,0;
в) 1,25;
г) 1,5.
-
Относительное увеличение размеров изображений дефектов, расположенных со стороны источника излучения (по отношению к дефектам, расположенным со стороны пленки), не должно превышать:
а) 1,25;
б) 1,3;
в) 1,5;
г) 2,0.
-
Длина снимков должна обеспечивать перекрытие изображений смежных участков сварных соединений при длине контролируемого участка до 100 мм -не менее:
а) 2S (S – толщина свариваемых кромок);
б) 0,2 длины участка;
в) 20 мм;
г) 25 мм.
-
Длина снимков должна обеспечивать перекрытие изображений смежных участков сварных соединений при длине контролируемого участка более 100 мм -не менее:
а) 2S (S – толщина свариваемых кромок);
б) 0,2 длины участка;
в) 20 мм;
г) 25 мм.
-
Для стыковых сварных соединений, выполненных электрошлаковой сваркой, ширина радиографических снимков должна обеспечить получение изображений сварного шва, эталонов чувствительности, маркировочных знаков и околошовной зоны шириной не менее:
а) 5 мм;
б) 20 мм;
в) 50 мм (не зависимо от толщины сварных кромок);
г) толщины свариваемых кромок.
-
В каких случаях допускаются к расшифровке снимки без изображения на них эталонов чувствительности:
а) в случаях контроля сварных соединений труб диаметром до 25 мм;
б) в случаях, когда определение чувствительности контроля производится на образцах-имитаторах, а также в случае панорамного контроля, когда на шов устанавливается более четырех пленок;
в) в случае контроля сварных соединений труб диаметром до 100 мм;
г) в случае контроля сварных соединений труб диаметром менее 50 мм.
-
При панорамном контроле кольцевых сварных соединений, если на шов устанавливается более 4 пленок, допускается:
а) установка эталонов чувствительности по одному на каждую треть длины окружности шва;
б) не устанавливать маркировочные и ограничительные знаки;
в) установка эталонов чувствительности по одному на каждую четверть длины окружности шва;
г) не производить разбивку на участки.
-
Какое соотношение между абсолютной чувствительностью К и геометрической нерезкостью Н допускается по ГОСТ 7512-82 «Контроль разрушающий. Соединения сварные. Радиографический метод»: